Теория сварки. Советы для начинающих сварщиков
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
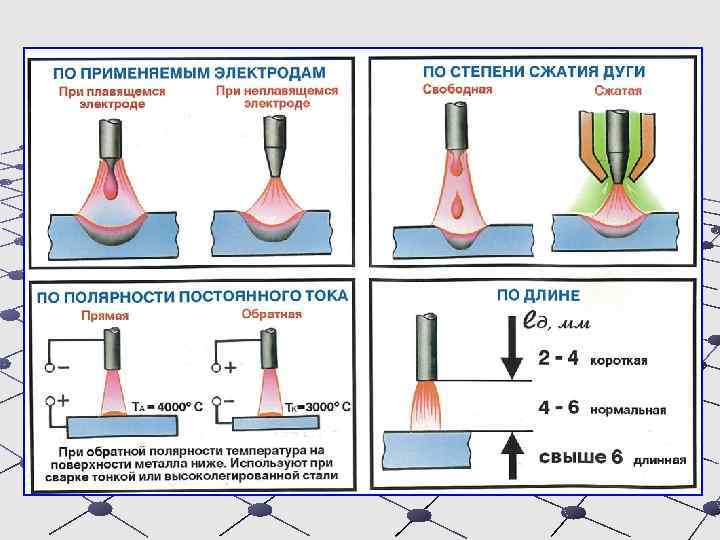
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации дуговая сварка подразделяется:
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др. ) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга питамая переменным током
В зависимости от способов сварки применяют ту или иную полярность. Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
Электроды для дуговой сварки бывают
- плавящиеся сварочные электроды
- неплавящиеся электроды (угольный, графитовый и вольфрамовый)
Дуговая сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) — сварка в среде углекислого газа, аргонно-дуговая сварка.

- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)

Электродные покрытия применяются для для создания защитной атмосферы во время плавления, введения легирующих добавок в сварной шов и т.п.
Стабилизирующие электродные покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные электродные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Полную информацию смотрите здесь >>>
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные электродные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке.
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.
Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить.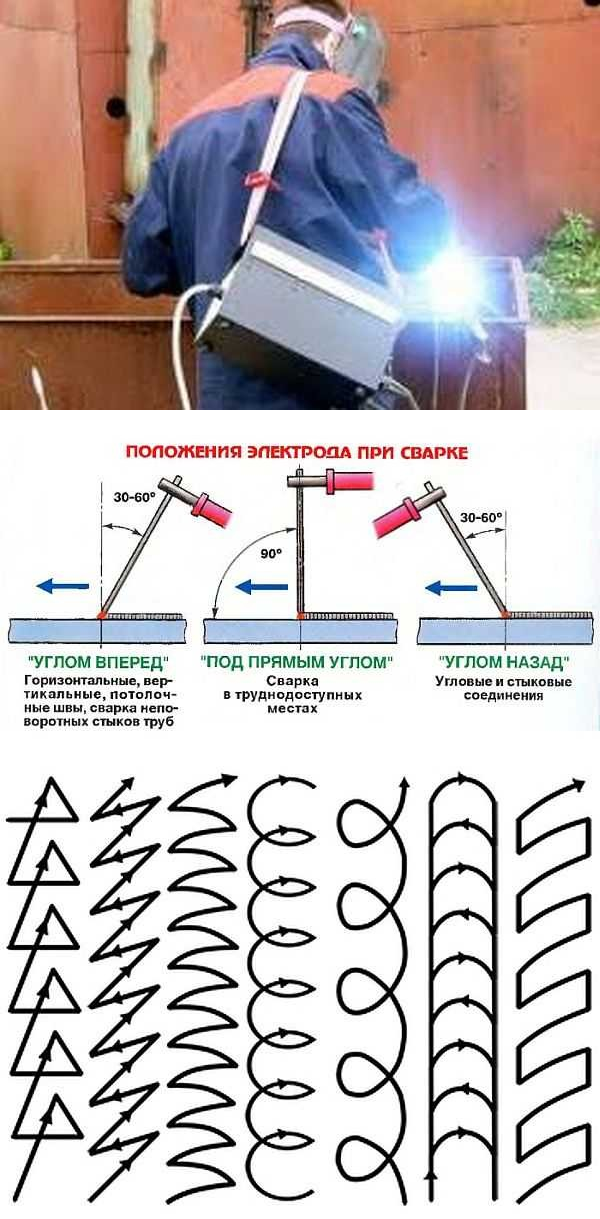 Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.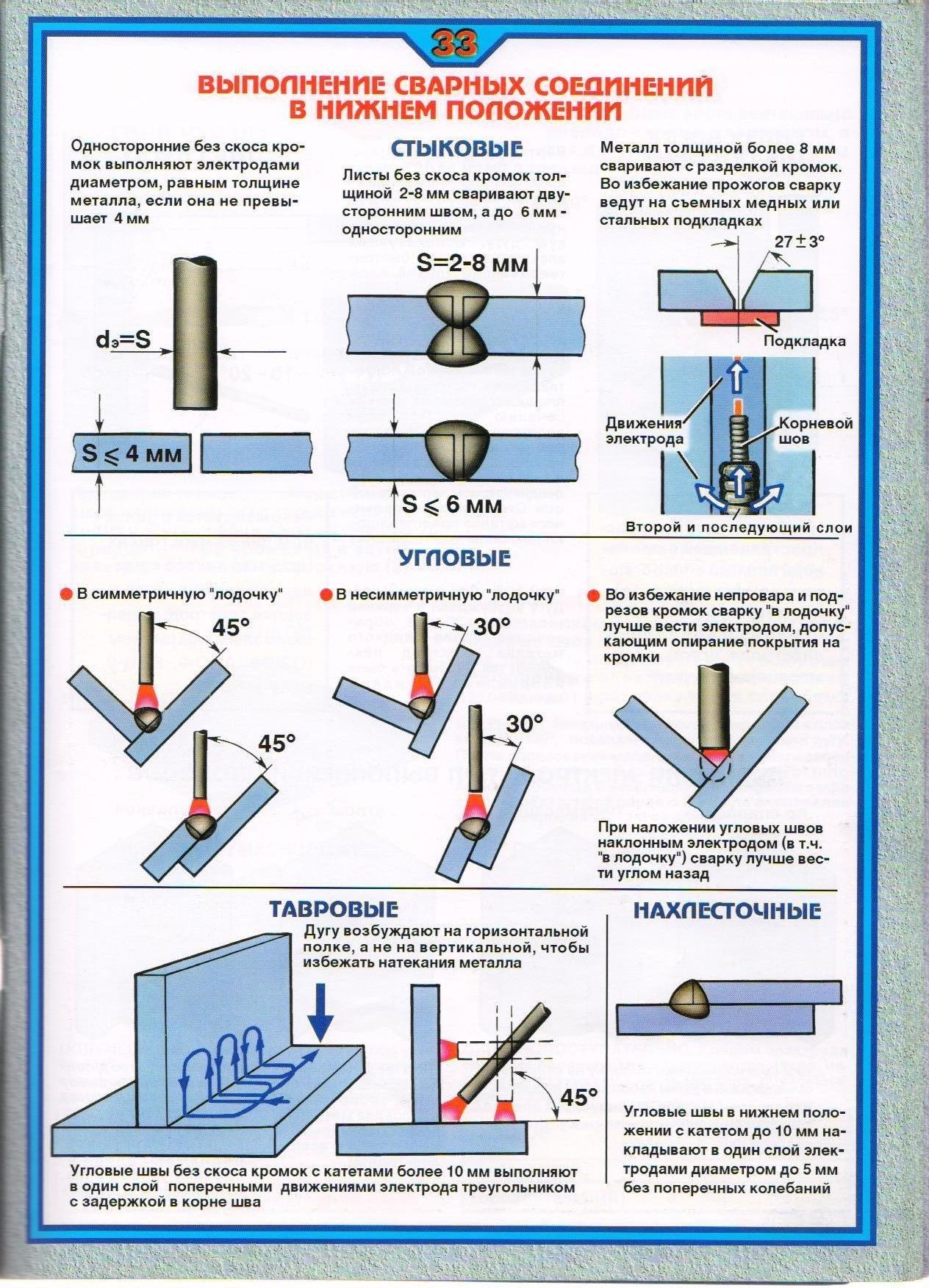
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиКонтакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он «Лыжная база Лесная» г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 WhatsApp +79098904703 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: w123w8@yandex.
| Эта статья — небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают.
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
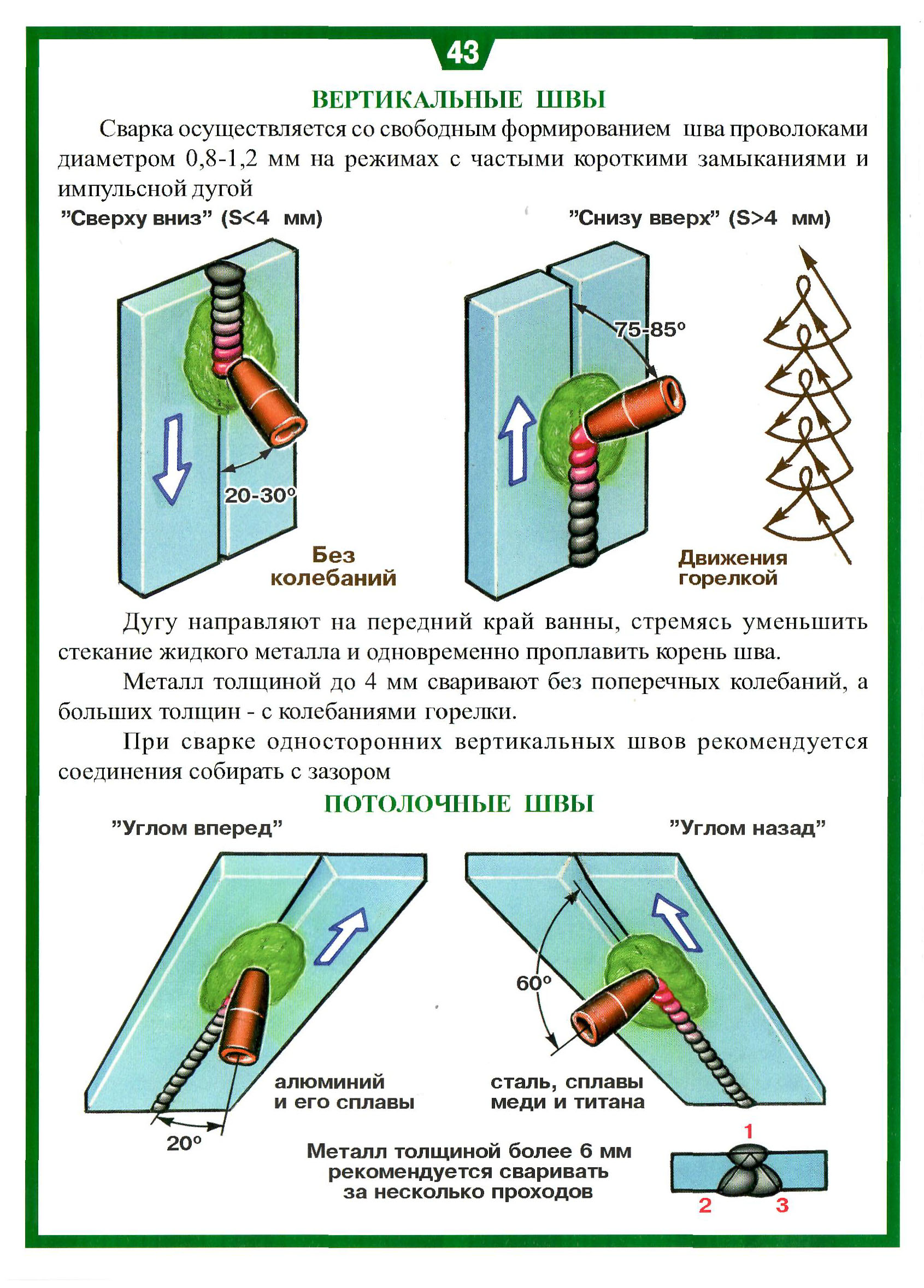
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
|
 ru
ru 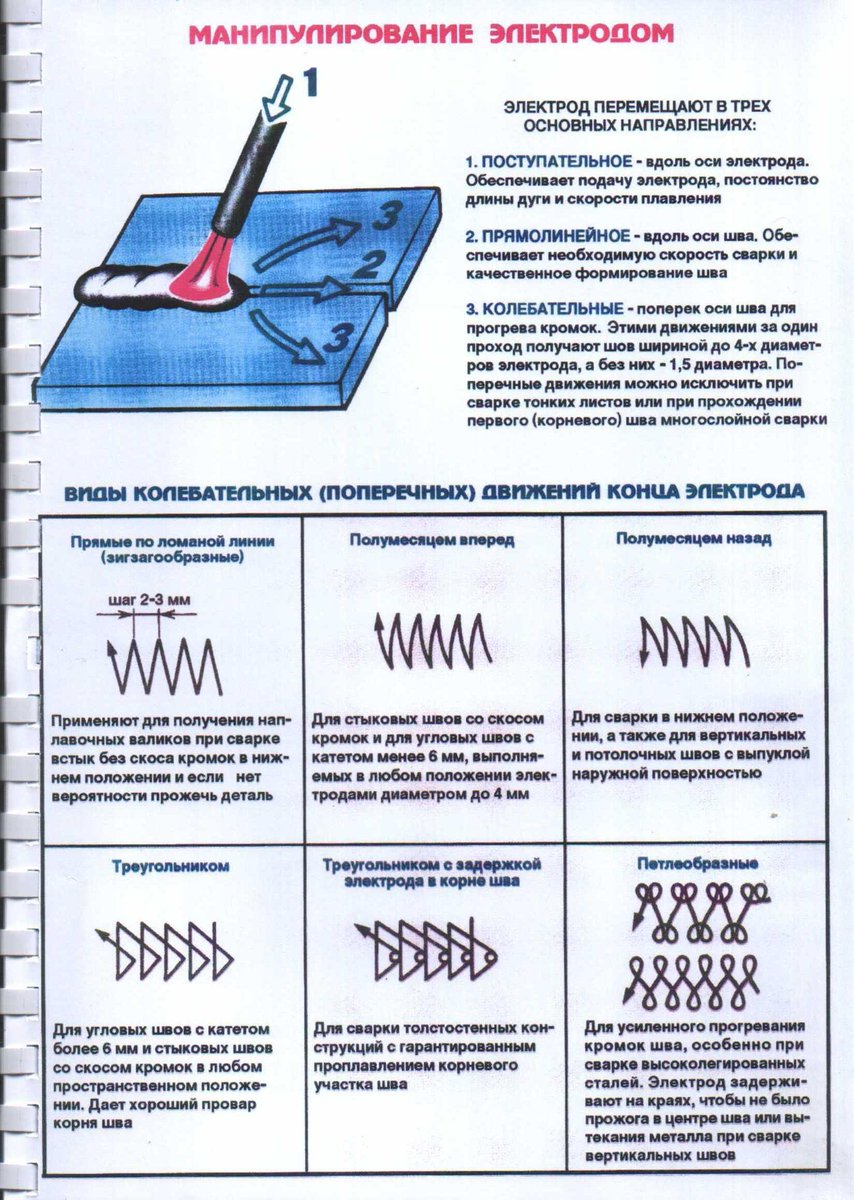 Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети.
Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Так же нужна клемма заземления с быстросъемным зажимом.
Так же нужна клемма заземления с быстросъемным зажимом. Чистота стекла очень важна для четкого видения сварочной ванны.
Чистота стекла очень важна для четкого видения сварочной ванны.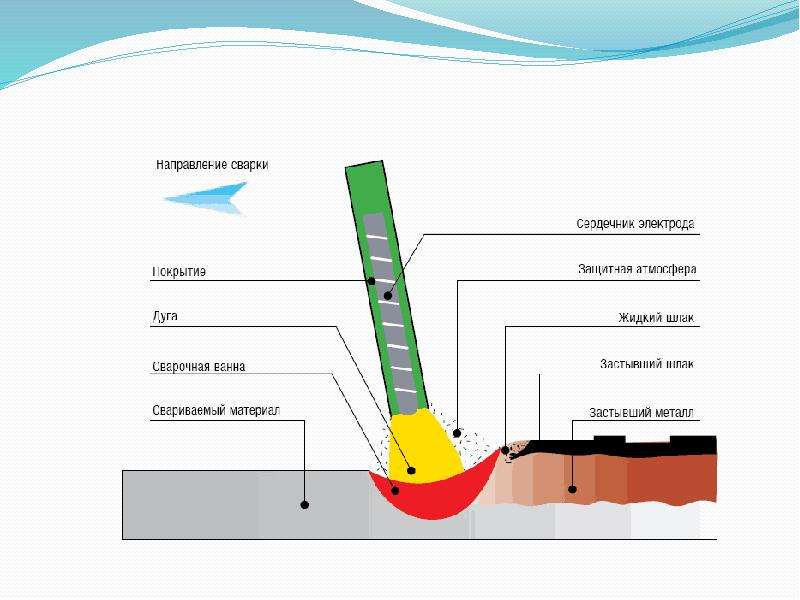 При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.
При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму.
Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Так же она переносит металл с электрода в ванну.
Так же она переносит металл с электрода в ванну. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Подрез- это пустое место, канавка на краю шва, ниже уровня металла. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.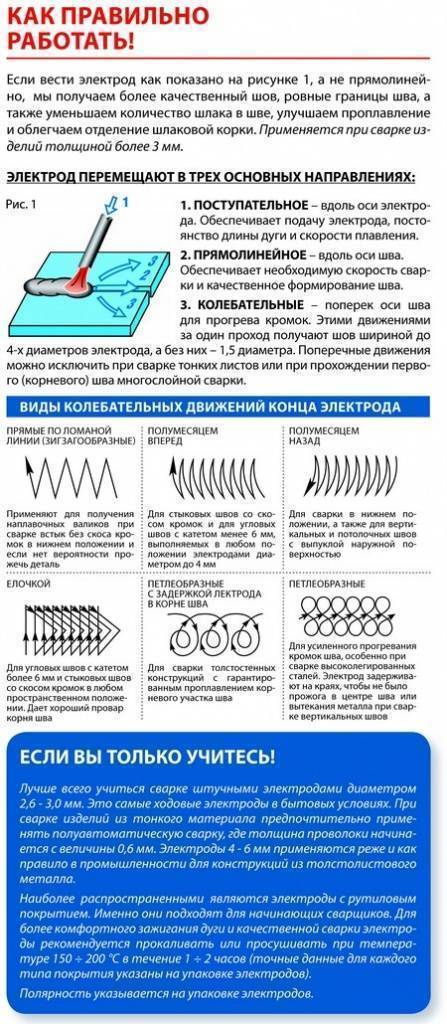
 Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.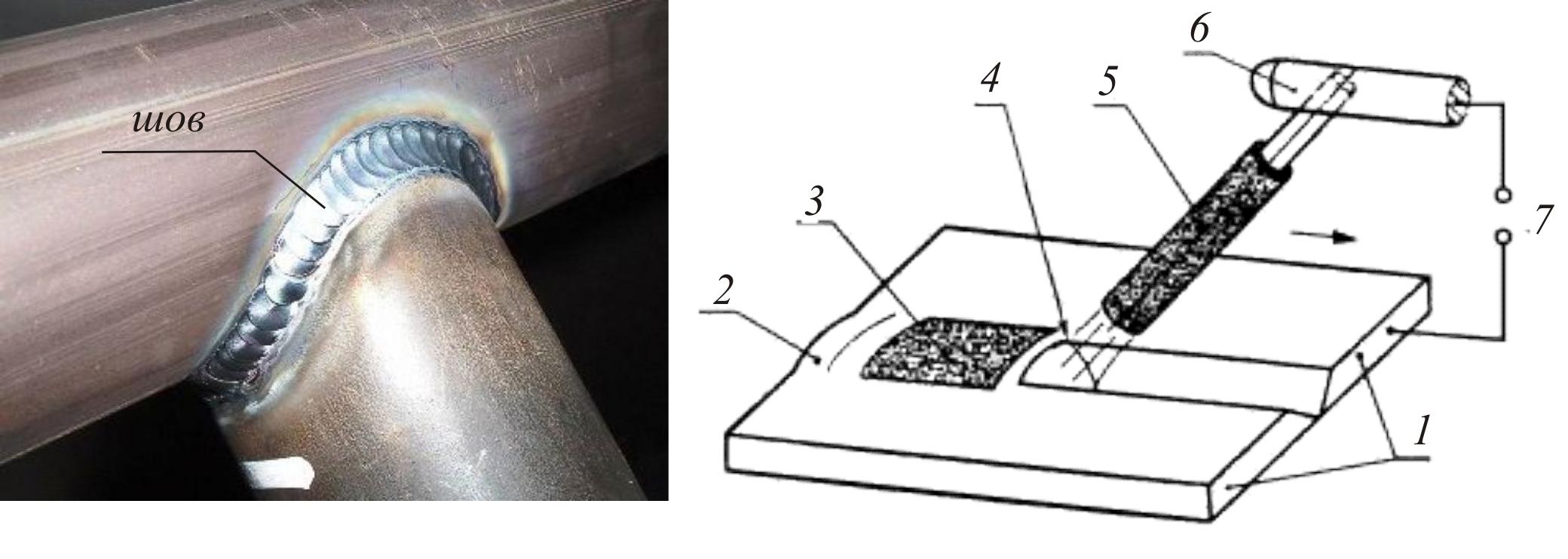 Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.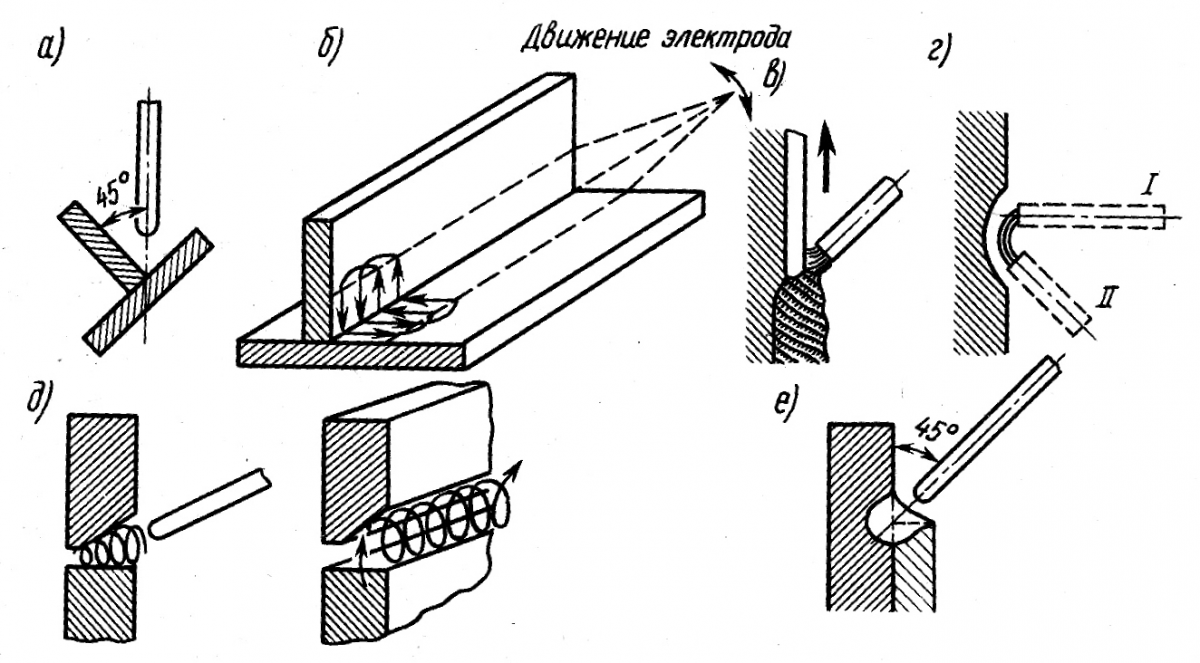 Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
 После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.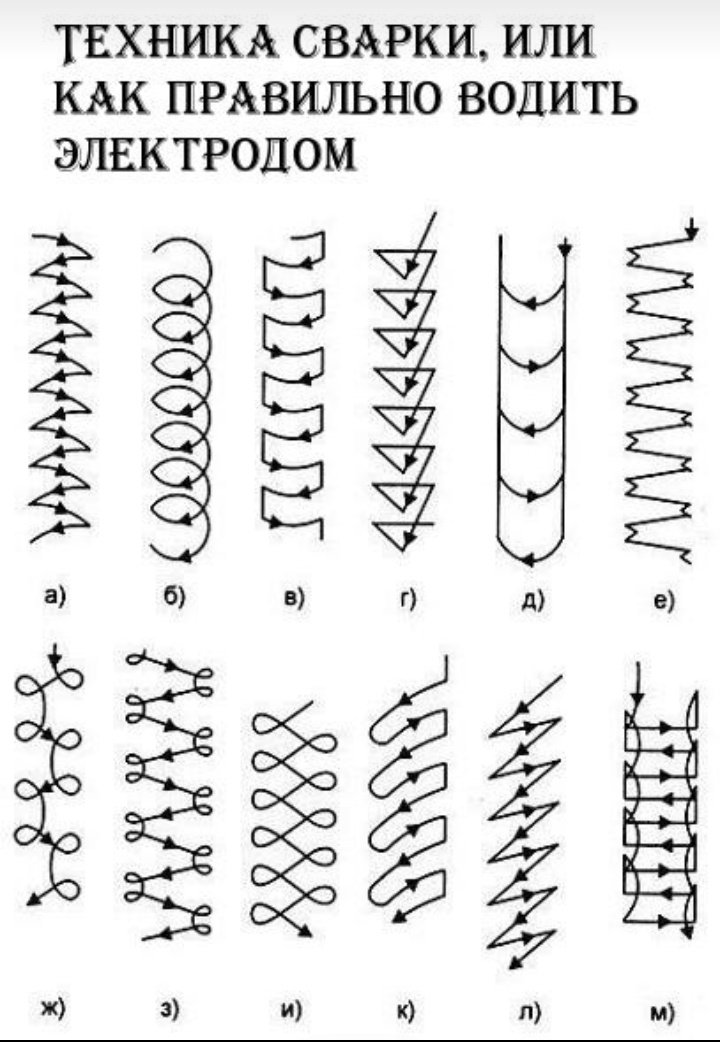

Электродуговая сварка для начинающих — основные принципы
Электродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц. После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.
Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
 Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.
Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.
Техника ручной дуговой сварки для начинающих
Техника ручной дуговой сварки для начинающихДаже в домашнем хозяйстве порой очень трудно обойтись без сварки, не говоря уже о промышленности, да и любой другой отрасли.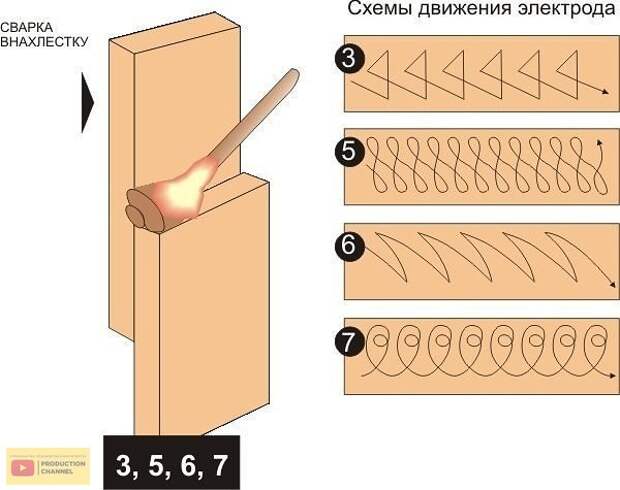 Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Зачастую для того, чтобы что-то приварить дома, приходится прибегать к недешевым услугам специалистов.
Сегодня, когда сварочные инверторы стали доступными, как никогда, освоить электросварку может каждый желающий. При этом, чтобы варить «для себя», достаточно будет усвоить основные моменты и много тренироваться. Только с опытом и «набитыми шишками» приходит четкое понимание, как варить электросваркой, а качество работы улучшается в сотни раз.
Как варить электросваркой
Электросварка — это очень увлекательный процесс, который сильно затягивает. Если учиться варить электросваркой самому, то нужно освоить технику зажигания дуги и движение электродом, а также понимать, какой требуется ток для сварки толстого и тонкого по толщине металла.
Конечно же, в данной статье сайта mmasvarka.ru не будут описываться какие-то сложные приемы и техники, для более подробного изучения ручной дуговой сварки, написаны десятки книг по теме. Но вот что касается первых шагов в плане выполнения сварочных работ, то, здесь, всегда, пожалуйста.
Техника безопасности при работе с электросваркой
Любой сварочный процесс должен выполняться согласно технике безопасности. Для защиты глаз сварщика во время сварки придуманы специальные маски. Сегодня с этой целью отлично справляются маски для сварки Хамелеон. Защитить руки призваны прочные и стойкие к огню краги, а ноги сварщика, специальные штаны из прочной ткани и ботинки.
При осуществлении электросварочных работ следует знать, что повышенная влажность может стать причиной поражения электрическим током. Также необходимо всегда помнить, что при электросварке в стороны летят искры, и они могут стать причиной возникновения пожара. Все вышеперечисленные моменты обязательно нужно предусмотреть, перед тем, как варить электросваркой.
Настройка и регулировка сварочного инвертора
Вот мы и подошли к самому интересному моменту, когда нужно самому подключить сварочный инвертор и выставить на нем требуемые значения тока. Что здесь важно учитывать? Во-первых, необходимая последовательность подключения инвертора. Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Она во многом зависит от того, какой металл нужно будет варить, тонкий или толстый.
Если будет осуществляться сварка тонкого металла (2 мм толщины), то необходимо подключить инвертор в обратной последовательности. Таким образом, получится не прожечь тонкий металл и нормально его сварить.
Чтобы подключить инвертор в обратной последовательности нужно подсоединить держатель электрода к клемме инвертора со знаком «+», а кабель с массой к свариваемому металлу. Соответственно, при сварке инвертором толстого металла (6 мм и более), подключать сварочный аппарат нужно будет наоборот.
Какую силу тока выставить на сварочном инверторе
После подключения сварочного инвертора на нем нужно выставить требуемое значение тока, его можно будет поменять в процессе сварки. Значение тока зависит от диаметра используемых электродов и толщины металла, который придется варить. Ниже будет представлена таблица со значениями силы тока для сварки электродами определенного диаметра.
Соответствие силы тока электроду для сварки инвертором:
- 1,60 мм — 25-50 А;
- 2,00 мм — 40-80 А;
- 2,50 мм — 60-110 А;
- 3,20 мм — 80-120 А;
- 4,00 мм — 120-160 А.
В свою очередь диаметр электрода подбирается в зависимости от толщины свариваемой заготовки:
- Для сварки металла от 1,5-2 мм — служат электроды 1,5 мм;
- Для сварки металла от 1,5-3 мм — служат электроды 2,0 мм;
- Для сварки металла от 1,5-5 мм — служат электроды 2,5 мм;
- Для сварки металла от 2-12 мм — служат электроды 3,2 мм;
- Для сварки металла от 4,0-20 мм — служат электроды 4 мм;
После того, как требуемые значения силы тока для сварки инвертором выяснены, можно смело приступать к сварочному процессу. Для этого потребуется подключить кабель от инвертора с массой к металлу, а в держатель вставить электрод.
Как зажечь дугу, и в какую сторону вести электрод
Зажечь дугу можно несколькими способами, легким постукиванием электрода о металл или чирканьем, когда электрод касается свариваемой заготовки, и тут же проводится по ней. Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Как к первому, так и второму способу нужно приноровиться и привыкнуть. Впоследствии с этим возникать проблем не будет, когда вы набьёте руку. После того, как сварочная дуга загорелась, нужно её удерживать, как можно короче, после чего следует начинать движение электродом, образуя сварной шов.
Следует заметить, что существует множество техник движения электродом: ёлочкой, зигзагом, треугольником и т. д. Какую именно выбрать из них, во многом зависит от положения заготовки во время сварки, её толщины, а также других, не менее значимых моментов. Для освоения азов электросварки инвертором, предпочтительно использовать технику движения электродом «ёлочка» или «зигзагом».
При этом угол наклона электрода при сварке должен составлять примерно 70 градусов по отношению к поверхности заготовки, а скорость его движения должна быть средней, если металл не совсем уж тонкий. В конце, когда сварочный шов будет завершен, не забудьте заварить кратер. Для этого нужно остановиться в конце шва, а после медленно и не спеша разорвать дугу.
Поделиться в соцсетях
Дуговая сварка, советы для начинающих
Подробности- Подробности
- Опубликовано 22.01.2017 09:46
- Просмотров: 1908
Дуговая сварка — это метод широко используется во многих отраслях промышленности для плавления металлов. В этой статье будут освещены некоторые полезные советы для начинающих.
Дуговая сварка является металлургическим процессом сплавления двух металлов путем применения сильной жары на стыке фьюжна. Он назван так, потому что тепло используемое для расплавления металла в стыке присоединения, возникает от электрической дуги. Эта дуга создается механически управляемым электродом, который проводит ток между зондом и синтезом.
Советы для начинающих
Меры безопасности
Безопасность всегда должна предшествовать работе. Перед началом любого сварочного процесса, необходимо в первую очередь принять соответствующие меры безопасности. Глаза и кожа должны быть защищены от УФ-света, излучаемого от электродов. Таким образом, ношение шлемов при дуговой сварке является обязательным. Самозащита необходима для уменьшения риска ожогов и поражения электрическим током. Поэтому перед началом дуговой сварки, убедитесь, что у вас есть ведро песка, сварочный шлем и сварочные перчатки.
Глаза и кожа должны быть защищены от УФ-света, излучаемого от электродов. Таким образом, ношение шлемов при дуговой сварке является обязательным. Самозащита необходима для уменьшения риска ожогов и поражения электрическим током. Поэтому перед началом дуговой сварки, убедитесь, что у вас есть ведро песка, сварочный шлем и сварочные перчатки.
Выбор электродов и регулировка сварочной дуги
Это является наиболее чувствительной и важной частью этой процедуры. Если вы начинаете дуговую сварку впервые, то лучше попробовать на ржавой поверхности, так как сварочная дуга более устойчива именно на ржавой поверхности. Если ваша заготовка это 6 мм мягкая сталь, возьмите 3,2 мм (7024) электрод (убедитесь, что он хорошего качество). Текущее значение должно быть правильным. Сварочной установки в 110 ампер будет достаточно. Если вы используете электрод 2.55 мм, то 80 ампер тока вполне достаточно. Кроме того, параметры полярности должны быть скорректированы. Параметр полярности таков, что стержень является положительным, а земля отрицательным. Другие параметры, которые необходимо учитывать перед началом – это угол электрода, длина дуги, длина движения дуги и сварочные движения. Угол положения электрода должен быть примерно на 10-20 ° от вертикали вдоль направления дуги. Длина дуги — расстояние между сварочной ванной и электродом, который в идеале должен быть коротким, в результате чего произойдет резкий треск, когда электрод коснется металла рабочей среды.
Начало дуговой сварки
Включите сварочный аппарат. Когда электрод (пруток) сварочной машины коснется заготовки на этапе синтеза, электрическая цепь замкнется и зажжется электрическая дуга. Наиболее распространенные методы, используемые для генерации электрической дуги, являются «активное начало» и «начало с нуля». Это позволит удалить излишки флюса от кончика электрода, делая тем самым электрический контакт для создания дуги. Кран не должен быть слишком медленным и тяжелым, иначе электрод не будет придерживаться рабочей среды. Помните, что не нужно оказывать давление на электрод при стартовом способе, так как существует высокая вероятность, того что штанга может застрять на рабочей поверхности.
Подготовка швов
Убедитесь в том, что свариваемый металл лишен примесей, таких как грязь, которая может изменить электрическую проводимость. Очень важно подготовить места соединений. Электрическая дуга плавит металл рабочей среды, создавая кратер, т. е. сварочную ванну. При дуговой сварке на рабочую поверхность может быть нанесен пломбировочный материал. Это подходящий способ избежать случаев прилипания электродов по нержавейке, а также помогает в создании более сильного соединения.
Лучше понять основы сварки до начала дуговой сварки. С практикой, можно получить правильное суждение о технических деталях, таких как длина дуги, угол электрода, методе зажигания дуги, потребляемом токе и т. д.
Читайте также
Добавить комментарий
Краткий курс обучения сварке MMA.
Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) — ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
1. Подключение к сети.
Ознакомьтесь с техническими характеристика Вашего сварочного аппарата на предмет его соответствия электросети к которой его планируется подключать . Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В. Такие аппараты имеют переключатель типа сети, который необходимо перевести в нужное положение перед подключением к сети питания. Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
2. Выбираем электрод
Электроды, использующиеся при ручной электродуговой сварке, состоят из металлического стержня со специальным покрытием. Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
таблица.
3. Выбираем величину сварочного тока
Величина сварочного тока прежде всего зависит от диаметра выбранного электрода и может быть посчитана по упрощенной формуле: на 1 мм диаметра электрода необходимо 35-40А тока, т.е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
Важно: при выполнении сварочных работ с вертикальными и потолочными швами силу тока необходимо уменьшить на 10-20%.
4. Зажигаем сварочную дугу и варим
После установки необходимой силы тока можно приступать непосредственно к сварке.
Зажигание (возбуждение) сварочной дуги
Первый способ: зажигание дуги касанием. Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Второй способ: зажигание дуги чирканьем. В этом случае процесс возбуждения дуги напоминает процесс зажигания спички, при котором происходит движение электродом по касательной к поверхности металла с легким прикосновением и фиксацией оптимального зазора.
По мере выгорания электрода необходимо стараться поддерживать выбранный зазор и одновременно перемещать электрод вдоль линии соединения деталей. В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
5. Правильное перемещение электрода
Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно. Основные движения:
1.Поступательное — вертикально вдоль оси электрода для поддержания постоянной длины дуги и скорости расплавления электрода.
2.Прямолинейное — горизонтальное вдоль оси шва для поддержания оптимальной скорости сварки обеспечивающей качественное формирование сварного соединения.
3.Колебательные — горизонтальные поперек оси шва для улучшения прогрева кромок. длина поперечного движения может быть до 4-х диаметров электрода, что позволяет получить однородный шов соответствующей ширины. Этот вид движений можно исключить при сварке тонких листов металла или при производстве первого шва в многослойной сварке.
Типы колебательных движений
В случае правильного движения электрода шов получается более прочным, с ровными границами и минимальным количеством шлака внутри также улучшается проплавление кромок и облегчается отделение шлаковой корки.
Классификация положения сварочного шва в пространстве
| Н-нижнее; П-потолочное; Пп-полупотолочное; Г-горизонтальное; Пв-полувертикальное; В-вертикальное; Л— в «лодочку»; Пг-полугоризонтальное | |
Для приобретения устойчивых навыков лучше всего учиться работать со штучными электродами, имеющими диаметр 2,6-3мм. Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
Полное руководство по сварке стержнем (SMAW)
Сварка электродом (SMAW или дуговая сварка в защитном металле) является одним из самых популярных сварочных процессов наряду с MIG и TIG. Это простая процедура, которая популярна среди сварщиков на открытом воздухе, поскольку на нее не влияет ветер, в отличие от сварки MIG и TIG, в которой используются газовые баллоны. В нашем полном руководстве вы узнаете о преимуществах и недостатках сварки электродами, о том, как настроить сварку электродами, о процессах сварки электродами и получите советы по устранению неполадок.
Что такое электродуговая сварка (SMAW)?
Сварка электродом выполняется путем зажигания электрической дуги между металлическим электродом и заготовкой. Электрический ток проходит через электрод и вплавляет его в заготовку, образуя сварочную ванну. Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой (так же, как защитный газ защищает ее при MIG и TIG).
Флюс образует слой шлака, образующийся поверх наплавленного валика, который необходимо сколоть и счистить щеткой после завершения сварки.
Преимущества сварки электродами
- Ручная сварка переносная. Небольшой сварочный аппарат может работать с толстым металлом, он не очень тяжелый, и вам не требуется механизм подачи проволоки или какое-либо дополнительное оборудование, такое как газовый баллон.
- Ручная сварка – лучший выбор для наружных работ. Сварка газом не даст хороших результатов в ветреную погоду.
- Легче освоить сварку TIG, но требует определенных навыков.
- Вы можете сваривать металл с прокатной окалиной или ржавчиной.

Недостатки сварки электродом
- Требует больше навыков, чем MIG, так как вам нужно держать электрод на определенном расстоянии от металла, когда он прогорает.
- Он производит гораздо больше брызг и шлака.
- Увеличение времени очистки приводит к снижению эффективности.
- Сварка не будет такой сложной и качественной, как TIG.
Начало работы — что вам нужно
Оборудование для обеспечения безопасностиПри сварке самым важным фактором всегда является ваша безопасность.Вы должны прочитать и соблюдать всю информацию и инструкции по технике безопасности, содержащиеся в руководстве для любого оборудования, которое вы используете при сварке электродом.
При сварке вам понадобится защита тела для защиты от тепла, ультрафиолетовых лучей и искр, создаваемых дугой. Огнестойкая одежда с длинными рукавами защитит ваше тело, а защитные очки и сварочный шлем защитят голову и глаза.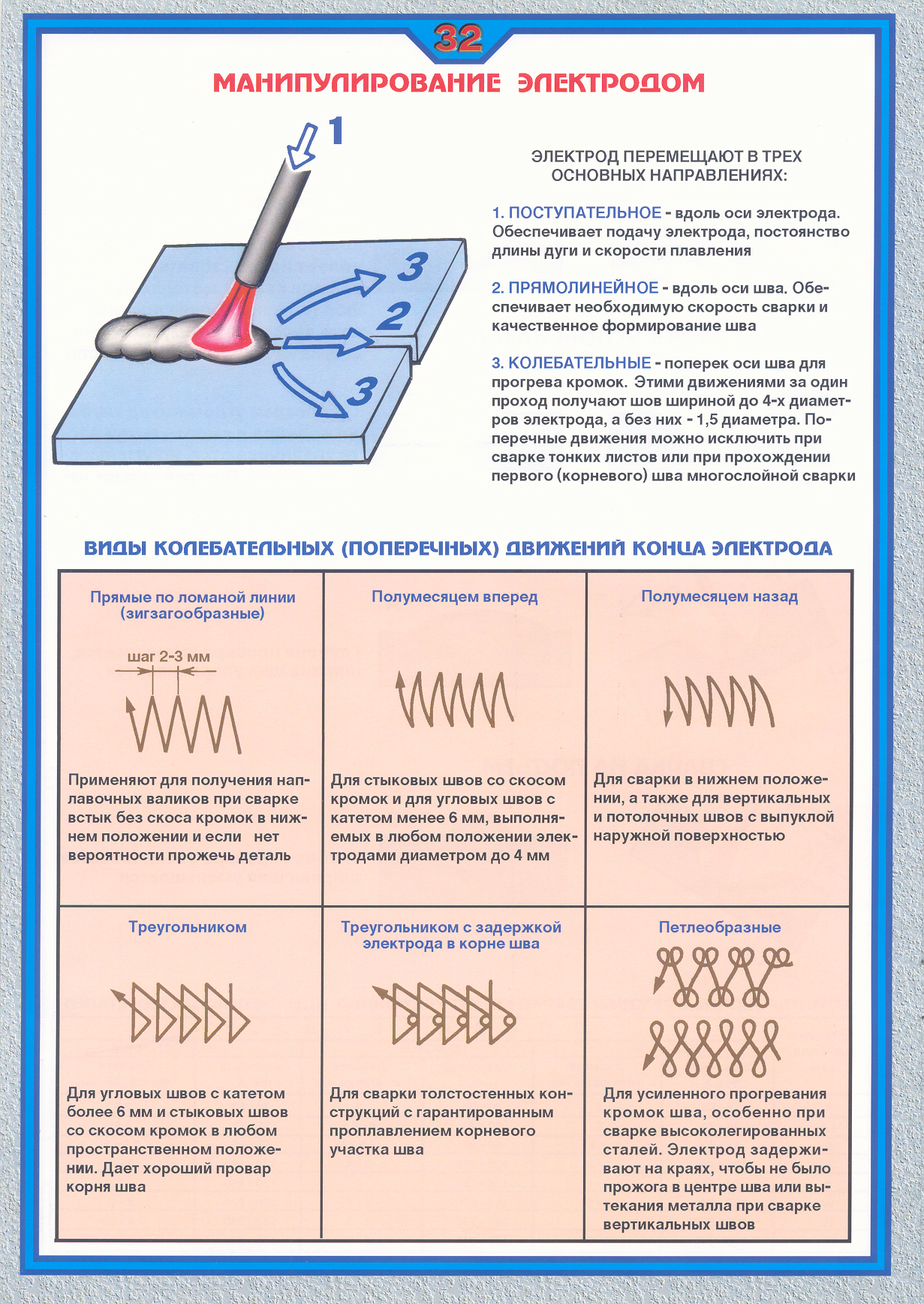
Сварку следует проводить только при наличии достаточной вентиляции из-за выделяемых дымов.Если вы находитесь на улице на ветру, все будет в порядке, но если вы находитесь в помещении, вам нужна вентиляция. Вытяжка — лучший способ удалить пары из помещения.
Ручной сварочный аппарат
Вы не сможете сварить электродом без сварочного аппарата. Вы можете использовать многоцелевой сварочный аппарат, который позволит вам выполнять более одного типа сварки, например, MIG, TIG и Stick. Или вы можете использовать только сварочный аппарат, который намного дешевле.
На рынке много сварочных аппаратов.Вы можете ознакомиться с нашим полным руководством по выбору сварочного аппарата для получения дополнительной помощи.
Зажим заземления
Заземляющий зажим обычно поставляется вместе со сварочным аппаратом. если его следует подключить к сварочному аппарату и закрепить на заготовке.
Инструменты для удаления шлака
Сварка электродами приводит к образованию шлака на сварном шве. По этой причине вам нужно будет очистить сварной шов после того, как вы это сделали. Лучше всего использовать шлаковую стружку и молоток, чтобы отколоть шлак, а затем очистить его проволочной щеткой.
По этой причине вам нужно будет очистить сварной шов после того, как вы это сделали. Лучше всего использовать шлаковую стружку и молоток, чтобы отколоть шлак, а затем очистить его проволочной щеткой.
Выбор электрода
Существуют сотни различных типов стержневых электродов, и вам нужно выбрать тот, который соответствует вашему проекту сварки. Наиболее популярны 6010, 6011, 6012, 6013, 7014, 7024 и 7018. При работе с мягкой сталью подойдет любой электрод E60 или E70. 7018, вероятно, самый популярный электрод из всех, и он обеспечивает действительно прочные сварные швы, но 6013 — хороший выбор для начинающих.
Чтобы понять, какой электрод выбрать, нужно понять, что означает каждая из 4 цифр.
- Первые две цифры показывают минимальную прочность на растяжение. Например, электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм будет начинаться с 60. Это должно соответствовать прочностным свойствам основного металла.
- Третья цифра указывает, в каких положениях можно использовать электрод при сварке. Номер один представляет возможность использования в любом положении, в то время как номер 2 можно использовать только в горизонтальном положении.
- Четвертая цифра указывает ток, который можно использовать для электрода, и покрытие на электроде.У нас есть справочная таблица для этого ниже.
 Номер один представляет возможность использования в любом положении, в то время как номер 2 можно использовать только в горизонтальном положении.
Номер один представляет возможность использования в любом положении, в то время как номер 2 можно использовать только в горизонтальном положении.| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натриевая целлюлоза | дсеп |
| 1 | Целлюлоза Калий | ак, дцеп, дцен |
| 2 | Титания натрия | переменного тока, постоянного тока |
| 3 | Титания калия | ак, дцеп, дцен |
| 4 | Железный порошок Titania | ак, дцеп, дцен |
| 5 | Натрий с низким содержанием водорода | дсеп |
| 6 | Калий с низким содержанием водорода | ак, дсеп |
| 7 | Железный порошок оксид железа | ак, дсеп |
| 8 | Железный порошок с низким содержанием водорода | ак, дцеп, дцен |
Сварочная установка
Ручная сварка — это довольно простая установка, которая будет выглядеть примерно так, как показано на рисунке ниже. Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC/DC-/DC+. Для начала попробуйте несколько электродов 6013 на DCEN на стальной пластине толщиной 3/16 дюйма.
Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC/DC-/DC+. Для начала попробуйте несколько электродов 6013 на DCEN на стальной пластине толщиной 3/16 дюйма.
Как сделать первый сварной шов
Итак, вы все настроили, теперь можно приступать к сварке. Убедитесь, что все ваши настройки верны, возьмите пару кусков металлолома и поместите их встык. Сварка стержнем требует определенных навыков, поэтому всегда лучше сначала попрактиковаться на металлоломе, прежде чем прыгать туда и начинать пытаться сваривать реальный проект.
Зажигание дуги
Когда весь электрод окажется в электрододержателе, включите сварочный аппарат. Чтобы зажечь дугу, поместите кончик электрода на металл и быстро проведите им, как если бы вы чиркали спичкой. Если дуга образовалась, слегка приподнимите электрод, и тогда вы сможете потянуть за него и металл. Если электрод прилип к металлу, отломите его, слегка повернув. Если дуга гаснет, значит, вы слишком высоко подняли электрод от поверхности и должны опустить его ниже.Как только дуга загорится, она должна издать звук, похожий на жарящийся бекон, если звук громкий и агрессивный, вам нужно уменьшить силу тока.
Если дуга гаснет, значит, вы слишком высоко подняли электрод от поверхности и должны опустить его ниже.Как только дуга загорится, она должна издать звук, похожий на жарящийся бекон, если звук громкий и агрессивный, вам нужно уменьшить силу тока.
Перемещение электрода
После того, как вы зажгли дугу, вы должны провести электродом по стыку, чтобы выполнить сварку. Прежде чем перемещать электрод, необходимо установить его под правильным углом, который составляет от 15 до 30% к вертикали.
Как только вы установите его под правильным углом, вам нужно медленно потянуть электрод назад к себе.Вы не можете проталкивать электрод, потому что шлак попадет в сварочную ванну и вызовет пористость. Вам нужно держать руку твердо, поэтому попробуйте положить другой локоть на стол и держать руку, которая держит электрод, чтобы зафиксировать его. Проверьте это несколько раз и устраните неполадки, используя раздел устранения неполадок в конце этого поста.
Другие позиции сварки
Если вы выполняете угловую сварку перевернутого Т-образного шва, вы должны отрегулировать угол примерно на 35% вверх от горизонтального.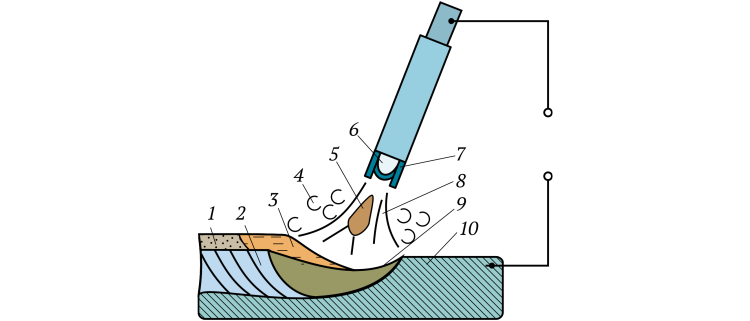 Это связано с тем, что сварной шов начнет немного опускаться из-за силы тяжести, если угол не отрегулирован, чтобы помочь вытолкнуть валик обратно против силы тяжести.
Это связано с тем, что сварной шов начнет немного опускаться из-за силы тяжести, если угол не отрегулирован, чтобы помочь вытолкнуть валик обратно против силы тяжести.
Чем больше образуется шлака, тем больший угол вам понадобится. Если ваш угол слишком мал, шлак попадет в сварочную ванну и вызовет дефекты сварки.
Распространенные ошибки и устранение неполадок
Когда вы начинаете сварку электродами, вы, вероятно, сделаете несколько ошибок, даже если у вас есть опыт сварки MIG или TIG.Наиболее распространенные ошибки, которые я вижу, это слишком длинная дуга, неправильный угол сопротивления, сварка с неправильной скоростью и неправильной температурой.
Много брызг
Существует множество причин образования слишком большого количества брызг при сварке, одна из наиболее распространенных — слишком длинная дуга. Вы должны держать электрод лишь немного над заготовкой, иначе дуга не сможет сфокусироваться и будет хаотично прыгать, а не быть плавной.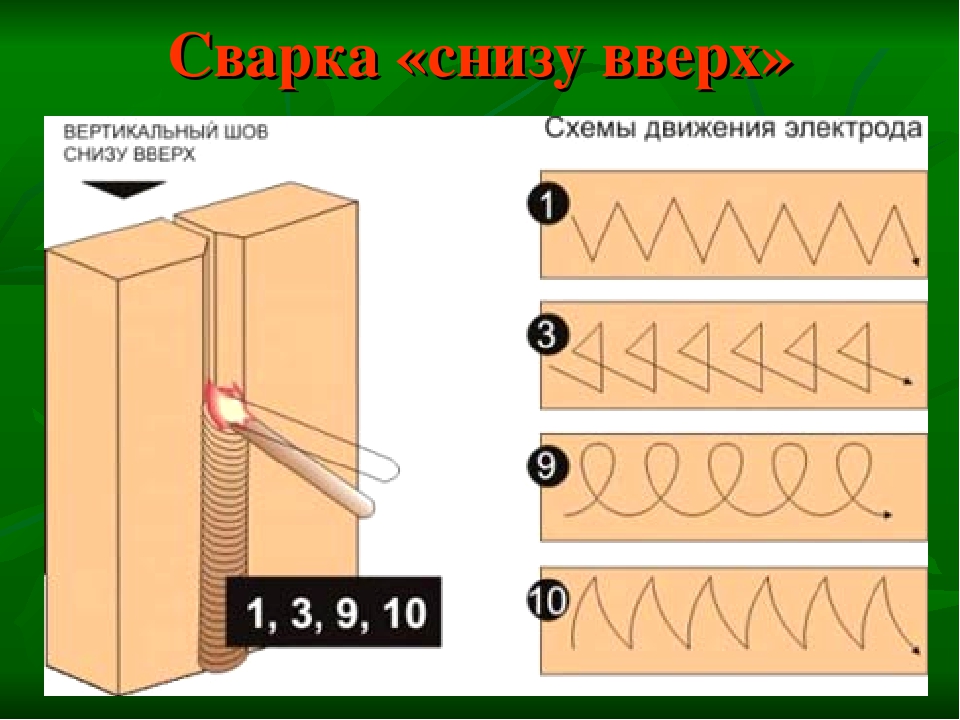
Если есть брызги и дуга издает громкий визжащий звук, возможно, вы установили слишком высокую силу тока и должны уменьшить ее.
Пористость
Одной из основных причин пористости в электродном сварном шве является расположение электрода под слишком крутым углом. Если вы не удержите шлак в задней части сварочной ванны, потянув электрод назад под углом, шлак смешается с лужей и вызовет пористость.
Подрез
Подрез — это небольшой кратер на кромке сварного шва между сварным швом и металлической пластиной, который делает сварной шов более слабым. Если у вас есть подрез и сварной шов выглядит перегоревшим, попробуйте уменьшить силу тока, потому что он слишком горячий.
Тонкий сварной шов
Идеальный валик дугового сварного шва примерно в 2,5 раза больше диаметра электрода. Если шов действительно узкий, то он не будет иметь достаточного провара. Попробуйте снизить скорость примерно на половину скорости, с которой вы сначала тянули электрод, и вы должны увидеть лучшие результаты.
Бугристый сварной шов
Если вы будете тянуть электрод слишком медленно, присадочный металл будет скапливаться и будет комковатым. Другой причиной является слишком низкая сила тока, что ограничивает проникновение и приводит к тому, что присадочный металл просто сидит поверх соединения.
Проблемы с запуском дуги
Если у вас возникли проблемы с запуском дуги, это может быть связано с тем, что слишком холодно, что вызывает слабую дугу. Попробуйте увеличить его на 15 ампер или около того и посмотрите, станет ли легче.
Заключительные мысли
Мы надеемся, что вам понравилось наше руководство по сварке электродами. Мы будем очень признательны, если вы оцените его и поделитесь им.
Пять шагов к совершенствованию техники сварки электродами
Основные элементы для улучшения результатов
Для многих людей, особенно для тех, кто плохо знаком с этим или, возможно, не занимается сваркой каждый день, сварка электродом, также известная как электродуговая сварка в среде защитного газа (SMAW), является одним из самых сложных процессов для изучения. Опытные сварщики, которые умеют брать жало, втыкать электрод и раз за разом выполнять великолепные сварные швы, могут внушать благоговейный трепет остальным из нас. Они заставляют это выглядеть легко.
Опытные сварщики, которые умеют брать жало, втыкать электрод и раз за разом выполнять великолепные сварные швы, могут внушать благоговейный трепет остальным из нас. Они заставляют это выглядеть легко.
Хотя у остальных с этим могут возникнуть проблемы. И нам это не нужно, если мы обратим внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипулирование электродом и скорость перемещения — или сокращенно CLAMS. Правильное обращение к этим пяти основным областям может улучшить ваши результаты.
Подготовить
Хотя сварка электродом может быть самым щадящим процессом при работе с грязным или ржавым металлом, не используйте это как оправдание для плохой очистки материала. Используйте проволочную щетку или шлифовальную машину для удаления грязи, сажи или ржавчины с места сварки. Игнорирование этих шагов снизит ваши шансы сделать хороший сварной шов с первого раза. Грязные условия могут привести к растрескиванию, пористости, несплавлению или включениям. Пока вы это делаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Встаньте так, чтобы хорошо видеть сварочную ванну. Для лучшего обзора держите голову в стороне и подальше от сварочного дыма, чтобы убедиться, что вы выполняете сварку в месте соединения и держите дугу на передней кромке сварочной ванны. Убедитесь, что ваша поза позволяет удобно поддерживать электрод и манипулировать им.
МОЛЛЮСКИ
Объединение всех точек CLAMS (настройка тока, длина дуги, угол электрода, манипулирование электродом и скорость перемещения) может показаться сложной задачей во время сварки, но с практикой это становится второй натурой.Не унывайте! Существует кривая обучения сварке электродом, которая, по мнению многих, получила свое название, потому что при обучении сварке каждый прикрепляет электрод к заготовке.
Текущая настройка : Выбранный вами электрод будет определять, будет ли ваша машина настроена на положительный постоянный ток, отрицательный постоянный ток или переменный ток. Убедитесь, что он правильно установлен для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный ток, в то время как постоянный ток с прямой полярностью и отрицательным электродом лучше сваривает более тонкие металлы.) Правильная настройка силы тока в первую очередь зависит от диаметра и типа выбранного вами электрода. Производитель электрода обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах. Выберите силу тока в зависимости от электрода (общее эмпирическое правило: 1 ампер на каждые 0,001 дюйма диаметра электрода), положения при сварке (приблизительно на 15 % меньше тепла при работе над головой по сравнению с плоским сварным швом) и визуального осмотра сварного шва. готовый сварной шов. Регулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
Убедитесь, что он правильно установлен для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный ток, в то время как постоянный ток с прямой полярностью и отрицательным электродом лучше сваривает более тонкие металлы.) Правильная настройка силы тока в первую очередь зависит от диаметра и типа выбранного вами электрода. Производитель электрода обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах. Выберите силу тока в зависимости от электрода (общее эмпирическое правило: 1 ампер на каждые 0,001 дюйма диаметра электрода), положения при сварке (приблизительно на 15 % меньше тепла при работе над головой по сравнению с плоским сварным швом) и визуального осмотра сварного шва. готовый сварной шов. Регулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
Если производитель электродов не указывает иное, используйте 1 ампер на каждые 0,001 дюйма диаметра электрода. Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер. Затем он будет регулировать с шагом от 5 до 10 ампер, если это необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер. Затем он будет регулировать с шагом от 5 до 10 ампер, если это необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Если ваша сила тока слишком мала, ваш электрод будет особенно липким при поджигании дуги, ваша дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерывистой.
Этот сварной шов является результатом слишком малого тока. Если вы выполняете сварку со слишком низкой силой тока, ваш электрод будет особенно липким при поджигании дуги, дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерывистой.
После того, как вы зажгли дугу, если сварочная ванна слишком жидкая и ее трудно контролировать, ваш электрод обуглился, когда она израсходована только наполовину, или дуга звучит громче, чем обычно, возможно, установлена слишком высокая сила тока.Слишком большое количество тепла также может отрицательно сказаться на свойствах флюса электрода.
Сварка является результатом слишком большого тока. Когда сила тока установлена слишком высокой, лужа будет чрезмерно жидкой и трудно контролируемой. Это может привести к чрезмерному разбрызгиванию и более высокой вероятности подреза. Кроме того, электрод станет горячим — возможно, настолько горячим, что раскалится к концу сварного шва, — что может отрицательно сказаться на защитных свойствах флюса .
Признаком слишком большого тока является то, что электрод становится достаточно горячим, чтобы светиться.
Длина дуги : Правильная длина дуги зависит от электрода и применения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердцевины) электрода. Например, 1/8-дюймовый электрод 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
Длина дуги: оптимальная длина дуги или расстояние между электродом и ванной соответствует диаметру электрода (фактической металлической части внутри флюсового покрытия). Слишком близкое расположение электрода к сварному шву снижает сварочное напряжение, что создает неравномерную дугу, которая может сама погаснуть или привести к более быстрому замерзанию электрода и формированию сварного шва с высокой вершиной.
Слишком близкое расположение электрода к сварному шву снижает сварочное напряжение, что создает неравномерную дугу, которая может сама погаснуть или привести к более быстрому замерзанию электрода и формированию сварного шва с высокой вершиной.
Слишком короткая дуга создаст больший потенциал для прилипания электрода к основному материалу.
Чрезмерно длинные дуги (слишком высокое напряжение) вызывают разбрызгивание, низкую скорость наплавки, подрезы и часто оставляют пористость.
Слишком большая длина дуги приведет к чрезмерному разбрызгиванию в сварном соединении. Существует также высокий потенциал для подрезки.
При первой попытке сварки электродом кажется естественным использовать слишком длинную дугу, возможно, чтобы лучше видеть дугу и сварочную ванну. Если у вас проблемы со зрением, двигайте головой, а не удлиняйте дугу. Начните с поиска хорошего положения тела, которое дает вам адекватный обзор лужи, а также позволяет вам стабилизировать электрод и манипулировать им. Небольшая практика покажет вам, что узкая контролируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Небольшая практика покажет вам, что узкая контролируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения : Сварка стержнем в плоском, горизонтальном и потолочном положениях с использованием техники протяжки или сварки наотмашь. Держите электрод перпендикулярно суставу, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику проталкивания или движения вперед и наклоните верхнюю часть электрода на угол от 0 до 15 градусов в сторону от направления движения.
Угол хода. При сварке слева направо соблюдайте угол наклона от 0 до 15 градусов по направлению движения. Это известно как техника перетаскивания или удара слева.
Манипуляции с электродом : Каждый сварщик манипулирует электродом немного по-своему. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие приемы дают наилучшие результаты.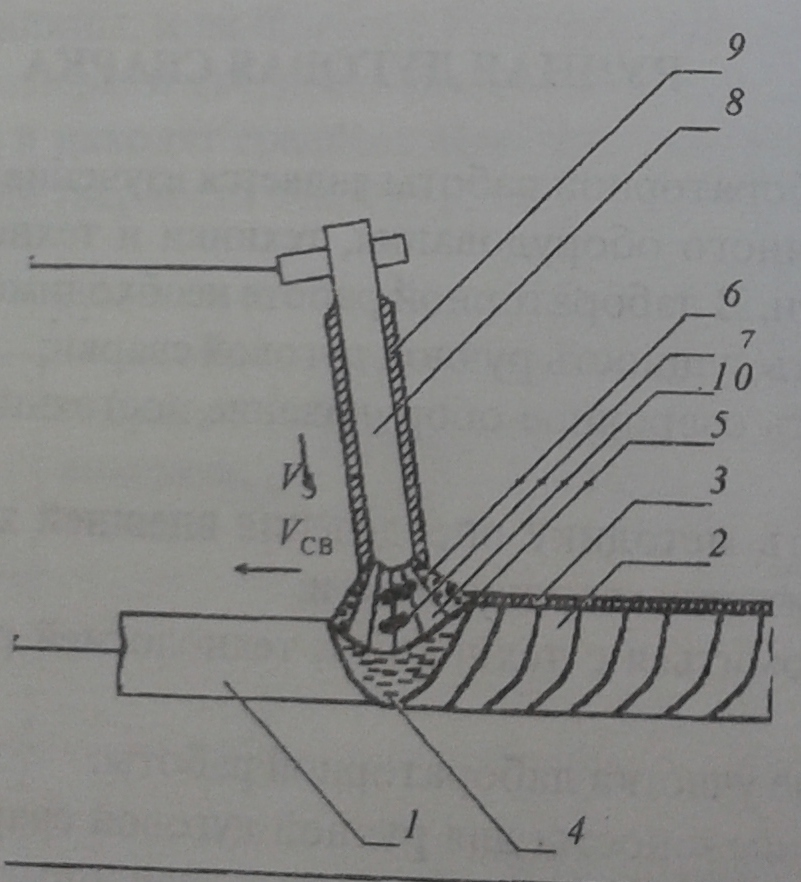 Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо.Во многих случаях прямая бусина — это все, что нужно.
Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо.Во многих случаях прямая бусина — это все, что нужно.
Чтобы создать более широкий валик на более толстом материале, двигайте электродом из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в виде буквы «Z», полукруга или прерывистого шага. Ограничьте движение из стороны в сторону до двух диаметров сердцевины электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте стрингеры.
Здесь сварщик использует полукруговое движение, чтобы создать более широкий валик, напоминающий стопку десятицентовиков.Для более тонких сварных швов может быть достаточно прямого валика.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон соединения, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная ванна могла догнать сварочную ванну, и сделайте небольшие паузы по бокам, чтобы обеспечить надежное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро двигались вперед и недостаточно долго держались по бокам.
Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро двигались вперед и недостаточно долго держались по бокам.
Скорость перемещения : Скорость перемещения должна позволять удерживать дугу в передней трети сварочной ванны.
Чтобы установить оптимальную скорость движения, сначала установите сварочную ванну нужного диаметра, а затем двигайтесь со скоростью, которая удерживает вас в передней трети сварочной ванны. Если вы будете двигаться слишком медленно, тепло будет направлено в ванну, а не в сварной шов, что приведет к холодному нахлесту или плохому сплавлению.
Слишком медленное перемещение приводит к образованию широкого выпуклого валика с неглубоким проплавлением и возможностью холодного притирания, когда кажется, что сварной шов просто сидит на поверхности материала.
Слишком низкая скорость перемещения приведет к образованию валика со слишком большим нагаром, что может привести к холодному притиру. Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может привести к тому, что тепло будет сосредоточено в луже, а не в основном материале.
Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может привести к тому, что тепло будет сосредоточено в луже, а не в основном материале.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и/или сильно утолщенный валик и, возможно, недостаточное заполнение или подрезание, когда область за пределами сварного шва вогнута или утоплена.Обратите внимание, что ближе к концу бусинки на изображении ниже бусинка кажется непоследовательной, как будто лужа пытается не отставать.
Слишком быстрое перемещение приведет к созданию более тонкого/меньшего размера шарика, который будет иметь больше V-образный эффект ряби в луже, а не красивый U-образный эффект или эффект стопки десятицентовиков.
Эти советы, а также практика и терпение помогут вам двигаться в правильном направлении, чтобы улучшить технику сварки электродом.
Типы и принципы дуговой сварки | Дуговая сварка | Основы автоматизированной сварки
На этой странице описаны различные типы дуговой сварки, грубо разделенные на неплавящиеся и плавящиеся электроды, а также принципы генерации дуги и сварки.
Дуговая сварка представляет собой тип сварки плавлением и широко используется в различных областях промышленности.
Существует множество разновидностей дуговой сварки, которые выбираются в зависимости от характеристик материала, механизма оборудования и используемого газа.Дуговая сварка в среде защитного газа, в которой используется защитный газ для защиты сварного шва от атмосферы, такая как сварка TIG, сварка MIG и сварка MAG, широко используется из-за простоты автоматизации.
Дуговая сварка, в том числе дуговая сварка в среде защитных газов, в целом делится на два типа: плавящийся (плавкий) электрод и неплавящийся (неплавкий) электрод в зависимости от того, плавится ли сварочный стержень/проволока в процессе или нет.
| Расход электрода | Метод сварки |
|---|---|
| Неплавящийся (неплавкий) электрод типа |
|
| Плавкий (плавкий) электрод типа |
|
Приведенные выше классификации являются лишь примером.Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенных в таблице выше.
Дуговая сварка использует электрическое явление, называемое дуговым разрядом. Дуговой разряд представляет собой явление электрического разряда газа и относится к току, выделяемому в воздухе. Когда напряжение, прикладываемое к двум пространственно разнесенным электродам, постепенно увеличивается, воздушная изоляция в конце концов разрывается, и между электродами течет ток, излучающий одновременно яркий свет и сильное тепло. Генерируемый дугообразный свет называется электрической дугой или дугой. Дуговая сварка – это сварка с использованием тепла дуги в качестве источника тепла.
Генерируемый дугообразный свет называется электрической дугой или дугой. Дуговая сварка – это сварка с использованием тепла дуги в качестве источника тепла.
При дуговой сварке к электроду (сварочному стержню/проволоке) прикладывается положительное напряжение, а к основному материалу прикладывается отрицательное напряжение. Это приводит к возникновению дуги от основного материала к электроду.
Выходной ток дуги составляет примерно от 5 до 1000 А, а выходное напряжение составляет примерно от 8 до 40 В. Температура дуги составляет примерно от 5000°C до 20000°C. Температура плавления железа около 1500°С.Следовательно, основной материал и электрод нагреваются до высокой температуры и сплавляются друг с другом.
Дом
Учебное пособие по дуговой сварке
Это руководство предназначено для предоставления практических советов начинающим дуговым сварщикам.
Он был создан с большой помощью и под руководством профессиональных сварщиков. чье время финансировалось участниками форума и сторонниками.
Изучайте учебник медленно и отрабатывайте работу, описываемую на каждой странице, прежде чем
переходим к следующему.
чье время финансировалось участниками форума и сторонниками.
Изучайте учебник медленно и отрабатывайте работу, описываемую на каждой странице, прежде чем
переходим к следующему.
Дуговая сварка (сокращение от ручной дуговой сварки металлическим электродом (MMA), также известная как Stick и SMAW) — очень сложная тема, и мы освещаем только то, что вам нужно. разгоняться, набирать скорость. На эту тему есть много книг, и более подробная информация можно найти в другом месте в Интернете. Также у нас есть очень дружественный форум, который может помочь.
Как и при любом другом процессе электросварки, кожу и глаза необходимо должным образом защищены от УФ-излучения.Поражение электрическим током, пары, ожоги и пожар – другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается мгновенным прикосновением электрода к
работать, чтобы замкнуть электрическую цепь, прежде чем поднимать электрод
установить дугу.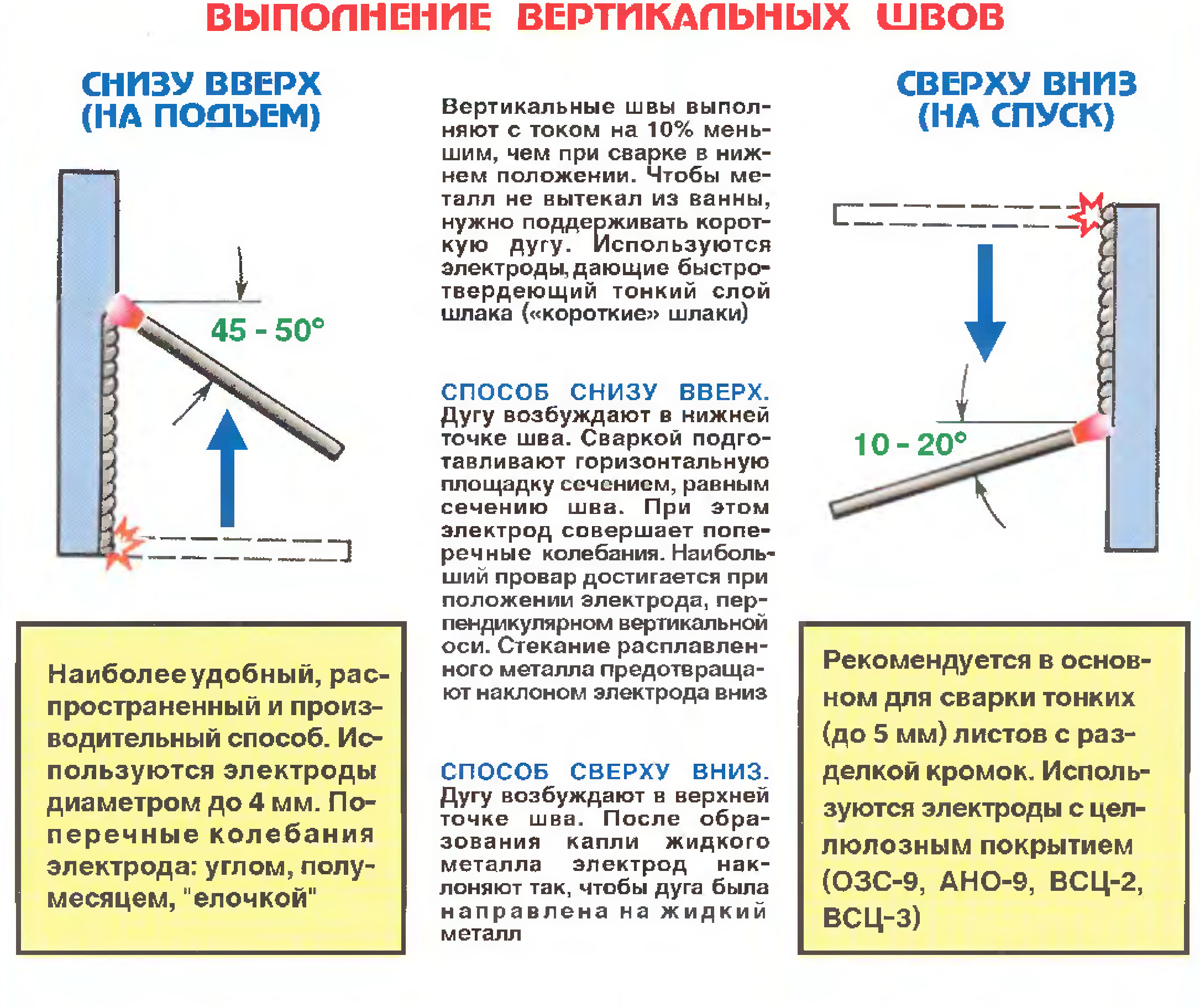
«Запуск от касания» и «запуск с нуля» являются двумя распространенными методами запуск дуги.Какой из них использовать, зависит от личных предпочтений и может зависит от типа стержня и сварочного аппарата. Обе техники проиллюстрированы с видео на этой странице.
На этой странице описаны основы дуговой сварки с практической укладкой бусины в горизонтальном положении.
Показаны угол наклона стержня, длина дуги, скорость перемещения и движение сварки. с фотографиями и видео, а видео показывает эффект изменения длина дуги.
Изучая любой новый процесс, вы, скорее всего, начнете что-то делать неправильный. Сравниваются профили и сечения сварных швов с различными дефектами. с хорошими сварными швами на этой странице.
Рассматриваемые неисправности: неправильная скорость перемещения, неправильная длина дуги,
и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии. соединений легко избежать.Это позволяет работать с более толстым материалом. с использованием нескольких проходов сварки.
На этой странице рассказывается о препарировании швов и методах, используемых при множественных операциях. проходная дуговая сварка.
Потратив время на сварку корневого шва на предыдущей странице Вы найдете угловую сварку на одном дыхании.
Многократные проходы также обычно используются в угловых соединениях. Эта страница охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока является лучшим типом дуговой сварки.
за. Они имеют много преимуществ перед старыми типами, но могут упасть
по стоимости ремонта и долговечности.
На этой странице рассказывается, что нужно искать в инверторных сварочных аппаратах и других типах дуговой сварки.
Дуговая сварка существует уже некоторое время, и есть большие различия между технологиями, используемыми в старых подержанных сварочных аппаратах и новых.
На этой странице обсуждаются плюсы и минусы различных типов дуговых сварочных аппаратов.
Как сварить что угодно, от атомной электростанции до велосипеда Рамка!
В этом разделе кратко описаны процедуры сварки и расходные материалы, которые
может использоваться для сварки более широко используемых типов стали, включая
Мягкая сталь, кортен,
Weldox, Hardox, нержавеющая сталь
Сталь, хромомолибден, EN19,
EN24/EN24T, EN8, Литой
Железо, литые и марганцевые стали, кованые
Железо и наплавка.Есть также
страница, объясняющая водородное охрупчивание.
Подробнее Скоро:
Вертикально вверх — это следующий позиционный сварной шов, который мы рассмотрим, и страница по выбору стержня. и сварка различных видов стали на подходе. Тем временем есть еще много информации о дуговой сварке на форуме библиотека.
Кредиты
Большое спасибо всем, кто помог с финансированием и подготовкой этого руководства. Особенно, Snowcat за выполнение большинства сварных швов и предоставление отличных советов по нескольким сеансы сварки и письма, TechnicAl для страницы о выборе стержней для разных типов стали, Мэтт из Lorch, который одолжил мне h280, когда мой Syncrowave упакованы, и компания Weldequip, которая пожертвовала много снаряжения и расходных материалов для поддержки учебник.
Основы дуговой сварки (Советы для начинающих)
Если вы профессиональный сварщик или совсем новичок в сварке, скорее всего, вы хотя бы слышали о термине дуговая сварка. По сути, это наиболее распространенная технология сварки, которая применялась с момента появления самого термина «сварка». В этой статье мы рассмотрим все основы дуговой сварки, о которых вам необходимо знать.
По сути, это наиболее распространенная технология сварки, которая применялась с момента появления самого термина «сварка». В этой статье мы рассмотрим все основы дуговой сварки, о которых вам необходимо знать.
Дуговая сварка представляет собой распространенный процесс сварки, который в основном представляет собой разнообразный набор методов сварки, которые осуществляются путем подачи тока для нагрева и расплавления металла шва с помощью электрода и, следовательно, для получения прочного соединения в зоне сварки.
Электрод дуговой сварки может быть как плавящимся, так и неплавящимся. В настоящее время существует более 10-12 различных методов дуговой сварки, среди которых 7 широко используются. Они:
- Экранированная металлическая дуговая сварка
- Flux дуговая сварка
- газовая металлическая дуговая сварка
- газа вольфрама дуговая сварка
- погружение дуговой сварки
- углеродная дуговая сварка и,
- плазменная дуговая сварка
кроме того, существуют и другие типы, включая электрошлаковую, шпильку и электрогазовую дуговую сварку, которые практикуются в нескольких различных областях.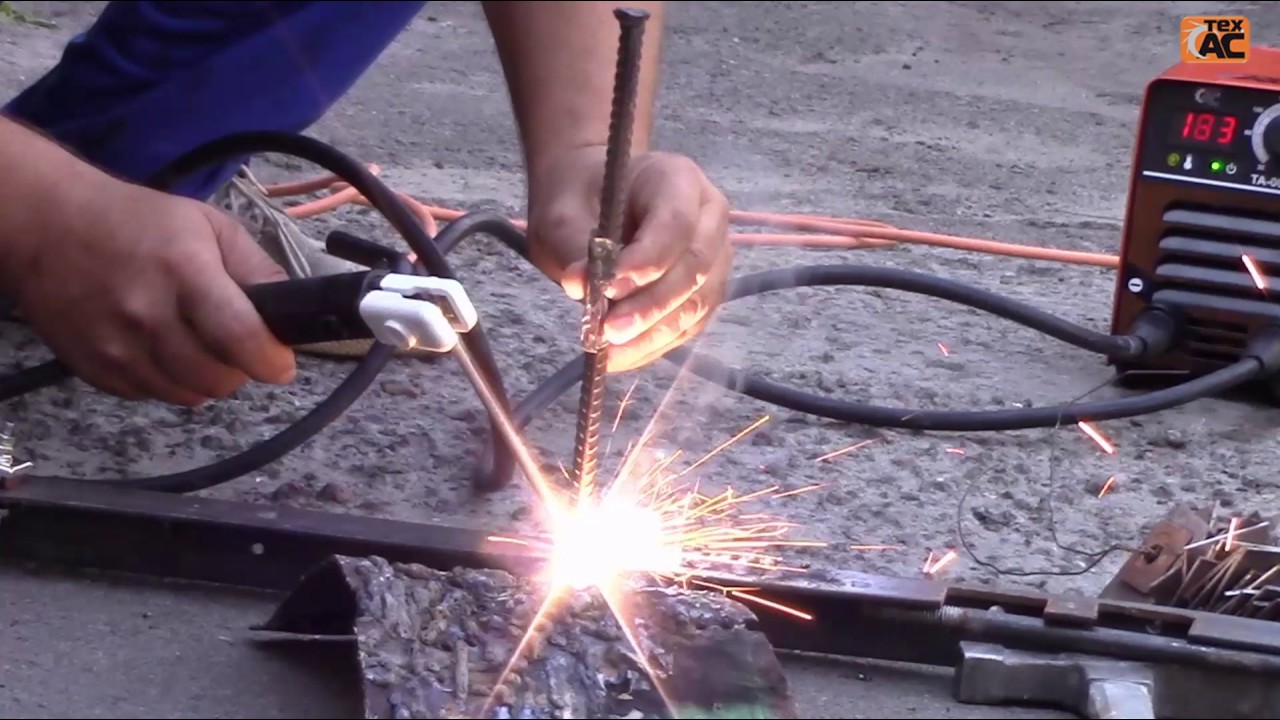 Теперь давайте перейдем ко всем распространенным видам работ, которые в основном выполняются дуговой сваркой:
Теперь давайте перейдем ко всем распространенным видам работ, которые в основном выполняются дуговой сваркой:
Для чего используется дуговая сварка?
Применение дуговой сварки настолько универсально из-за ее экономической эффективности и простоты использования. Фактически, почти все производственные отрасли и их производственные подразделения в основном используют дуговую сварку в своих процессах соединения и изготовления. Среди них строительство, автомобилестроение и аэрокосмическая промышленность являются наиболее заметными областями, где часто выполняется дуговая сварка.
Как выполнять дуговую сварку?
В настоящее время дуговая сварка в основном выполняется двумя методами. Один с использованием расходуемого электрода, а другой с нерасходуемым электродом.
Первый используется в четырех из семи методов дуговой сварки, включая дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку порошковой проволокой и дуговую сварку под флюсом.
С другой стороны, при дуговой сварке вольфрамовым электродом в среде защитного газа, дуговой сварке углеродом и дуговой плазменной сварке вместо этого используется неплавящийся электрод.
Поскольку дуговая сварка состоит из нескольких различных методов формирования соединения, вы узнали о технических различиях между каждым из этих методов. Но перед этим давайте перейдем к некоторым основам дуговой сварки, которые обычно используются во всех процессах.
В основном дуговая сварка выполняется в четыре последовательных этапа. Это:
- Этап 1: Формирование дуги: Формирование дуги является первым процессом в выполнении дуговой сварки, которая устанавливается между заготовкой и электродом.
- Этап 2: Создание валика сварного шва: Сварной валик — это знак, который виден над областью соединения, состоящей из комбинации расплавленной заготовки и электрода.
- Этап 3: Обработка сварного шва: Это делается путем выполнения некоторых приемов плетения прямо над точкой, где сварщик намеревается обработать сварной шов. Сюда входят техники зигзага, круга, квадрата и восьмерки.
- Шаг 4: Удаление остаточного остатка: После завершения или рисования полного прохода или линии сварки, вы должны очистить область от всего остаточного флюса, чтобы сварной шов содержал только расплавленную часть заготовки и электрода.
 Сюда входят техники зигзага, круга, квадрата и восьмерки.
Сюда входят техники зигзага, круга, квадрата и восьмерки.
Теперь для дуговой сварки требуются некоторые важные механизмы и инструменты, необходимые для успешного выполнения сварочной задачи. Давайте узнаем о них:
Требуемые шестерни
Сварочный источник питания: Дуговая сварка может выполняться как на переменном, так и на постоянном токе. Энергия постоянного тока подается генераторами с электродвигателями, а мощность переменного тока подается трансформаторами.
Кабели: Сварочные кабели в основном помогают подавать электричество от источника питания к электрододержателю и вплоть до создания дуги за счет подачи тока от электрода.
Держатель электрода: Держатель электрода физически помогает удерживать электрод в руке при выполнении сварочных работ. Они также различаются размерами и силой тока в зависимости от типа удерживающего оборудования.
Электроды: Теперь это самый важный инструмент всего процесса сварки, который в основном представляет собой сплав или металлический стержень. Электрод является основным инструментом, который подает ток для образования дуги. Как указывалось ранее, электроды в основном бывают двух типов. Один расходуемый, а другой неплавящийся электрод.
Теперь их также можно разделить на два подтипа: неизолированные и покрытые для плавящихся электродов и вольфрамовые или графитово-угольные для неплавящихся электродов.
Молоток: Молоток также является еще одним важным инструментом, который в основном называется отбойным молотком. Он в основном удаляет сварочный шлак посредством удара.
Проволочная щетка: Проволочная щетка необходима для простой очистки поверхности перед сваркой.
Экран для рук: Экран для рук очень важен для защиты ваших глаз от повреждения при наблюдении за сварочными работами
Защитная одежда: Как и экран для рук, эта защитная ткань защищает сварщика от возможных брызг расплавленного металла металл или огонь.
Советы по безопасности
Теперь дуговая сварка, как и другие сварочные процессы, также требует соответствующих мер безопасности до и во время выполнения реальной задачи. Давайте вкратце узнаем обо всех из них:
Остерегайтесь поражения электрическим током и получения ожогов: Сварка — это процесс, ориентированный на электричество, который потенциально может повредить вашу кожу, если вы не осознаете и не защищаете себя от этой проблемы. Поэтому никогда не прикасайтесь к рабочей цепи или электроду голыми руками и поддерживайте умеренное напряжение электричества, обычно от 80 до 120 вольт, чтобы избежать таких несчастных случаев.
Однако старайтесь не прикасаться к недавно сваренной детали, потому что она все еще остается достаточно горячей, чтобы через некоторое время обжечь кожу.
Защита от УФ-излучения: УФ-излучение предположительно может повредить кожу и глаза при прямом контакте. В этом случае вы должны носить куртки с длинными рукавами или одежду для защиты всех частей тела.
Никогда не вдыхайте пары: Пары могут быть опасны, если заготовка оцинкована или покрыта, поскольку она выделяет токсичный воздух, который может представлять серьезную угрозу для вашего здоровья.Просто используйте систему вентиляции или вентилятор, чтобы держать эти газы подальше от вас.
Умеренное использование сварочного оборудования: Чрезмерное использование сварочного оборудования может привести к его перегреву, что увеличивает риск возможных несчастных случаев, а также к его устареванию или непригодности к использованию.
Держите легковоспламеняющиеся предметы и газовые баллоны вдали от зоны сварки: сварка производит неисчислимое количество искр и пламени, которые предположительно могут поразить газовые баллоны, что создает риск потенциального взрыва. Поэтому держать их в стороне или в безопасном месте определенно может помочь.
Поэтому держать их в стороне или в безопасном месте определенно может помочь.
Теперь давайте узнаем о двух методах сварки вместе с каждой из их подкатегорий:
Техника плавящегося электрода
Дуговая сварка металлическим электродом : Этот процесс использует плавящийся электрод, а ток подается от источника сварочного тока в для создания дуги между заготовкой и электродом, который, следовательно, выполняет сварку, расплавляя их при высокой температуре.
Дуговая сварка порошковой проволокой: Этот процесс может быть как полностью автоматическим, так и полуавтоматическим. Основная часть, которая требуется только здесь, — это постоянный источник питания, который будет проходить через расходуемый электрод для создания дуги. Электрод также содержит флюс вместе с внешним защитным газом, который предотвращает сварку от загрязнения металлом и атмосферой.
Дуговая сварка металлическим газом: Теперь этот процесс, также известный как сварка MIG, в основном выполняется путем непрерывной подачи сплошной проволоки, образующей сварочную ванну.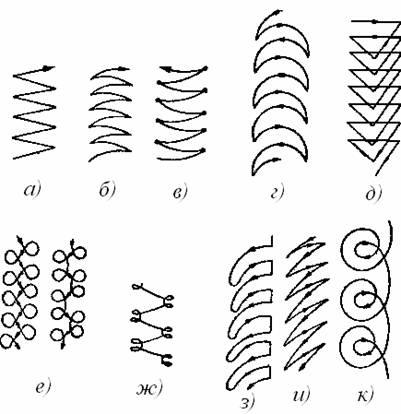 Кроме того, защитный газ также используется для защиты от загрязнения.
Кроме того, защитный газ также используется для защиты от загрязнения.
Дуговая сварка под флюсом: Как следует из названия, этот процесс сварки выполняется под слоем флюсового материала, который удаляет любые потенциальные средства загрязнения, при этом также используется трубчатый электрод, который непрерывно подается во время выполнения задачи.
Технология неплавящегося электрода
Газовая вольфрамовая дуговая сварка: В отличие от других типов, в этом популярном процессе сварки используется неплавящийся вольфрамовый электрод.В результате этого процесса иногда может потребоваться присадочный металл для покрытия отсутствия расходуемого электрода, в то же время для защиты от загрязнения также используется защитный газ.
Дуговая сварка углеродом: Теперь этот процесс в основном использует нерасходуемый углеродный или графитовый электрод вместо вольфрамового электрода для выполнения задачи объединения.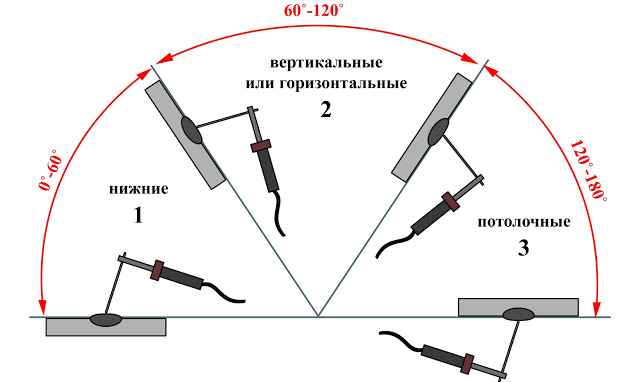 В этом случае температура может подняться до 3000 градусов по Цельсию, что приведет к плавлению сварочных металлов.
В этом случае температура может подняться до 3000 градусов по Цельсию, что приведет к плавлению сварочных металлов.
Плазменно-дуговая сварка: Плазменно-дуговая сварка, последняя из всех категорий, в основном аналогична сварке вольфрамовым электродом в среде защитного газа, разница заключается в положении электрода. При плазменной сварке электрод в основном располагается внутри корпуса сварочной горелки, что защищает его от покрытия защитным газом. Кроме того, высокая температура плазмы впоследствии приводит к оплавлению сварочных материалов.
Что нужно помнить во время дуговой сварки
Помимо всей информации и методов, которые мы рассмотрели в этом руководстве, дуговая сварка также требует от вас знания некоторых других областей, которые будут весьма важны во время выполнения задачи сварки. себя.Итак, давайте рассмотрим их:
Подготовка металла для сварки: Все мы знаем, что присутствие какого-либо непредвиденного вещества на металле или изделии для сварки может привести к загрязнению металла или атмосферы, так как многие из них выделяют химические газы, которые могут готовая сварочная ванна уязвима для различного диапазона пористости сварного шва. По этой причине любые потенциальные вещества, такие как краска, ржавчина или жир, должны быть удалены с металла сварного шва с помощью абразивного инструмента или щетки, которые устранят вероятность возникновения такой ситуации.
По этой причине любые потенциальные вещества, такие как краска, ржавчина или жир, должны быть удалены с металла сварного шва с помощью абразивного инструмента или щетки, которые устранят вероятность возникновения такой ситуации.
Крепление зажимов: Крепление зажимов над заготовкой и в области земли поможет выполнить общую задачу стабилизированным образом, поскольку зажим должным образом помогает зафиксировать положение ваших сварочных материалов, что также облегчает задачу. . Тем не менее, вы также должны знать об удалении таких загрязняющих веществ, как краска или смазка, прежде чем прикреплять зажимы.
Выбор подходящей сварочной проволоки: Любой начинающий сварщик часто задается вопросом: «Какой точный размер электрода мне следует использовать?» Ну, дело в том, что электроды бывают разных размеров, которым обычно присваивается числовое значение, называемое от 6010 до 6013, 7018 и 7024.Теперь среди них 6010 можно глубоко проникнуть, в то время как версия 6013 менее проницаема из-за своей прочности. Кроме того, вы также можете выбрать 7018 для более прочного внешнего вида сварного шва.
Правильные настройки силы тока: Как и в любом процессе сварки, установка силы тока является важным моментом, который необходимо учитывать, чтобы обеспечить надлежащую и безопасную сварку участка. Однако это также зависит от размера вашего электрода, который вы собираетесь использовать. По грубой оценке можно использовать ток от 75 до 125 ампер со стержнем 6010, который равен 0.Размер 125 дюймов. С другой стороны, стержень 7018 размером 0,15 может потреблять до 220 ампер тока.
Точный угол наклона сварочного стержня: Знание правильного угла наклона стержня очень важно для предотвращения потенциального захвата сварочного стержня шлаком. Кроме того, это метод предотвращения любых включений внутри сварочных работ, которые можно легко предотвратить, если выдерживается определенный угол. В связи с этим вы можете расположить свой сварочный стержень вертикально под углом 10-12 градусов, рисуя прямую линию сварного шва.
Удаление оставшегося шлака: Поскольку вы, возможно, уже знаете о том, что сразу после того, как вы закончите рисовать линию сварки, вы должны очистить сварочный металл от остатков шлака. это может создать загрязнение после сварки или оставить пористую смесь материалов, которая потенциально может испортить вашу общую задачу. В этом случае вы можете удалить шлак с помощью эффективной и абразивной щетки сразу после каждой линии, а также обязательно наденьте защитную одежду, которая защитит вас от ядовитого газа, обычно выделяемого этими веществами.
Правильный угол опережения дуги: Вы должны знать, что большой или полноразмерный электрод будет создавать чрезмерную длину дуги между сварочным валиком и электродом, что, следовательно, приведет к более высокому нагреву и чрезмерному проплавлению площадь. И наоборот, чем короче электрод, тем меньше будет длина этой дуги. Следовательно, вы должны поддерживать соответствующий угол опережения дуги. Кроме того, держите угол опережения стабильным, а не уменьшайте его в начале сварочного задания.
Точная длина дуги: Наконец, по отношению к предыдущему, соблюдение надлежащей длины дуги имеет решающее значение для обеспечения успешной сварки любого участка. В связи с этим вы можете периодически осознавать звук, который непрерывно исходит в результате операции сварки. Любой необычный звук или треск является плохим признаком неправильной длины дуги.
Заключительные слова
Мы считаем, что основ дуговой сварки, которые мы рассмотрели во всем этом руководстве, достаточно, чтобы вы ознакомились со всей важной информацией, касающейся дуговой сварки.
Следите за нашими новыми статьями. Спасибо за то, что вы с нами.
Какой сварочный аппарат лучше всего подходит для начинающих?
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к карьерному росту.
Вы хотите научиться сварке, но не знаете, какие инструменты вам нужны? Независимо от того, учитесь ли вы в программе обучения сварке в профессиональном училище или только начинаете заниматься дома, наличие подходящего оборудования может иметь важное значение для получения чистых и прочных сварных швов.
В качестве одной из самых крупных покупок, которые вы могли бы сделать, у вас может возникнуть много вопросов о сварочных аппаратах:
- Какой сварочный аппарат лучше всего подходит для начинающих?
- Какие сварочные аппараты самые дешевые?
- Какой сварщик производит наиболее точную работу?
Найдите ответы на эти и другие вопросы ниже.
4 Соображения по выбору сварочного аппарата
К счастью, среди множества типов сварочных аппаратов можно найти тот, который соответствует вашему уровню опыта, требованиям школы сварки или проекта и бюджету.
Одна из первых вещей, на которую вы можете обратить внимание, это то, сколько вариантов сварочных аппаратов представлено на рынке. Будь проще. Сосредоточьтесь на основном оборудовании, которое вам нужно для занятий по сварке или для начала вашего первого проекта.
При сравнении сварочных аппаратов учитывайте следующие факторы:
- Уровень вашего мастерства
- Тип сварочного процесса
- Сварочный проект или применение
- Бюджет 1
3 шага к выбору первого сварочного аппарата
Покупка вашего первого сварочного аппарата может быть важным решением. Давайте посмотрим, как применение приведенных выше соображений на практике может помочь вам в этом. Имейте в виду, что может потребоваться больше или меньше шагов, чтобы выбрать машину, соответствующую вашим потребностям.
Давайте посмотрим, как применение приведенных выше соображений на практике может помочь вам в этом. Имейте в виду, что может потребоваться больше или меньше шагов, чтобы выбрать машину, соответствующую вашим потребностям.
Шаг 1: Соотнесите свои навыки со сварочным процессом
MIG, Stick и TIG — наиболее распространенные процессы сварки, и каждый из них требует различных настроек аппарата. 1
Решив, какой процесс вы планируете изучить в первую очередь, вы сможете определить, какой тип сварочного аппарата вам нужен.
Сварка МИГ (начинающий)
Сварочные аппараты MIGявляются одними из лучших для начинающих, поскольку они разработаны с проволочным сварочным электродом на катушке, которая подается с предварительно выбранной скоростью через сварочный пистолет. Как полуавтоматический или автоматический процесс, дуговая сварка металлическим газом (GMAW или MIG) является самой простой в освоении.
Преимущества сварки MIG
- Простой в освоении
- Высокие скорости сварки
- Чистка сварных швов 2
Ручная сварка (промежуточный уровень)
По сравнению с другими процессами сварки может потребоваться больше времени, чтобы освоить дуговую сварку защищенным металлом или сварку электродом.
Название этого процесса может дать вам представление о его сути: металлический электрод, покрытый флюсом, используется для передачи электрического тока от машины к металлической заготовке. При горении флюс выделяет газ, защищающий сварочную ванну, который позже оседает, образуя защитный шлак поверх изделия. Тем временем металлический электрод вплавляется в соединение, укрепляя его. 3
Преимущества дуговой сварки
- Работает с рядом металлов
- Использование в помещении и на улице при ветре
- Эффективно для ржавых или окрашенных материалов 1
Сварка ВИГ (расширенный)
1Сварка вольфрамовым электродом в среде защитного газа (TIG) требует продвинутых навыков сварки.Одна из причин этого заключается в том, что сварка TIG — это ручной процесс, при котором одной рукой вы держите горелку, а другой подаете металлический присадочный стержень в сварочную ванну. 4
Преимущества сварки TIG
- Прецизионные сварные швы
- Педаль для регулировки подачи тепла
- Более качественные и красивые сварные швы 1
Шаг 2: согласование процесса сварки с проектом
В дополнение к уровню навыков вам также следует подумать о типах проектов, над которыми вы будете работать. Каждый процесс сварки (и его конкретный сварщик) имеет уникальное применение.
Каждый процесс сварки (и его конкретный сварщик) имеет уникальное применение.
Сварка МИГ
- Ремонт автомобилей и прицепов
- Ремонт садово-огородного инвентаря
- Общее изготовление и ремонт
- Металлоконструкции
- Искусство и скульптура 5
Ручная сварка
- Ремонт сельскохозяйственного оборудования
- Строительство (строительная сварка) 5
- Сборка временных конструкций
- Изготовление ювелирных изделий 6
Сварка ВИГ
Шаг 3. Определите, какой сварочный аппарат соответствует вашему бюджету
После того, как вы определились, какой тип машины вам нужен, самое время выбрать модель, которая наилучшим образом соответствует вашему бюджету.
Обязательно учитывайте стоимость всего прочего сварочного оборудования, которое вам понадобится при составлении бюджета, например, стоимость сварочного шлема, куртки, сварочных перчаток и других предметов первой необходимости.
Это важное решение. Подумайте об этом и не торопитесь. 1
Вперед: выберите сварочную маску
Любой сварщик скажет вам, насколько важно носить сварочную маску для обеспечения безопасности в классе или на стройплощадке.
После того, как вы выбрали сварщика, следующим шагом может быть выбор сварочного шлема.
Заполните форму, чтобы получить информационный пакет без обязательств.
Вам также может понравиться…Дополнительные источники
1 https://www.millerwelds.com/resources/article-library/buying-your-first-welder-a-practical-informative-guide-for-doityourselfers
2 http:/ /welderstation.com/разные-типы-сварочных-процессов/
3 https://www.cromweld.com/stick-welding/
4 https://weldingpicks.com/tig-welder-works-and-when-to-tig/
5 https://www.millerwelds.com/Training/PresentationsQuizzes/IntroToWelding/Welding11/presentation. html
6 https://astromachineworks .com/разные типы сварки-приложения/
6 лучших сварочных аппаратов для начинающих (MIG, TIG, Stick) — лучший выбор 2022 года
Вы можете изучить большинство основ сварки за один день.
Просто научиться, но чтобы по-настоящему овладеть этими навыками, нужны годы.И вы все равно потратите всю жизнь на изучение мелочей, которые делают художника. Как начинающему сварщику, вам нужна машина, которую легко настроить и использовать, чтобы свести к минимуму ошибки и повысить уверенность в себе.
Но вам по-прежнему нужно достаточно мощности для выполнения полезной работы, а также приличный набор функций, которые позволят вам развивать свои навыки с годами. Мы собрали хороший выбор сварочных аппаратов, подходящих для начинающих.
Выбор сварочного процесса
Проверьте свои потребности в таблице ниже, и вы сразу поймете, в каком направлении двигаться в поисках идеальной машины.
| Процесс: | Преимущества: | Подходит для: |
|---|---|---|
| ТИГ | Точность, прочность, терморегуляция, красота | Открытые сварные швы, кузов, авиация |
| МИГ | Простота в освоении, универсальность, быстрое производство | Ремонт оборудования, изготовление, быстрая работа |
| Палка | Дешево, большинство материалов, быстро | Ветер, ржавая сталь, высокая прочность |
| Флюсовый сердечник | Дешевый, простой в освоении, без газа, большой объем | Сделай сам, ветер, листовой металл, изготовление, ремонт |
| Многопроцессорный | Экономия пространства и затрат | Комплексные проекты |
Быстрое сравнение
| Продукт | |||
|---|---|---|---|
| Изображение | Продукт | Подробности | |
Хобарт Хэндлер 140 | Механизм подачи металла Профессиональное качество Регулятор Миллера | ||
Иствуд TIG 200 | Pro функции за деньги Популярен у автомехаников Вход 120 В или 240 В | ||
ДаСварочный аппарат MIG-205DS | 2T/4T триггерный замок Питание двойного напряжения MIG/TIG/флюс/карандаш | ||
Хобарт Stickmate 160i | Вес менее 20 фунтов Двойной источник питания 120/240 В Сварка стали до 3/8 дюйма | ||
Forney Easy Weld 140FC-I | 19-фунтовая гиря 30-140 ампер Переменная скорость подачи проволоки | ||
Велдпро МИГ155Гсв | Двойной вход 120/240 В 2T/4T триггерный замок Включает регулятор |
Лучшие машины для начинающих сварщиков
Этот список лучших сварочных аппаратов для начинающих в кратчайшие сроки заинтересует новичков в сварке.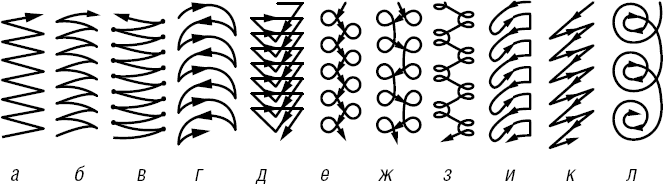
1. Hobart Handler 140 MIG Welder
- Вход 110 В
- Лист 24 калибра для стали 1/4 дюйма
- Подходит для генераторов
- Рабочий цикл 20 % при 90 А
- MIG и флюсовая сердцевина
- 25–140 А
Плюсы
- Весит всего 65 фунтов
- Промышленный зажим заземления
- Алюминиевый канатный привод
- Регулятор марки Miller
- Высококачественная горелка MIG
Минусы
- Нестабильное качество
- Ключ для регулировки натяжения
Обзор
Один из самых популярных сварочных аппаратов MIG для начинающих. Hobart Handler 140 может работать от генератора мощностью 4000 Вт, что позволяет вам выйти из дома или магазина и выполнить работу на своем участке, где нет доступных входов 110/115/120.
Hobart Handler 140 может работать от генератора мощностью 4000 Вт, что позволяет вам выйти из дома или магазина и выполнить работу на своем участке, где нет доступных входов 110/115/120.
Сварочный аппарат Hobart Handler 140 MIG 110v оснащен приводной системой с тремя канавками, что позволяет выбирать между двумя сплошными проволоками MIG разного размера или проволокой с флюсовым сердечником. Эта машина может устанавливать катушки проволоки диаметром 4 или 8 дюймов. Hobart производит промышленные машины для профессиональных сварщиков, и это видно по качеству сборки этой машины.
Handler 140 обеспечивает мощность от 25 до 140 ампер, что позволяет сваривать листы толщиной от 24 до стали толщиной 1/4 дюйма. Рабочий цикл составляет 20 процентов при 90 ампер. Некоторые пользователи упомянули о незначительных проблемах с качеством, таких как отсоединенные провода. Другим пользователям не нравилось использовать гаечный ключ для регулировки натяжения катушки вместо барашковой гайки, как у других сварщиков.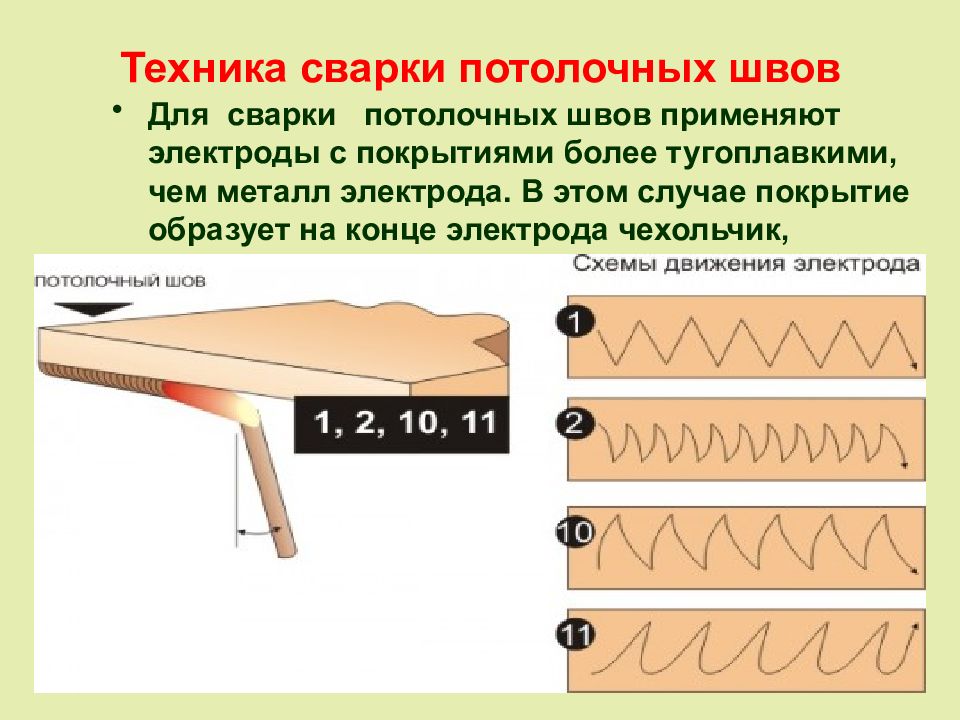
Hobart включает в себя высококачественный газовый регулятор марки Miller для процесса MIG, а сварочный аппарат Hobart Handler 140 MIG 110v поставляется с 3-летней гарантией.
2. Сварочный аппарат TIG постоянного/переменного тока Eastwood 200
- Двойной вход 120/240
- AC/DC TIG/стик-процессы
- Полезный выходной ток от 10 до 200 А
- Сварка стали толщиной ¼ дюйма
- Прямоугольный инвертор
- 3 года гарантии
Плюсы
- Регулировка предпотока-постпотока
- Рабочий цикл 60 % при 90 А
- Горелка WP-17 с гибкой головкой промышленного стандарта
- Высокочастотный запуск дуги без касания
Минусы
- Без блокировки курка 2T/4T
- Отсутствует импульсная модуляция
Обзор
Эта и без того хорошая машина была недавно обновлена в июле 2021 года, что сделало ее еще лучше. Сварочный аппарат TIG 200 AC/DC TIG от Eastwood теперь оснащен горелкой CK-17 с гибкой головкой, новой конструкцией ножной педали с качающимся механизмом для тонкой работы. Расходомер газа теперь является более качественным устройством, отвечающим на часто возникающие жалобы владельцев.
Сварочный аппарат TIG 200 AC/DC TIG от Eastwood теперь оснащен горелкой CK-17 с гибкой головкой, новой конструкцией ножной педали с качающимся механизмом для тонкой работы. Расходомер газа теперь является более качественным устройством, отвечающим на часто возникающие жалобы владельцев.
Сварочный аппарат TIG AC/DC TIG 200 компании Eastwood представляет собой настоящий сварочный аппарат TIG с прямоугольной волной, обеспечивающий лучшее качество дуги и дополнительную очистку алюминиевых сварочных ванн. Эта машина сваривает листовой металл 16-го калибра до 1/4-дюймового листа. Эта машина является идеальным инструментом для ремонта сломанных кронштейнов двигателя, починки обшивки и сварки алюминиевых корпусов трансмиссии.
Иствуд оснастил этот сварочный аппарат гораздо более жестким рабочим циклом, и теперь у вас есть 60-процентный рабочий цикл при 190 амперах при питании 240 вольт и 60 процентов при 143 амперах при 120. Мало того, что горелка в стиле WP-17 теперь имеет гибкая головка, теперь у нее газовые линзы. Аппарат Eastwood TIG 200 AC/DC TIG Welder поставляется с цангами для электродов диаметром до 1/8 дюйма.
Аппарат Eastwood TIG 200 AC/DC TIG Welder поставляется с цангами для электродов диаметром до 1/8 дюйма.
С этим обновлением машины, которая уже была довольно хороша, Иствуд доказал, что прислушивается к тому, что говорят клиенты.
3. YesWelder MIG-205DS MIG/флюсовая проволока/TIG/ручная сварка
- Режим MIG с синергетическим управлением
- 2T/4T спусковой крючок
- Вход 110/220 В
- Крепления для 2- и 10-фунтовых катушек
- MIG/Flux core/TIG/стик
Плюсы
- Крышка передней панели
- Запуск TIG лифтового типа
- ЖК-цифровой дисплей
- Одна кнопка выбирает функцию
- Легкий вес 33 фунта
Минусы
- Вмещает только 2-фунтовые катушки проволоки
- Необходимо дополнительное оборудование для сварки TIG/MIG
Обзор
Сварочный аппарат YesWelder MIG-205DS MIG/флюсовая проволока/TIG/стержневая сварка предлагает сварку MIG/флюс, TIG и дуговую сварку. Сварочный аппарат YesWelder MIG-205DS с входным напряжением 120 или 240 В оснащен цифровым ЖК-дисплеем и синергетическим управлением дугой для режима MIG. Вы можете легко выбрать один из четырех сварочных процессов, переключаясь с помощью одной цифровой кнопки.
Сварочный аппарат YesWelder MIG-205DS с входным напряжением 120 или 240 В оснащен цифровым ЖК-дисплеем и синергетическим управлением дугой для режима MIG. Вы можете легко выбрать один из четырех сварочных процессов, переключаясь с помощью одной цифровой кнопки.
Благодаря откидной пластиковой пылезащитной крышке сварочный аппарат YesWelder MIG-205DS для сварки MIG/флюсовым сердечником/TIG/стержнем эффективно защищает ЖК-экран и цифровые кнопки от пыли, дыма и шлифовального мусора. Одним из недостатков этого аппарата является то, что в комплект поставки не входит горелка TIG, поэтому вам нужно будет купить ее отдельно, если вы заинтересованы в сварке TIG.
Сварочный аппарат YesWelder MIG-205DS MIG/флюсовая проволока/TIG/стержневая сварка монтирует как 2-фунтовые, так и 10-фунтовые катушки с проволокой. Он оснащен блокировкой курка 2T/4T, что позволяет выполнять длительные сварочные работы без необходимости удерживать курок нажатым. Этот аппарат предназначен для сварки TIG только на постоянном токе, он не подходит для сварки алюминия, а на стороне MIG/флюсовой сердцевины нельзя использовать шпульный пистолет. Вы, вероятно, можете управлять сваркой алюминия, используя алюминиевые электроды в режиме дуговой сварки. С помощью этой машины можно сваривать сталь толщиной до ⅜ дюйма.
Вы, вероятно, можете управлять сваркой алюминия, используя алюминиевые электроды в режиме дуговой сварки. С помощью этой машины можно сваривать сталь толщиной до ⅜ дюйма.
4. Hobart 500570 Аппарат для дуговой сварки Stickmate 160i
- Сварка до 3/8-дюймового стального листа
- Работает от входного напряжения 120 и 240 В
- Выходная мощность 160 А
- Дуговая сварка постоянным током
- 5-летняя гарантия
Плюсы
- Вес менее 20 фунтов
- Технология горячего старта
- Бесступенчатая регулировка силы тока
- Широкий диапазон выходного тока 20–160 А
- Регулируемый плечевой ремень
Минусы
- Разработано в США, но сделано в Китае
- Максимальный ток 80 А при 120 В
Обзор
Являясь одним из старейших, самых инновационных и уважаемых американских сварочных брендов, многие пользователи покупают эти машины, потому что Hobart — американская легенда. Однако стоит отметить, что дуговой сварочный аппарат Hobart Stickmate 160i на самом деле производится в Китае. Это высококачественная машина, но если для вас важно «Сделано в США», это одна из функций, которой эта машина не предлагает. Сказав это, владельцы в подавляющем большинстве дают ему хорошие отзывы, и Хобарт поддерживает его той же 5-летней гарантией, что и на модели американского производства.
Однако стоит отметить, что дуговой сварочный аппарат Hobart Stickmate 160i на самом деле производится в Китае. Это высококачественная машина, но если для вас важно «Сделано в США», это одна из функций, которой эта машина не предлагает. Сказав это, владельцы в подавляющем большинстве дают ему хорошие отзывы, и Хобарт поддерживает его той же 5-летней гарантией, что и на модели американского производства.
Усовершенствованная конструкция делает дуговой сварочный аппарат Hobart Stickmate 160i достаточно мощным для сварки стали толщиной до 1/4 дюйма при весе менее 20 фунтов.Эта машина имеет бесступенчатую регулировку силы тока с шагом 1 ампер. Есть сообщения владельцев, что машина отключает выключатели при превышении 80 ампер при 120-вольтовой мощности. Это непостоянная проблема, и ее можно решить с помощью автоматического выключателя в цепи.
Дуговой сварочный аппарат Hobart Stickmate 160i представляет собой аппарат с двойным входом, способный работать от 120 или 240 вольт. Запуск этого сварочного аппарата на входе 240 вольт — еще один способ избежать упомянутой выше проблемы с выключателем. При напряжении 240 вольт эта машина может сваривать сталь толщиной до 3/8 дюйма при силе тока 160 ампер.Это удобная и мощная машина с промышленным качеством сборки и простым управлением.
Запуск этого сварочного аппарата на входе 240 вольт — еще один способ избежать упомянутой выше проблемы с выключателем. При напряжении 240 вольт эта машина может сваривать сталь толщиной до 3/8 дюйма при силе тока 160 ампер.Это удобная и мощная машина с промышленным качеством сборки и простым управлением.
5.Сварочный аппарат с флюсовым сердечником Forney Easy Weld 140FC-I для начинающих
- Вытяжной вентилятор
- Переходник с 20 А на 15 А
- Рабочий цикл 45 % при 60 А
- Лист 24 калибра для пластины 1/4 дюйма
- Диапазон 30–140 А
Плюсы
- Широкий диапазон регулировки
- Бесступенчатая регулировка подачи
- 8-футовый заземляющий провод MIG
- Весит всего 19 фунтов
- Подходит для катушек по 2 и 10 фунтов
Минусы
- Без использования газа MIG
- Жесткая проволока плохо подается
Обзор
Даже без газовой MIG нам нравится сварочный аппарат Forney Easy 140FC-I Flux Core для начинающих. Эта машина очень легкая, ее вес составляет 19 фунтов. Эта машина включает в себя работающий вытяжной вентилятор, который охлаждает коробку и увеличивает срок службы. Когда температура не слишком высока или машина простаивает, вентилятор отключается до тех пор, пока он снова не понадобится.
Эта машина очень легкая, ее вес составляет 19 фунтов. Эта машина включает в себя работающий вытяжной вентилятор, который охлаждает коробку и увеличивает срок службы. Когда температура не слишком высока или машина простаивает, вентилятор отключается до тех пор, пока он снова не понадобится.
Forney имеет хорошую репутацию благодаря высокому качеству сборки. Сварочный аппарат с флюсовым сердечником Forney Easy 140FC-I для начинающих имеет рабочий цикл 30 процентов при 90 ампер. Выходной диапазон составляет 30-140 ампер, довольно широкий для начинающего сварщика, работающего от 120 вольт.Вы можете сваривать листовой металл 24 калибра при 30 А и 1/4-дюймовую пластину при 140 А.
С репутацией Forney в области качества и обширной дилерской сети, годовой гарантией, компактными размерами и отличной производительностью, сварочный аппарат Forney Easy 140FC-I Flux Core для начинающих не разочарует вас. Эта машина находится на вершине своего ценового диапазона по качеству, долговечности и простоте использования.
6.Weldpro MIG155Gsv Аппарат для дуговой сварки MIG/дуговым электродом для начинающих
- Двойной вход питания 120/240 В
- Диапазон выходного тока от 30 до 155 А
- Лист 24 калибра до 3/8-дюймовой пластины
- Предлагает процессы с электродами постоянного тока, MIG и Flux Core.
- Без электромагнитных помех

Плюсы
- 2T/4T пусковой замок
- Дополнительные детали для сварки TIG
- Плавная регулировка скорости проволоки и нагрева
- Включает газовый регулятор
- Поставляется с зажимом для дугового электрода
Минусы
- Некоторые пользователи жалуются на плохую подачу проволоки
- На эту машину устанавливаются только 2-фунтовые катушки с проволокой
Обзор
WeldPro MIG155Gsv — это мощный аппарат 3-в-1, который сразу после распаковки может выполнять газовую сварку MIG, сварку с флюсовой сердцевиной и сварку стержнями, что идеально подходит для начинающих. Вы также можете заказать в WeldPro дополнительные детали, чтобы сделать эту коробку пригодной для TIG на постоянном токе. Этот сварочный аппарат поставляется с входной мощностью 120 и 240 вольт двойного напряжения, что означает, что вы можете подключить его к стандартной бытовой сети и сваривать до 140 ампер или подключить его к сети 240 В, например, для обслуживания сушилки или коммерческого источника питания в бизнес-центре до 155. выходная мощность ампер.
Weldpro оснащает MIG155Gsv электронной реакционной схемой, которая контролирует дугу и динамически регулирует параметры для достижения оптимальной производительности в точке сварки.Владельцам нравится бесступенчатая регулировка скорости и нагрева, которые намного лучше, чем ступенчатые или постукивающие настройки для точной настройки в соответствии с конкретными условиями.
Этот аппарат поставляется с газовым регулятором, шлангом, горелкой MIG и электрододержателем. Есть сообщения о неустойчивой подаче проволоки и периодических проблемах с контролем качества.