Как правильно писать сварочные работы или сварные работы?
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.

Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.

Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.

Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
 У каждого собственника частного дома периодически возникает необходимость в сварке, особенно во время строительства различных объектов. Многие нанимают для проведения таких работ специалистов, однако достаточно часто их можно выполнить и самостоятельно.
У каждого собственника частного дома периодически возникает необходимость в сварке, особенно во время строительства различных объектов. Многие нанимают для проведения таких работ специалистов, однако достаточно часто их можно выполнить и самостоятельно.
Чтобы самому выполнить сварку, необходимо предварительно разобраться в том, как правильно проводить сварочные работы, какие этапы включают в себя такие мероприятия, и какое оборудование для этого потребуется.
Преимущества ручной сварки
Ручная методика сегодня наиболее распространена, так как имеет несколько важных преимуществ:
- Универсальность. Позволяет выполнять разные виды работ даже в труднодоступных местах.
- Возможность работы с разными металлами. Для этого необходимо только правильно подобрать электроды, широко представленные на рынке.
- Простой переход между разными металлами. Электроды легко заменять, потому можно быстро перейти от одной обрабатываемой конструкции к другой.
- Легкость и простота оборудования. Используемые устройства отличаются сравнительно небольшим весом и при необходимости их легко транспортировать.
Но и недостатки у электродуговой сварки имеются. Главные из них – вредность выполнения работ, зависимость качества от квалификации исполнителя, а также низкие показатели производительности по сравнению с другими типами сварки.
Правильная техника
 Чтобы правильно сварить между собой отдельные металлические детали важно правильно поддерживать и перемещать электродугу. Если она будет слишком длинной, то появляется вероятность окисления обрабатываемого металла, а также разбрызгивание расплавленных частиц. Кроме того, из-за большой дуги возможно создание шва пористой структуры, из-за чего соединение может оказаться менее надежным и долговечным, чем нужно.
Чтобы правильно сварить между собой отдельные металлические детали важно правильно поддерживать и перемещать электродугу. Если она будет слишком длинной, то появляется вероятность окисления обрабатываемого металла, а также разбрызгивание расплавленных частиц. Кроме того, из-за большой дуги возможно создание шва пористой структуры, из-за чего соединение может оказаться менее надежным и долговечным, чем нужно.
Перемещение дуги может осуществляться по трем направлениям:
- Поступательное перемещение вдоль оси электрода. Такое движение дает возможность постоянно поддерживать нужную длину электродуги, которая напрямую зависит от скорости расплавления электрода.
- Продольное по оси шва. Такое направление дает возможность создавать ниточный сварочный валик, толщина которого будут зависеть от диаметра электрода и скорости перемещения. Обычно толщина валика на 2-3 мм превышает диаметр электрода.
- Поперечное перемещение сварки для создания шва нужной толщины. Методика предполагает совершение возвратно-поступательных движений. Амплитуду колебаний необходимо выбирать с учетом индивидуальных особенностей выполняемых работ, а также в зависимости от положения шва, свойств свариваемых материалов и предъявляемых требований к качеству соединения.
Даже при наличии качественного оборудования не стоит спешить браться за сварку самостоятельно. Неквалифицированная работа может стать причиной плохого соединения, создания ненадежного шва, характеризующегося недостаточной прочностью и устойчивостью к негативным воздействиям и влияниям окружающей среды. В большинстве случаев правильнее доверить проведение всех необходимых мероприятий квалифицированным специалистам. Оплата их услуг позволит получить гарантию создания конструкции, способной исправно служить на протяжении длительного срока.
Сварочные работы в помещении: разбираем нормы ТБ

Вопросы, рассмотренные в материале:
- Факторы опасности сварочных работ в помещении
- Требования безопасности к помещениям, материалам и оборудованию
- Средства защиты при сварочных работах в помещении
- Правила проведения сварочных работ в помещении
- Требования к хранению материалов и оборудования для сварки в помещениях
При сварке используются горючие вещества, высокая температура и разное оборудование, поэтому сварочные работы в помещении должны выполнятся по всем правилам техники безопасности. В противном случае велики шансы на получение травм сварщиком или возникновение пожара.
При этом на безопасность влияет не только технология соединения деталей, но и наличие необходимой защиты у самого сварщика, условия работы в помещении, качество хранения оборудования и материалов для работы. В нашей статье мы расскажем, как провести сварочные работы в помещении безопасно.
Факторы опасности сварочных работ в помещении
Любые сварные операции предполагают использование высокой температуры. Электрод, без которого не обходится электросварка, и горелка для газовой сварки во время работы обладают температурой, измеряемой тысячами градусов по Цельсию. Практически до такой же степени разогреваются обрабатываемые металлические конструкции, вне зависимости от того, идет речь о разрезании или сварке элементов.
Все это приводит к тому, что случайный контакт сварки с воспламеняющимися предметами легко превращается в причину возникновения пожара. Нужно также понимать, что горячий металл способен растекаться, капать, разбрызгиваться вокруг. А значит, во время проведения сварочных работ в помещении нередко прогорают отделочные материалы, может прожигаться мебель.
Наиболее серьезную опасность представляют собой баллоны для газовой сварки – при несоблюдении норм хранения они могут привести к взрыву.
Если вы проводите сварочные работы в помещении, помните о своих соседях, ведь частицы горячего металла могут вылететь за пределы ваших квадратных метров. Допустим, к таким неприятным последствиям может привести сварка на балконе, замена стояков и другие операции, производимые в ванной.
Во время сварочных работ в любом помещении важно не забывать о существующей вероятности возгорания. Рекомендуется заранее уведомить других жильцов о запланированных действиях, а после сварки еще несколько часов отслеживать ситуацию в зоне завершенных работ, чтобы избежать тлеющего возгорания.
Требования безопасности к помещениям, материалам и оборудованию
В норме сварка должна проводиться в предназначенных для этих целей местах со специальным оборудованием и вентиляцией. Когда такие работы приходится осуществлять в закрытых емкостях, помещениях, специалисту важно защитить органы дыхания при помощи дополнительных средств. Техника безопасности при сварочных работах посредством газового оборудования в помещении требует, чтобы баллоны содержались отдельно, а каждое рабочее место было изолировано ширмами.
Рекомендовано к прочтению
Еще одним немаловажным параметром считается освещенность, поэтому необходимо обеспечить достаточный доступ света.
Не забывайте в установленные сроки проводить техобслуживание оборудования, в этом деле вам поможет внесенный в инструкцию график профилактического ремонта.
Все нормы техники безопасности могут быть соблюдены только в специализированных мастерских, где и рекомендуется производить сварку. Для этого элементы свариваемой конструкции укладываются на ровных, чистых поверхностях, не способных проводить ток, либо соединяются друг с другом за счет струбцин, магнитных угольников. Помните, что любое используемое в процессе работы оборудование важно предварительно очистить от грязи и прилипших частиц. Кроме того, для сварки подойдут только инструменты из материалов, не подверженных воспламенению.

Средства защиты при сварочных работах в помещении
Сварщик должен быть одет в спецодежду во время проведения работ. Униформу выдает, закупает нанимающая специалиста организация в соответствии с рядом требований.
Для изготовления униформы сварщика используются негорючие, натуральные материалы. Отметим, что для этих целей не может применяться синтетика. Чаще всего встречаются брезентовые, замшевые костюмы и изделия из спилка. Для проведения сварки в зимнее время года допускается суконная одежда.
Руки сварщика обязательно защищаются специальными перчатками либо варежками. Считается, что самый высокий уровень защиты обеспечивается при помощи рабочих перчаток из спилка, замши. В отличие от этих материалов, брезентовые изделия не выдерживают даже одну смену, так как быстро прогорают.
Обувь может быть изготовлена из разных материалов, однако чаще всего используются кирзовые ботинки и сапоги. По технике безопасности допускается обувь с резиновой подошвой либо из более современных материалов. Опытные сварщики предпочитают ту, в подошве которой отсутствуют сапожные гвозди. Дело в том, что последние даже при минимальной влажности приводят к дискомфорту во время сварочных работ в помещении. Наиболее сильно это проявляется у людей с пониженным уровнем сопротивления тела.
Для защиты лица и в особенности глаз используют сварочную маску либо щиток. Для бытовых нужд их иногда изготавливают своими руками, что чревато проблемами с органами зрения и кожей. Помните, что даже небольшой зазор в конструкции может быть опасен. По этой причине рекомендуется обзавестись простой и недорогой промышленной маской. Тогда вам не придется восстанавливать глаза, постоянно используя специальные капли.
Инспекция по охране труда и технике безопасности предъявляют повышенные требования к сварочным маскам. ГОСТ 9497-60 фиксирует норму, согласно которой светофильтр обеспечивает задержание вредного светового излучения, не мешая при этом контролировать сварочную ванну и положение электрода. Поэтому смотровое окошко должно иметь нормальные размеры, за счет чего сварщик получает достаточный обзор.
Правила проведения сварочных работ в помещении
Любые газопламенные работы не могут производиться:
- Без присутствия специалиста учениками газосварщиков, работниками предприятий, не прошедших специальное обучение и не получивших квалификационные удостоверения.
- Без предварительной проверки рабочего состояния устройств, а также если были обнаружены неисправности, нарушения правил эксплуатации. К последним относятся повреждения элементов оборудования. Кроме того, работы не должны осуществляться при помощи приборов с истекшим сроком освидетельствования, с негерметичными соединениями.
- На конструкциях, элементах оборудования, изделиях, которые незадолго до этого были окрашены сгораемыми грунтовками, лакокрасочными материалами.
- В спецодежде, защитных рукавицах, испачканных в растительных жирах, маслах, нефтепродуктах и горючих жидкостях.
- При непосредственном контакте баллонов с горючими газами, О2 с разного рода электрическими кабелями.
- На корпусах оборудования, емкостях, трубопроводных обвязках, коммуникациях, если в них находятся горючие, токсичные материалы либо по ним проходит электроток. Аналогичное правило действует на элементы строительных объектов из легких металлоконструкций, утепленных сгораемыми, трудно сгораемыми материалами.
Добиться безопасного проведения сварочных работ в помещении удается за счет точного выполнения организационных, технических мероприятий, зафиксированных в нормативных актах:
- Перед началом сварки необходимо произвести подготовку окружающего пространства, очистив его от подверженных горению материалов, включая оставшиеся после производства отходы, сгораемый мусор. Необходимый радиус можно найти в приложении 3 к «ППР в РФ».
- Радиус очищаемой зоны непосредственно зависит от того, на какой высоте от уровня пола/земли находится точка сварки. Так, расчищается радиус не менее 5 м при работе на уровне пола и 14 м при сварке в 10 м и более от поверхности пола/земли. Такой подход связан со способностью капель металла, раскаленной окалины, огарков разлетаться в разные стороны.
- Перед сваркой разного рода емкостей, участков сетей по перекачке жидких воспламеняемых, сгораемых материалов из них сливают все горючие и легковоспламеняющиеся жидкости.
- После опорожнения емкости промывают, обрабатывают горячим паром, проветривают. Далее замеряют содержание опасных веществ в воздухе – это позволяет избежать взрыва, пожара во время сварки.
- Для сварочных работ в помещениях с высокой категорией взрывопожарной опасности их заранее проветривают, обеспечивают бесперебойную работу вентиляционных систем, постоянно отслеживают наличие горючих газов, паров.
- Все сгораемые конструкции, которые не могут на время работ быть вынесены из помещения и находятся в радиусе зоны очистки, например, настилы полов, необходимо закрыть, занавесить, застелить листовыми, рулонными негорючими материалами. В данном случае могут использоваться металлические экраны, противопожарные полотна/кошмы либо возможна проливка водой.
- Допускается ограждение места осуществления сварочных работ в помещении временной сплошной негорючей перегородкой/экраном высотой не ниже 1,8 м, а максимальный зазор до пола – 50 мм. Последний перекрывается металлической сеткой с максимальным размером ячеек 1 мм2.
- До сварки закрывают все двери, люки в стенах, перегородках, перекрытиях, чтобы не допустить падения искр, окалины, капель расплава металла в находящиеся в непосредственной близости помещения. Любые строительные, технологические, монтажные проемы обязательно защищают несгораемыми экранами, щитами.
- Обязательным подготовительным этапом считается оформление, визирование администрацией объекта наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ».
- В непосредственной близости от места запланированных сварочных работ в помещении устанавливаются огнетушители. Виды, вес/объем их заряда зафиксированы в приложении 1 к «ППР в РФ».
Требования к хранению материалов и оборудования для сварки в помещениях
Помимо техники безопасности, важно четко следовать нормам содержания, использования сварочных материалов и оборудования.
Далее перечислены элементарные требования к оборудованию, комплектующим:
- Для хранения сварочных изделий подходит только отдельное сухое помещение, обработанное от вредителей, грызунов. Дело в том, что отсыревшие или дырявые шланги способны стать причиной взрывов и возгораний во время работ газами, огнем. Идеальными условиями для содержания подобных устройств считаются температура +15 °C, влажность 40 %. Выполнение требований к помещению считается обязательным, так как они входят в условия охраны труда при сварке.
- Электроды должны содержаться в сухом, прохладном месте. Повышенная влажность приводит к тому, что они отсыревают, а значит, не могут обеспечить дугу для работы. Если были нарушены правила содержания и электроды вобрали в себя лишнюю влагу, возможна их аккуратная просушка в духовке.
- Генераторы устанавливают как можно надежнее – они не должны падать, шататься, задевать другую технику, расположенную поблизости. Категорически не допускается использование генераторов без водяного затвора. Устройство должно быть расположено вертикально и не иметь неисправностей. Согласно нормам техники безопасности работа при температуре ниже 0 °C требует контроля состояния воды. Если она превратилась в лед, к сварке не приступают, пока шланг и водяной затор не будут отогреты.
- Могут использоваться только шланги длиной от 20 м. Во время монтажа допускается работа с 40-метровыми шлангами. Ни в коем случае не допускается подсоединение различных приспособлений для одновременного подключения сразу ряда горелок.
Для использования во время сварочных работ шланг должен быть исправен и не иметь повреждений. В процессе газовой сварки не может осуществляться смена мест шлангов, предназначенных для подачи кислорода и ацетилена. Для их плотного закрепления используют хомуты либо проволоку. Шланги содержатся в соответствии с нормами хранения сварочных материалов, их необходимо складывать кольцами, не допуская переломов, придавливания.
- Наиболее аккуратного обращения требуют баллоны. Когда снимаете металлический колпак, убедитесь, что на вентиле и штуцере отсутствуют какие-либо механические повреждения. Техника безопасности запрещает выбивать колпак при помощи ударных инструментов, поскольку такие действия могут привести к образованию искры.
В процессе откручивания вентиля нельзя допускать попадания газового потока на стоящих рядом работников. Баллоны устанавливают вертикально, располагая на ровной поверхности, либо могут использоваться подставки, закрепляемые хомутами. Баллон не может находиться на расстоянии менее 5 м от источника пламени. Между ним и отопительным прибором должно сохраняться расстояние не менее 1 м.
Точно следуя нормам использования сварочных материалов, вы обеспечиваете собственную безопасность во время сварочных работ в помещении.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как правильно варить металл: основы, технология, рекомендации
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
 Как правильно варить
Как правильно варитьИ если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.

- Газовая горелка
- Как правильно паять электрической дугой


Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.

Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.
Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.

Трансформаторный сварочный аппарат
Преимущества трансформатора:
- неприхотливость;
- живучесть;
- простота;
- дешевизна.
Недостатки
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.

Инвертор
Преимущества инвертора:
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.

Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения

В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
- Непровар

- Подрез

Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке

Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Разновидности и способы выполнения сварочных швов
Конечная цель любого сварщика – получение качественного сварочного шва. От этого зависит прочность и долговечность соединения деталей. Для успешной работы важно правильно выполнить подключение; выбрать силу тока, угол наклона электрода; хорошо владеть техникой выполнения шва. Результатом правильной работы будет надежное сваривание металлических деталей.

Наклон электрода
Сварочные швы классифицируют по нескольким признакам. Виды и типы сварочных соединений нужно рассматривать последовательно, вникая в тонкости процесса. НА шов влияет расположение, направление и траектория движения электрода.
 После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
У каждого мастера есть свой предпочтительный угол наклона электрода. Многие считает оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси при этом образуется угол, равный 20 °. Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях, при сварке в труднодоступных местах, нужно ориентировать электрод строго перпендикулярно относительно поверхности свариваемого материала.
Перемещать электрод можно тоже по-разному, в противоположных направлениях: от себя или к себе.
Если материал требует глубокого прогрева, то электродом ведут к себе. В след за ним в направлении сварщика тянется рабочая зона. Образующийся шлак накрывает место сплава.
Если работа не предполагает сильного прогревания, то электрод перемещают от себя. За ним «ползет» сварочная зона. Глубина разогрева при таком исполнении шва минимальна. С направлением вопрос ясен.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.

Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Нормативы и понятие катета
Сварной шов начинает формироваться в рабочей зоне при расплавленном состоянии металлов, и окончательно образуется после застывания.
Существующая классификация группирует швы по различным признакам: типу соединения деталей, образующейся форме шва, его протяженности, количеству слоев, ориентации в пространстве.
Типы возможных сварных соединений отображены в стандарте для ручной и дуговой сварки ГОСТ 5264. Соединения, выполняемые дуговой сваркой в атмосфере защитного газа нормированы документом ГОСТ 14771.
В ГОСТах имеется обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности значения катета сварочного шва.
 Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
У деталей неравномерной толщины за основу берут площадь сечения детали в самой тонкой ее части. Не следует пытаться неоправданно увеличивать катет. Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.
Проверка размеров катета проводится с помощью универсальных справочных шаблонов, представленных в специальной литературе.
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
 При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Форма и протяженность
 Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
 При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Обработка сварного соединения
 При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
Если сварка выполняется несколькими проходками, то зачистка швов выполняется после каждого этапа сварки. При этом используют любые способы. Сначала сваренные детали оббивают молотком и чистят жесткой щеткой.
Затем проводят грубую зачистку. Мелкие детали чистят специальными ножами или шлифовальными кругами. Крупные болванки чистят на станках. На завершающей стадии место сварного соединения полируют.
Часто для этого применяют фибровый круг шлифовальной машины. Существуют другие способы полировки сварных соединений.
Сварочное дело постоянно развивается. Появляются новые материалы, совершенствуется технология. Необходимо следить за новостями в сварочном деле, чтобы узнавать много нового и интересного.
как правильно делать швы, инструкции с фото и видео

Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.

Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.

Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.

С помощью этого аппарата можно сделать качественный сварной шов
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.

Какие электроды выбирать
Электроды бывают различных видов и марок. Это обусловлено необходимостью подбора металла соединяемых деталей и такого же металла электрода.
На каждом электроде размещена маркировка, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.
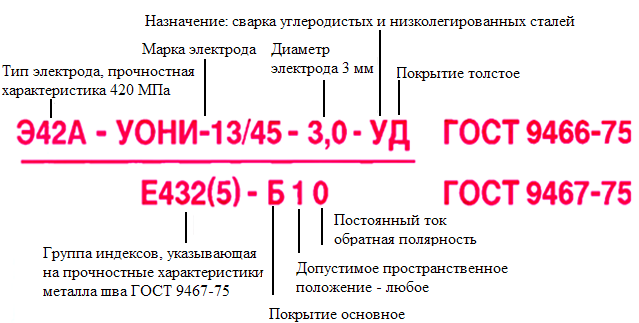
На электродах указана специальная маркировка
Часто сверху они покрыты различной обмазкой, придающей электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.
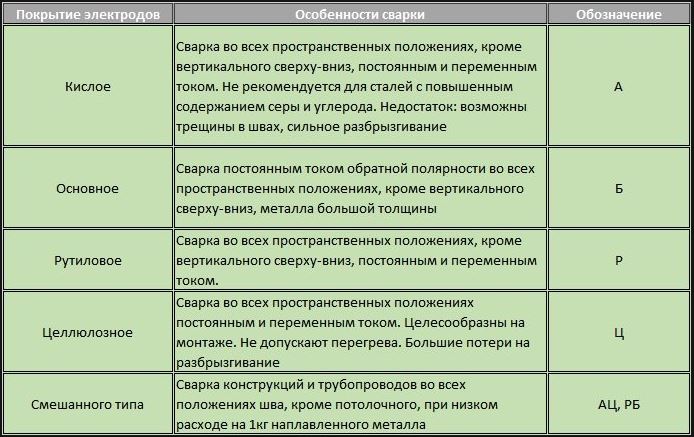
Специальная обмазка придаёт электродам особые свойства, необходимые для сварки разных металлов
Классификация электродов по типам и назначению отражается в маркировке изделий.
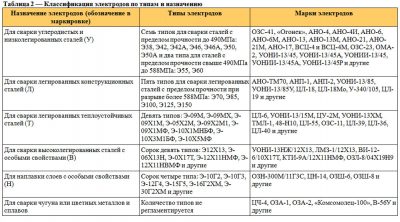
Электроды различаются по типам и назначению
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.
Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.

В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.

Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.

Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.

Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.

В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.

Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.

Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.

При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
23.03
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.

При выполнении горизонтального шва нужно правильно подобрать угол наклона электрода и скорость прохода
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.

При угловой сварке движение электрода начинается из нижней точки
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- тщательно очищаем деталь;
- если торцы трубы деформированы, обрезаем или выправляем их;
- очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.

Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Материал актуализирован 23.03.2018
Оцените статью: Поделитесь с друзьями!Секреты сварки электродом или что нужно знать новичку
 Секреты сварки электродом или что нужно знать новичку
Секреты сварки электродом или что нужно знать новичкуСварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.

Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.

Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.

Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.

Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.

Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».

Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Поделиться в соцсетях
Сварка металла: оборудование, технологии, ошибки
Сварка металла позволяет соединять различные детали и создавать сложные конструкции. Ее применяют при строительстве мостов, зданий, прокладке трубопроводов, создании сложных деталей. Сваривать вместе детали можно не только на специальном предприятии, но и далеко от городов, линий электропередач.
Метод соединения деталей свариванием осваивают профессионалы, любители. В гаражах, сараях умельцы воплощают в жизнь свои задумки, ремонтируют различные механизмы, делают полезные в хозяйстве вещи.
 Сварка металла
Сварка металлаКак правильно варить
Со стороны сварочные работы не представляет сложности. Однако опытные сварщики по металлу рекомендуют сначала изучить теорию и попрактиковаться на ненужных вещах, а только потом приступать к работе.
Мало соединить вместе 2 железки. Такой шов лопнет при первом ударе. Важно научиться сваривать металл, чтобы он не терял своих характеристик. Только правильно разогретая ванна, смешанные вместе расплавы краев деталей способны образовать прочное, герметичное соединение.
Технология проведения работ
Различают около 100 видов сварки металла. Применяют в основном технологию электродуговой сварки электродами, проволокой, пластинами.
Технология сваривания заключается в нагреве металла до жидкого состояния и его дальнейшем смешивании. Для соединения разных деталей используют расплавленную проволоку или сам электрод.
Типы сварочных аппаратов
По производительности, мощности сварочные аппараты можно разделить на два типа: бытовые, промышленные. Первыми можно сваривать детали толщиной до 5–6 мм. Промышленное оборудование способно долго работать без остановки.
Сварка металлов происходит за счет нагрева до высоких температур. Расплавление достигается различными способами. Каждому из них соответствует свое оборудование. Оно делится на группы по принципу работы:
- трансформаторы;
- инверторы;
- выпрямители;
- TIG-аппараты;
- полуавтоматы;
- спотеры.
Кроме того, применяются аппараты для газовой обработки металлических заготовок, холодная сварка, создающая высокое давление и другие виды соединения деталей.
 Сварочные аппараты
Сварочные аппаратыТрансформаторные
Классические сварочные аппараты были изобретены первыми. Они просто понижали напряжение тока, оставляя его переменным. Силовой трансформатор понижает напряжение сети до значений холостого хода — 50–60В. По настройке параметров работы различают следующие типы оборудования:
- тиристорные — фазовая регулировка;
- с магнитным рассеиванием;
- со стандартным рассеиванием.
Недостаток аппарата заключается в нестабильной дуге из-за переменного тока. Трансформаторы отличаются крупными габаритами и большим потреблением энергии.
Инверторы
Инверторы создают оптимальные условия для сварки металлов. Они выравнивают переменный ток и делают его высокомощным, регулируемым с большой точностью. Работают инверторы от потребительской сети 220V с частотой 50Грц, промышленной в 380 V.В процессе преобразования, ток проходит:
- сетевой выпрямитель;
- частотный преобразователь;
- высокочастотный трансформатор;
- силовой выпрямитель.
Инверторы настраиваются на работу с прямым, обратным током. Работают с электродами любого типа, варят высоколегированные черные, цветные металлы. Они имеют защиту от перепадов, скачков напряжения. Подходят для обучения новичков, поскольку имеют стабильную дугу.
Для работы с постоянным током используют и выпрямители, которые состоят из диодов и полупроводников. Они преобразуют переменный ток в постоянный, позволяют регулировать его величину. Тонкой настройки не имеют.
Все остальные виды сварочного оборудования представляют собой различные варианты трансформатора и инвертора.
Пошаговая инструкция по проведению сварочных работ
Перед началом сваривания необходимо проверить место проведения работ на соответствие технике безопасности. На участке не должно быть лишних предметов, особенно легковоспламеняющихся, луж с водой, разлитого масла.
Следует проверить на исправность и подключить оборудование. Плита должна быть заземлена. На деталь цепляется зажим с соответствующим значением тока. Заготовка подготовлена к сварке, если выполнены следующие действия:
- места соединений зачищены;
- заготовка установлена на сборочную плиту или стеллаж и закреплена;
- детали соединены между собой прихватами или зажаты в специальном устройстве.
Начинать варить следует после полной подготовки места, оборудования и инструмента.
Инструменты и средства защиты
Кроме зажима для электродов у сварщика всегда должен быть с собой тонкий металлический молоток, чтобы отбивать шлак. Шов проверяется на наличие непроваров, подрезов, волчков. При необходимости режим работы можно изменить.
Сварка относится к числу вредных и опасных работ. Соблюдение техники безопасности особенно важно для начинающих работников, которые еще не имеют практических навыков. При проведении сварочных работ можно получить повреждения разного типа: поражение током, ожоги, поражение глаз, отравление парами при сгорании флюса.
Обязательные средствами защиты для сварщика при работе являются:
- маска;
- рукавицы или перчатки;
- штаны и куртка;
- рабочие ботинки;
- брезент.
Маска с темным стеклом защищает глаза от слепящего света, возникающего при сваривании. Рукавицы и костюм из негорючих материалов закрывают кожу от брызг металла и искр.
При работе вне оборудованного сварочного поста рабочему может понадобиться брезент. Им он закрывает предметы, которые невозможно убрать. Например, стену и стоящую рядом мебель при сварке труб водопровода или отопления в доме.
 Инструменты и средства защиты
Инструменты и средства защитыКакие электроды использовать
Толщина металла и количество накладываемых швов определяют диаметр электрода. При сварке деталей большой толщины корневой шов прокладывается тонким электродом 2–3 мм. В дальнейшем используют четверку. При толщине листа более 20 возможно применение электрода диаметром 6 мм.
Для сваривания конструкций из низколегированных сталей, применяют электроды с обмазкой марок: УОНИ, ОЗС, АНО. Они широко используются в создании строительных конструкций, при прокладке трубопроводов и сварке других деталей, к которым предъявляются высокие требования в прочности соединений.
При сварке высоколегированных и углеродистых старей специалисты рекомендуют использовать хромоникелевые электроды марки ЭА 395.
Качественную сварку цветных металлов производят с помощью рутиловых электродов серии МР 3С. Вольфрамовые неплавящиеся марки WC 20 подходят для соединения деталей из сплавов цветных металлов.
Хромоникелевые и рутиловые электроды рекомендуют для обучения процессу сварки. Они легко зажигаются, хорошо держат дугу.
Электроды с рутиловым и другими специальными покрытиями считаются универсальными. Они могут работать на любом токе, шов ложится по горизонтали. Вертикаль только снизу-вверх. Разбрызгивание металла минимальное. После них переходить на УОНИ и другие марки тяжело, но только освоив классические электроды, можно стать сварщиком.
Подготовка
Перед началом работы следует провести подготовку металла под сварку. Поверхность заготовки должна быть очищена от грязи, масел, ржавчины. Пленки окислов удаляются химическим путем непосредственно перед сваркой.
Если толщина шва превышает 3–5 мм, следует разделать кромки на станке, сняв их под углом 45⁰.
Свариваемые детали соединяются прихватами. При массовом производстве могут использоваться специальные приспособления.
 Зачистка места соединения
Зачистка места соединенияПодключение
Перед работой проверяется состояние оборудования и заземление. Затем к детали подключается 0 или минус, в зависимости от типа применяемого тока. Оборудование включается в сеть и производится настройка режимов. После этого вставляется электрод, включается сварочный аппарат.
Сварочный процесс
Перед тем как варить аппарат настраивается на нужный режим работы в соответствии с толщиной, материалом детали и рекомендованными для электродов токами. После этого можно приступить непосредственно к сварке.
- Зажечь дугу.
- Нагреть сварочную ванну.
- Электродом перемещать расплавленный металл вдоль шва, обеспечивая соединение кромок.
Во время проведения работ следует следить, чтобы флюс не оставался в шве, а расплавлялся и всплывал.
Какие могут быть ошибки
Неправильно выбранный ток — при его низком значении будет постоянно тухнуть дуга и прерываться шов. Высокое значение тока ведет к проплавлению, прожиганию насквозь тела сварных конструкций из металла.
Выход шлака регулируется углом наклона электрода и зависит от его типа. Если ванна перемещается быстро, остаются шлаковые включения в шве.
Высоколегированные стали перед обработкой нужно подогревать, в противном случае материал кромки не успеет расплавиться или образуется переходная зона.
Сварку цветных металлов необходимо проводить специальными электродами в среде защитного газа. Полярность тока должна быть прямой, чтобы плавился металл, покрытый окислами.
Что можно изготовить
Свариванием соединяют элементы изделий, выполненные с помощью холодной ковки. В результате получают ажурные заборы, неповторимую по красоте садовую мебель и другие поделки из металла. Умельцы превращают старые болты и гайки в очаровательных животных, морских монстров.
Советы по устранению неисправностей сварочного аппарата

Сварочный аппарат — сложное и сложное устройство. Даже если что-то пойдет не так, это серьезно скажется на сварочном аппарате и сварочных работах. Если что-то не так, сварочный аппарат может не работать должным образом или даже не запуститься. Не всегда необходимо заменять весь блок, есть некоторые проблемы, которые может найти и исправить сам пользователь, или можно получить помощь от другого опытного пользователя.Знание некоторых советов по устранению неполадок будет большим подспорьем для пользователя, так как это сэкономит много времени и предотвратит ненужную трату денег на ремонт в мастерских. Вот некоторые из проблем, с которыми обычно сталкивается сварочный аппарат, а также их причины и решения.
Неисправности сварочного аппарата
Прежде всего, важно знать различные проблемы, с которыми сталкивается сварочный аппарат; можно проверить различные части устройства и устранить проблему;
Нет товаров.
Машина не запускается
Причина : Иногда сварочный аппарат не запускается. Это может быть вызвано такими причинами, как перегоревший предохранитель линии питания, обрыв цепи питания, перегрузка или неправильное входное напряжение.
Решение : Если сварочный аппарат не запускается, первое, что нужно проверить, — это включить ли выключатель аппарата, а затем тщательно выяснить причину проблемы; если предохранитель перегорел, его необходимо заменить. Если проблема в цепи, необходимо проверить и исправить входное напряжение.Если причиной является перегрузка, то лучше дать сварочному устройству остыть в течение некоторого времени. Входное напряжение должно быть проверено, и вход всегда должен соответствовать указанным в руководстве.
Стартер сварочного аппарата работает, но сгорел предохранитель
Причина : Иногда сварочный аппарат запускается и готов к работе, но внезапно перегорает предохранитель. Это может быть вызвано одной из двух причин: одна — слишком маленький предохранитель, а другая — короткое замыкание в соединениях.
Решение : Необходимо выяснить точную причину проблемы. Если причина в предохранителе, то размер предохранителя должен быть изменен и увеличен, но если причина в коротком замыкании, тогда соединения должны быть проверены и исправлены, а также необходима изоляция проводов.
Сварочный аппарат внезапно останавливается
Причина : Сварочный аппарат часто внезапно останавливается во время сварки. Эта проблема может быть связана с препятствием для вентиляции, неисправностью внутреннего охлаждающего вентилятора или перегрузкой.
Решение : Следует проверить, все ли вентиляционные кожухи свободны и чисты. Если они нечистые, их необходимо тщательно очистить, чтобы не было препятствий для вентиляции. Если внутренний охлаждающий вентилятор не работает, необходимо отремонтировать или заменить соединения и главный провод, чтобы охлаждающий вентилятор снова заработал. Никогда не следует перегружать машину и выполнять работу только в соответствии с предписанным рабочим циклом.
Неисправность переключателя полярности
Причина : Переключатель полярности иногда не работает либо из-за изношенного соединения, либо из-за грубого и неправильного использования переключателя, когда сварочный аппарат все еще находится под нагрузкой.
Решение : Никогда не используйте переключатель полярности, когда сварочный аппарат находится под нагрузкой, так как это может нарушить работу переключателя полярности. В случае износа переключателя его необходимо заменить.
Электрододержатель нагревается
Причина : Держатель электрода во многих случаях нагревается. Причиной этого может быть неплотное соединение или несоответствующий рабочий цикл электрододержателя.
Решение : необходимо правильно определить причину проблемы.Если соединение слабое, его необходимо подтянуть. Если электрододержатель не соответствует рабочему циклу, его необходимо заменить на держатель правильного размера.
 Изолированный электрододержатель STINGER Stv002
Изолированный электрододержатель STINGER Stv002- В надежно удерживает электрод, эргономичная и удобная резиновая ручка
- Сила тока: 0 — 350, емкость электрода: 5 мил / 3/16 дюйма, емкость кабеля: 1/0 га.
- Устраняет ожоги дуги из-за «выскакивания» стержня
Различные типы сварочных процессов
Сварка — это процесс, в котором с помощью нескольких инструментов и различных типов металлов вы можете создать любую форму или дизайн, какие пожелаете. Однако, чтобы сварщик стал мастером сварки, необходимо понимать основы и знать доступные типы сварочных процессов и типы сварочных аппаратов.
Существует более 30 видов сварочных процессов, от простой кислородной сварки до высокотехнологичной лазерной сварки.Понимание различий между этими сварочными процессами важно для выбора подходящего для выполняемой работы. В этом посте мы рассмотрим 6 основных типов сварочных процессов.
MIG или GMAW (газовая дуговая сварка металла)
 В процессе сварки MIG используется проволочный сварочный электрод, который автоматически подается через сварочную горелку. Поданный электрод создает дугу на основном металле, которая нагревает материал до тех пор, пока он не начнет плавиться для сплавления с другим куском материала.Это создает высокопрочный сварной шов, который отлично выглядит и требует небольшой очистки.
В процессе сварки MIG используется проволочный сварочный электрод, который автоматически подается через сварочную горелку. Поданный электрод создает дугу на основном металле, которая нагревает материал до тех пор, пока он не начнет плавиться для сплавления с другим куском материала.Это создает высокопрочный сварной шов, который отлично выглядит и требует небольшой очистки.
Для сварки типа MIG необходимо подавать защитный газ для защиты сварного шва от загрязнений в воздухе. Обычно для этого используются углекислый газ, кислород, аргон и гелий.
СваркуMIG можно использовать как для толстых, так и для более тонких металлических листов. Вы можете использовать его для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и другие.
Некоторые из преимуществ сварки MIG — это минимальная очистка сварного шва, меньшая требуемая точность, меньшее количество сварочного дыма и меньшая тепловая мощность.Это также самая простая в освоении техника сварки. Так что это отличный выбор для начинающего сварщика.
Хотя есть и недостатки. Одна из них — чувствительность сварного шва к внешним факторам, таким как ветер, дождь или пыль. Поэтому сварочные процессы MIG следует проводить в помещении, очищая материалы от грязи и ржавчины.
К другим недостаткам относятся дополнительные затраты на получение защитного газа, невозможность сваривать более толстые металлы и невозможность выполнять вертикальную или потолочную сварку.
Основные баллы:
- Самый простой в освоении
- Обеспечивает высокую скорость сварки
- Более чистый сварной шов с меньшим объемом очистки
- Обеспечивает лучший контроль за тонкими металлами
- Сварочный аппарат можно также использовать для сварки сердечником
Дуговая сварка порошковой проволокой
 Дуговая сварка порошковой проволокой похожа на сварку MIG, так как она также включает процесс подачи проволоки, но вместо защитного газа используется порошковая проволока для защиты дуги от загрязнения.Таким образом, в отличие от сварки MIG, вы можете выполнять сварку на открытом воздухе, и ветер не повлияет на сварку. Этот процесс обычно используется в строительстве, поскольку он обеспечивает высокую скорость сварки и портативность.
Дуговая сварка порошковой проволокой похожа на сварку MIG, так как она также включает процесс подачи проволоки, но вместо защитного газа используется порошковая проволока для защиты дуги от загрязнения.Таким образом, в отличие от сварки MIG, вы можете выполнять сварку на открытом воздухе, и ветер не повлияет на сварку. Этот процесс обычно используется в строительстве, поскольку он обеспечивает высокую скорость сварки и портативность.
Сварка MIG очень распространена в автомобильной промышленности. Автомобильные работы обычно требуют универсальности и прочности, и этот сварной шов обеспечивает прочность, которая может выдерживать большие нагрузки. Другие распространенные применения сварки MIG включают строительство, морскую промышленность, сантехнику и робототехнику.
Основные баллы:
- Можно использовать на грязных или ржавых материалах
- Позволяет выполнять сварку вне положения
- Обеспечивает глубокое проплавление при сварке металлов большой толщины.
- Более высокая скорость наплавки металла
TIG или GTAW (газовая дуговая сварка вольфрамом)
 В этом процессе сварки используется неплавящийся вольфрамовый электрод, который прилегает к металлической основе. Таким образом, электрический ток проходит через вольфрамовый электрод, который нагревает основу материала и создает дугу, которая затем плавит проволоку и создает сварочную ванну.Он используется вместе с защитным газом, таким как аргон, для защиты сварочной ванны от атмосферного загрязнения.
В этом процессе сварки используется неплавящийся вольфрамовый электрод, который прилегает к металлической основе. Таким образом, электрический ток проходит через вольфрамовый электрод, который нагревает основу материала и создает дугу, которая затем плавит проволоку и создает сварочную ванну.Он используется вместе с защитным газом, таким как аргон, для защиты сварочной ванны от атмосферного загрязнения.
Как и при сварке MIG, у вас будет внешний источник газа. В качестве газа обычно используется аргон или смесь аргона и гелия.
Сварка TIG — один из самых сложных и неэффективных сварочных процессов. Это требует большого внимания и навыков, потому что между дугой и свариваемым материалом остается лишь крошечный участок.
Преимущество, с другой стороны, заключается в том, что он позволяет сваривать очень тонкие материалы и обеспечивает высококачественный чистый сварной шов, который при правильном выполнении становится чрезвычайно прочным.Его можно использовать для сварки следующих металлов: магния, меди, алюминия и никеля.
Сварочный процесс довольно популярен в отраслях, работающих с цветными металлами. Его часто используют в производстве велосипедов и самолетов, а также в производстве труб, транспортных средств и т. Д.
Основные баллы:
- Вы получите сварные швы высочайшего качества
- Способность сваривать более тонкие металлы
- Высокоэстетичный сварной шов
- Чрезвычайно прочный сварной шов
Stick or SMAW (дуговая сварка защищенного металла)
Также известен как сварка штучной сваркой, это был самый популярный метод сварки среди домашних сварщиков.Это техника ручной сварки, при которой для наложения сварного шва используется плавящийся электрод, покрытый флюсом. Сварка палкой происходит от сварки стержней или стержней, содержащих присадочный материал и флюс. Назначение флюса — защитить расплавленный металл, в то время как наполнитель соединяет части материала вместе.
Для этого процесса сварки требуется минимум оборудования, поэтому он является недорогим решением. Также нет необходимости в защитном газе, и вы можете работать с ним на улице при ветре или дожде.Он также отлично работает на грязных и ржавых металлах.
Однако качество сварного шва не всегда самое лучшее. Имеет пористость, трещины и неглубокое проникновение. Как правило, он менее прочен. Это старая ручная техника, которая используется, когда новое и более дорогое оборудование недоступно.
Основные баллы:
- Хорошо работает в ветреную погоду
- Простите при работе с грязными или ржавыми металлами
- Отлично подходит для толстых металлов
Дуговая сварка под флюсом (SAW)

Этот автоматический или иногда полуавтоматический процесс в основном используется только для черной стали и сплавов на основе никеля.Он имеет минимальные выбросы дыма и дугового света, что делает его одним из самых безопасных сварочных процессов. Он требует минимальной подготовки и обеспечивает глубокое проплавление сварных швов, обеспечивая быстрые и эффективные сварочные работы.
Пила — это процесс, при котором сварка выполняется под защитным слоем из гранулированного плавкого флюса. С повышением температуры флюс становится проводящим, создавая ток между электродом и сварочным материалом. Флюс защищает металл от атмосферного воздействия, а также предотвращает образование брызг при сварке.
Плазменная сварка
 Плазменная сварка аналогична сварке TIG. Они работают одинаково. Разница в том, что они используют другой фонарик. Разработанный в 1954 году, он продолжает совершенствоваться по сей день.
Плазменная сварка аналогична сварке TIG. Они работают одинаково. Разница в том, что они используют другой фонарик. Разработанный в 1954 году, он продолжает совершенствоваться по сей день.
При плазменной резке сварочный аппарат пропускает электрический ток через очень маленькое сопло, которое затем проходит через защитный газ. Это обеспечивает высокую точность при сварке небольших участков. Таким образом, это требует большей концентрации и точности. Это подходящий метод для более глубокого проникновения, поскольку он может нагревать металл до экстремальных температур.Он больше используется в крупных отраслях промышленности, таких как авиастроение, и не очень распространен среди домашних работников и сварщиков-энтузиастов.
Электронно-лучевая сварка (EBW)
Этот процесс выполняется в полном вакууме и осуществляется путем направления на материал пучка высокоскоростных электронов. Затем энергия электронов преобразуется в тепло, позволяя сварочному материалу плавиться, сливаться и плавиться.
EBM широко используется во многих отраслях промышленности, таких как автоматизированное производство автомобильных деталей и авиадвигатель.Этот метод позволяет плавить вместе разнородные металлы, которые имеют разную теплопроводность и температуру плавления. Такие металлы, как правило, плохо сливаются с другими типами сварочных процессов.
Сварка на атомарном водороде
Это техника сварки прошлого, которую в последние годы в значительной степени заменили методы дуговой сварки металлическим газом. Тем не менее, он все еще иногда используется для определенных целей, например, для сварки вольфрама. Это материал, который очень устойчив к нагреванию, и этот метод позволяет сваривать металл, не повреждая его, и в то же время создавать прочный сварной шов.
В этом процессе два металлических вольфрамовых электрода помещают в атмосферу водорода. Это заставляет водород распадаться на молекулы, которые затем объединяются в виде теплового взрыва (до 3000 градусов Цельсия).
Ниже представлена таблица различных типов сварочных процессов и материалов, для которых вы можете их использовать.

Кроме того, независимо от того, какой тип сварки вы выберете, не забудьте иметь надлежащие средства защиты перед началом работы. Некоторые из необходимых вещей включают сварочный шлем, перчатки, куртку и прочее.
,