Электросварка — это… Что такое Электросварка?
- Электросварка
-

Электродуговая ручная сварка покрытым электродом
Электросварка — один из способов сварки, использующий для нагрева и расплавления металла электрической дугой.
Температура электрической дуги превосходит температуры плавления всех существующих металлов. Электросварка не изменяет химического состава материала.
История
1803 год — В. В. Петров опубликовал книгу в которой описал явление электрической дуги и возможность её применения для электросварки.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
19ХХ год — Патон, электросварные башни танков, электросварной мост.
Описание процесса
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т.п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Источники
Ссылки
См. также

Wikimedia Foundation. 2010.
- Москвина, Марина Львовна
- Кубок Федерации футбола СССР
Смотреть что такое «Электросварка» в других словарях:
электросварка — электросварка … Орфографический словарь-справочник
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА. При контактной Э. через свариваемые металлы пропускают электрический ток, к рый нагревает их до точки плавления. Она производится специальными электросварочными машинами. При дуговой Э. к месту сварки ток подводится помощью тонкого … Большая медицинская энциклопедия
ЭЛЕКТРОСВАРКА — контактная электросварка, сварка … Большая политехническая энциклопедия
ЭЛЕКТРОСВАРКА — сварка, при которой свариваемые части нагреваются электрическим током. Различают электросварку дуговую и контактную … Большой Энциклопедический словарь
ЭЛЕКТРОСВАРКА — ЭЛЕКТРОСВАРКА, электросварки, мн. нет, жен. (тех.). Сварка металлов при помощи электрического тока. см. электро…. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ЭЛЕКТРОСВАРКА
электросварка — сущ., кол во синонимов: 2 • сварка (20) • электрогазосварка (3) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
Электросварка — Электросварка: способ получения сварного шва путем контактной электросварки сопротивлением, при которой свариваемые кромки механически прижимают друг к другу, а тепло для сварки выделяется вследствие сопротивления приложенному или наведенному… … Официальная терминология
электросварка — Группа способов сварки, использующая для нагрева металла электрическую энергию. Примечание Электрический нагрев позволяет получить температуры, превосходящие температуры плавления существующих металлов, не изменяет химического состава материала,… … Справочник технического переводчика
электросварка — 4.54 электросварка (electric welding): Способ получения шва сваркой электросопротивлением, при которой свариваемые кромки прижимаются друг к другу под механическим воздействием, а тепло для сварки выделяется вследствие сопротивления приложенному… … Словарь-справочник терминов нормативно-технической документации
Электросварка металлов: виды, технологии, особенности

Что такое электросварка
Если быть точным, то электросварка – процесс жесткого неразъемного соединения металлических заготовок, путем плавления основного и присадочного металлов с их последующей кристаллизацией. Сварочные работы производятся посредством электрического тока в среде защитного газа. В процессе электросварки используется сварочный трансформатор, сварочная головка с присадочным материалом (электродом) и свариваемые между собой детали. От трансформатора на сварочную головку подается положительный заряд электрического тока, на свариваемые детали – отрицательный заряд (заземление).
При поднесении электрода к заземленному металлу под действием электрического тока происходит зажигание сварочной дуги. Электрод разогревается до температуры плавления, расплавляя при этом кромки основного металла обеих соединяемых деталей. Заряженные положительно частицы расплавленного электрода притягиваются к заземленному основному металлу и переходят в сварочную ванну, перемешиваясь с основным металлом. При остывании сварочной ванны перемешанные частицы основного и присадочного металлов кристаллизуются и образуют сварочный шов – он и является монолитным неразъёмным соединением двух металлических деталей.
! Для правильной кристаллизации расплавленного металла в сварочной ванне необходима ее полная изоляция от кислорода. Это достигается за счет подачи в область сварки защитного газа, который вытесняет молекулы кислорода из зоны кристаллизации и обеспечивает получение качественного сварного соединения.
Классификация
В зависимости от способа подачи присадочного материала к сварочной ванне различают следующие типы электросварки.
Ручная дуговая сварка плавящимся электродом
В качестве присадочного материала в данном случае выступает электрод (металлический стержень из калиброванной проволоки длинной 400 – 450 мм и диаметром 2, 3, 4, 5 мм и выше). Защитный газ образуется в результате сгорания обмазки электрода (рутила, целлюлозы и др.). Подача электрода в сварочную ванну осуществляется поступательным движением руки сварщика.


Полуавтоматическая сварка проволокой в газовой среде
В качестве сварочного материала используется сварочная проволока, намотанная на катушку. Диаметр проволоки – 1,2 или 1,6 мм. Катушка вставляется в сварочный полуавтомат с тянущим механизмом, что позволяет подавать проволоку в зону сварки нажатием на установленную на сварочной головке кнопку. В качестве защитного газа выступает подающийся под давлением углекислый газ или аргон.
Автоматическая сварка под флюсом
Намотанная на катушки сварочная проволока большого диаметра (3, 4, 5 мм) непрерывно подается в зону сварки через автоматический подающий механизм. Для защиты от кислорода на сварочную ванну автоматически подсыпается флюс, под слоем которого происходит процесс плавления и кристаллизации.
Виды дефектов сварных швов и причины их возникновения
По требованию нормативных документов механические свойства сварного соединения не должны отличаться от свойств основного металла. Причины появления дефектов вытекают из нарушений технологического процесса сварки, в котором оговорены все требования к сварочным материалам, квалификации сварщика, последовательности наложения сварочных швов, температурные режимы остывания сварного соединения.
К дефектам сварных швов относится:
- деформации основного металла,
- трещины,
- поры,
- свищи,
- непровары,
- подрезы,
- несплавления,
- нарушения геометрии сварного шва и др.

Причины могут быть следующими
- Несоответствие сварочных материалов требованиям технологического процесса. К таким несоответствиям относится: Повышенная влажность обмазки электродов; перед применением электроды должны пройти сушку в термических печах по режиму, предусмотренному технологией. Ржавчина или грязь на сварочной проволоке для автоматической или полуавтоматической сварки; сварочная проволока с отклонениями от ТУ должна проходить механическую очистку на специальных установках. Несоответствие химического состава защитного газа технологическим требованиям.
- Низкий уровень квалификации сварщика. Для подтверждения своего уровня квалификации сварщики заваривают образцы, которые проходят УЗК и МПД контроль, а также механические испытания на растяжение, излом и т.д. По результатам испытания образцов сварщику присваивается соответствующий квалификационный разряд. Разряд исполнителя, требуемый для проведения сварочных работ указывается на титульном листе технологического процесса к каждому сварному узлу. Выполнение сварки менее квалифицированным сварщиком со стопроцентной гарантией приведёт к появлению дефектов.
- Нарушение режимов сварки. В техпроцессе указываются оптимальные режимы настройки сварочного трансформатора, скорость подачи сварочной проволоки, толщина и очерёдность наложения сварочных валиков. Желание исполнителя повысить производительность своей работы за счёт увеличения режимов неминуемо приводит к дефектным сварным соединениям.
- Нарушением режимов остывания сварного узла после сварки. Для образования сварного шва с равномерной структурой без внутренних и наружных трещин остывание должно происходить равномерно со скоростью, оговорённой в технологии. Результат нарушения этого раздела техпроцесса очевиден.
Методы контроля качества сварных соединений
 Требования к качеству сварных швов в машиностроении достаточно высоки. Если наружные дефекты можно обнаружить при простом визуальном осмотре сварного шва, то выявление внутренних дефектов возможно только с помощью испытаний и спецоборудования. Основная задача любого метода контроля это определение степени однородности структуры сварного шва и выявление участков с обнаруженными посторонними включениями или пустотами.
Требования к качеству сварных швов в машиностроении достаточно высоки. Если наружные дефекты можно обнаружить при простом визуальном осмотре сварного шва, то выявление внутренних дефектов возможно только с помощью испытаний и спецоборудования. Основная задача любого метода контроля это определение степени однородности структуры сварного шва и выявление участков с обнаруженными посторонними включениями или пустотами.
Контроль качества сварного соединения может быть следующим:
- Контроль керосином. Такой вид контроля применяется для сварных швов в открытых металлических емкостях, требующих герметичных соединений деталей. В этом случае с одной стороны шов покрывается водным раствором мелового порошка. После высыхания мела с другой стороны шва наносится керосин. Через некоторое время при наличии дефектов в сварном соединении керосин проступает через них и образует темные пятна на меловом покрытии. Дефектные участки шва выбираются механическим путём и перевариваются. После чего проводится повторный контроль керосином.
- Контроль давлением. Используется для контроля сварных соединений закрытых емкостей. Входные отверстия закрытой емкости герметично закрываются и вовнутрь подаётся сжатый воздух с избыточным давлением. Если на протяжении определённого времени стрелка манометра не показывает снижение давления внутри емкости, то все швы считаются годными. Если давление падает, то дефектные участки выявляют с помощью обмыливания мыльным раствором и исправляют.
- Магнитопорошковая дефектоскопия (МПД) – применяется при выявлении наружных дефектов сварного шва. Зачищенное до металлического блеска сварное соединение покрывается специальным раствором – индикатором и просвечивается лампой с ультра-фиолетовым излучением. В случае обнаружения повышенной концентрации раствора – индикатора дефектный участок бракуется и подлежит исправлению.
- Ультразвуковой контроль (УЗК) – применяется для обнаружения внутренних дефектов и основан на принципе изменения длины звуковой волны при прохождении через материалы различной плотности. Изменение длины волны при прохождении через дефектный участок фиксируется прибором и определяется глубина залегания некачественного наплавленного металла.
- Рентгеноскопия. Метод контроля применяется для сложнодоступных сварных швов, к которым другие методы контроля невозможны. При прохождении через сварной шов рентгеновских лучей дефектные участки с отличной от основного состава плотностью проявляются на рентгеновском снимке. По форме и размерам дефектного участка определяется природа появления дефекта и принимается решение о браковке или разбраковке сварного соединения.
Если вас интересует сварка нержавейки, черных и цветных металлов с соблюдением стандартов качества, то компания ЗАО «Завод Пиляко» готова предложить свои услуги. Наши профессиональные сварщики проведут сварочные работы в соответсвии с самыми строгими технологичекими требованиями. Мы осуществляем ручную дуговую сварку, полуавтоматическую в газовой среде, а также аргоновую TIG (ТИГ)-сварку. Будем рады сотредничеству!
техника зажигания дуги и особенности процесса
Электродуговая сварка — один из самых распространенных в быту, мелкосерийном производстве и промышленности видов сварки. Ее также можно назвать дуговой сваркой плавлением.
Каждому начинающему сварщику полезно знать основы дуговой сварки — принцип ее действия, условия, которые необходимы для возникновения высокотемпературной дуги, виды сварочных аппаратов для бытового применения, и некоторые отдельные параметры и особенности процесса.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
 Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле.
В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока.
Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Области сварочной дуги
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.
 Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
 Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Электроды и защитные газы
 Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления.
Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых.
Каждый из них подбирается под конкретный металл и способ сварки. Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка.
Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Требования госстандартов
На электродуговую, как и на многие сварки плавлением, существуют свои ГОСТы, которые обязательны к выполнению на любом производстве. Они описывают классификацию сварки металлов, методы оценки качества, специфику применяемых присадок и флюсов, и многое другое.
В частности, ГОСТ 11533-75 описывает автоматическую и полуавтоматическую дуговую сварку под флюсом, ГОСТ 14771-76 — дуговую сварку в защитных газах. Сварщики, работающие на предприятии, обязаны знать требования госстандартов минимум в своей конкретной области.
Дуговая сварка — это… Что такое Дуговая сварка?
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
Патон, Евгений Оскарович
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Cм. также
Источники
Wikimedia Foundation. 2010.
Электродуговая сварка: технологии, оборудование
Электродуговая сварка является наиболее распространенным способом соединения разных видов металлов. Этот процесс обладает универсальностью, его применяют повсеместно в производстве и в бытовых условиях.
У него имеется множество положительных качеств — простое выполнение, не требует использования дорогостоящего оборудования, сварку могут проводить даже новички в этом деле. Но все же перед тем как приступать к работе рекомендуется изучить ее основные принципы и особенности.

Что такое электродуговая сварка
Важно знать, что такое электродуговая сварка. Во время этого технологического процесса происходит расплавление примыкающих друг к другу областей двух свариваемых элементов при помощи тепла, которое поступает от электрической дуги. Сварочная ванна перемещается за электродугой. А при застывании она переходит в состояние прочного и неразъемного соединения, которое также называют сварным швом.
Технология электродуговой сварки металлов имеет характерную особенность. Расплавленная металлическая основа способна усиленно взаимодействовать с кислородом воздуха и азотом.
Для того чтобы защитить сварочную ванну обычно применяются следующие виды газов:
- Аргон;
- Углекислый газ;
- Гелий и другие инертные газы.
Стоит отметить! Сварка электрической дугой может проводиться с применением плавящихся электродов, материал которых войдет в сварной шов, а также неплавящихся. В данных ситуациях флюсовые добавки насыпаются вдоль линии соединения в виде порошка.
Принцип электродуговой сварки
В технологии электродуговой сварки имеется несколько принципов — короткое замыкание и пробой. Именно на последний показатель стоит обратить повышенное внимание.

В данном случае за основу берется пробой диэлектрика, который возникает при наполнении межатомного пространства частицами с электрическим зарядом. Ионы создают положительные заряды, а электроны — отрицательные. В некоторых ситуациях пробой возможен для любых диэлектриков. Но вот что касается электродуговой сварки металлов, то во время нее применяется пробой воздушного пространства между электродом и массой.
Во время сварки на электроде создается заряд тока с низким показателем напряжения, но с высокой силой — примерно 80-200 А. Также наблюдается огромная плотность — несколько тысяч А/м2.
В момент касания электрода массы, а именно другого материала с высокими показателями электропроводности при сваривании металлических конструкций, то может возникнуть короткое замыкание, которое создает электрическое поле с высокой мощностью. Именно в нем возникает пробой.
Виды и способы
Электрическая дуговая сварка имеет несколько разновидностей. Каждая из них обладает некоторыми отличительными особенностями, которые оказывают влияние на качество и вид сварного соединения.
Выделяют следующие виды электродуговой сварки:
- Ручная электродуговая сварка. Во время нее используется только ручная сила человека без механизмов;
- Механизированного вида. Во время процесса используется механизация при подаче проволоки в область сваривания, а часть работы производится ручной силой;
- Автоматического типа. Сварка осуществляется в автоматическом режиме. Специальное оборудование самостоятельно подает дугу, регулирует показатели ее длине, перемещение.
Технологический процесс электродуговой сварки также разделяется на способы:
- Пучком. Во время сварки производится связывание в пучок нескольких электродов, сваривание их торцов и установка в держателе. Используется больший диапазон токов и можно самостоятельно увеличивать показатели производительности.
- Сварка лежачим электродом. Во время этого процесса может производиться укладка с длиной от 50 до 120 см с обмазкой в разделанный стык или угол. На него помещается медный брус с продольной канавкой. После этого заготовка и электрод подсоединяются к источнику тока. Угольный стержень поджигает дугу, которая уходит под область бруска. Она перемещается по стыку, расплавляет рабочий элемент и сваривает кромку. В результате этого получается сварное соединение.
- Сварка наклонным электродом. Данный метод проводится для повышения производительности. Во время него электрод фиксируется в зажиме с обоймой, которая перемещается под своей массой по стойке. В момент зажигания дуги, электрод оплавляется, а обойма опускается вниз.
Виды аппаратов
Обычно при проведении электродуговой сварки используется простой сварочный аппарат — трансформаторный. Он работает по принципу обычного трансформатора, понижает напряжение и повышает ток. Данное устройство варит при помощи переменного тока.

Однако трансформаторное сварочное оборудование неудобное, оно обладает огромными размерами. По этой причине могут возникнуть проблемы с его перемещением. Для этих целей требуется специальное приспособление на колесиках.
Если требуется мобильный сварочный аппарат для электродуговой сварки, то отличным вариантом будет инвертор. Данное оборудование первым делом преобразует переменный ток от бытовой сети в ток с высокой частотой. А уже после этого оно переводит его в постоянный. Кроме этого устройства этого вида имеют небольшую массу, компактные габариты.
Инверторное сварочное оборудование для электродуговой сварки помогает добиться максимальной стабильности дуги. Именно это оказывает положительное воздействие на качество шва. Кроме этого устройство позволяет использовать разные режимы — с прямой и обратной полярностью.
Особенности проведения работ
Электродуговая сварка чугуна и других видов металла должна проводиться правильно. Соблюдение всех принципов и правил позволит получить прочный и качественный сварной шов.

Технология ручной электродуговой сварки включает несколько особенностей:
- На начальном этапе производится зачистка и обезжиривание заготовок, может выполняться их разрезание. К ним требуется приставить раскаленный электрод. Торцевая часть электрода делит область поверхности свариваемого элемента на ионы и электроны;
- Для того чтобы сварка была быстрее, а результат был качественным, на поверхность сварного материала (электрода) следует нанести специальные элементы. В качестве него рекомендуется использовать кальций, калий, натрий. Они ускоряют разделение металла на частицы;
- Сварочный процесс может осуществляться с использование открытой или закрытой дуги. В открытом состоянии в металлическую основу будет проникать много азота, это окажет пагубное влияние на структуру сварного шва. Для снижения этого негативного воздействия на электроды требуется нанести слой металла. В условиях промышленности наиболее оптимальным вариантом будет использование закрытого метода, при его проведении зона сварки будет защищена от воздействия кислорода;
- Далее необходимо установить электрод в оборудование для электродуговой сварки — инвертер. При помощи конца прута требуется провести два раза по торцам свариваемых металлических компонентов — это произведет разжигание дуги. После того как будет включен сварочный аппарат необходимо установить ток на требуемом уровне;
- Во время сварочного процесса электрод опирается на поверхность свариваемых деталей и медленно водится по области зазора. В сварочную ванну поступает жидкий металл, который во время застывания образует прочный и ровный сварной шов. Использование специальной технологической карты позволит точно рассчитать мощность, ток и продолжительность воздействия дуги;
- Сваривание вертикальных швов производится при помощи дуги. Уровень угла соприкосновения электрода и свариваемой поверхности должен быть прямым. Допускается небольшое отклонение на 10 градусов;
- Чтобы предотвратить наплавление жидкого металла в одной области может применяться техника елочки, треугольника или многослойное прохождение тонкой дуги.
Важно! Сварщик во время электродуговой сварки обязательно должен соблюдать все правила и этапы. Каждый метод сваривания подбирается в зависимости от используемого металла и условий проведения сварки (в промышленных или бытовых условиях).
Меры безопасности
Во время проведения электродуговой сварки обязательно следует соблюдать следующие меры безопасности:
- Обязательно требуется надевать защитную форму и обувь из плотного материала. Данные средства смогут защитить тело от раскаленного металла, который может вызвать сильные ожоги. Рукава требуется плотно застегнуть, на кисти рук надеваются перчатки.
- Если нет защитной формы, то вместо нее можно воспользоваться хлопчатобумажной одеждой.
- От яркого света и искры от раскаленного металла лицо и глаза необходимо закрыть защитной маской.
- Сварочные работы должны выполняться в проветриваемых помещениях.
- Перед началом работ рекомендуется подготовить воду или огнетушитель. Раскаленные частицы металла, искры могут привести к пожару, поэтому все средства для его предотвращения должны быть под рукой.
Обратите внимание! Технику безопасности обязательно нужно строго соблюдать. Если этого не делать, то во время сварочного процесса можно по неосторожности получить серьезные травмы.
Электродуговая сварка является популярной технологией, которая отлично подходит для сваривания разных видов металлов. Проведение процесса должно осуществлять правильно с соблюдение важных принципов. Работу требуется делать все поэтапно, это позволит подучить ровный и прочный шов. Но не стоит забывать про необходимые меры безопасности, которые защитят от травм и помогут сделать все правильно.
Интересное видео
3 этапа + 7 советов по безопасности
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто.
В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов.
Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.

Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
| Преимущества электросварки | Недостатки электросварки |
|---|---|
| Конструктивная простота. | Вред электромагнитного излучения и света. |
| Универсальность применения вне зависимости от пространственного положения – вертикальная, горизонтальная, под углом в 45 градусов и так далее. | Коэффициент полезного действия базируется на умениях сварщика. При неимении таковых, конечный результат окажется плачевным. |
| Большое число металлов, которые можно соединить при помощи электрической дуговой сварки. | От мастера необходимы базовые навыки использования агрегата + от 30 часов практической наработки в простых условиях. |
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка

Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде

Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом

Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки:
- Подача проволоки за счет специальных роликов.
- Посредством контакта скользящего типа производится подведение к проволоке электрического тока.
- Начинается движение электрода вдоль разметки для шва.
- Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды.
- Образование шва.
- Очистка от шлаковой корки.
- Сбор излишек флюса для повторного использования.
Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремиться вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.

В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги:
- Выдача оборудованием требуемого уровня напряжения.
- Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе.
- При касании конечной части электрода к металлу, возникает электрическая дуга.
- При помощи сварщика происходит формирование сварочного шва.
- При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений.
- После застывания с поверхности шва аккуратно удаляется шлаковый слой.
Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места

Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
| Средства защиты | Инструментарий |
|---|---|
| Маска сварщика со специальным фильтром света – инструмент убережет глаза мастера от слишком яркого света + излучения электрической дуги. | Непосредственно сварочный аппарат. Инвертор или мини-трансформатор. |
| Перчатки спилкового типа, которые уберегут кожу рук от капель горячего металла. | Болгарка, выполняющая роль шлифовального инструмента для подготовки поверхности и выравнивания швов. |
| Одежда из плотной ткани, которая не поддается процессу горения (хотя бы частично). | Щетка по металлу. |
| Специальная шапка под маску. | Струбцины разных размеров для фиксации свариваемых деталей. |
| Жаростойкая обувь. | Электроды. |
| Респиратор. Особо важен при сварке цветных металлов. | Слесарские инструменты – зубило, молоток, пассатижи и прочее. |
Устройство и принцип работы сварочного трансформатора
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.

Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.

Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Сварка алюминия при помощи электрода
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.

При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.

Методы розжига дуги:
- чирканье. Процедура сравни зажиганию головки спички;
- постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем.
В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва

После зажигания дуги, начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.

Электрод может располагаться в 3 позициях:
углом вперед.
Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
углом назад.
Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
прямой угол.
Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.

Для образования широкого шва, прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
- Ток в промежутке ото 20 до 30А.
- Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
- Перед наложением шва, поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
- При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
- Шов ведется углом вперед.
- Повышенная скорость ведения шва.
- Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Диффузионная сварка металлов
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности:
- осмотр инструментария на наличие механических повреждений;
- заземление;
- регулярная проверка соединения заготовки с контактом;
- качественная изоляция кабелей;
- влажность не более 75%;
- использование маски, перчаток и других средств индивидуальной защиты;
- наличие огнетушителя рядом с рабочим местом.
Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.

Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
| Дефект | Причина |
|---|---|
| Непровар | Возникает при большой скорости перемещения прутка вдоль шва, либо из-за неправильной калибровки напряжения в цепи. |
| Подрез | Канавка вдоль шва. Возникает из-за слишком большой длины электрической дуги. Для исправления в процессе сварки требуется корректировка силы тока. |
| Прожог | Дырки в свариваемой поверхности на месте шва. |
| Пористость | Когда сквозняк в помещении сдувает газовое облако, защищающее от внешнего воздействия ванну. |
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Представленные инструкции и советы не могут полностью закрыть пробел в вопросе, как научиться варить электросваркой металл, но упростить жизнь новичка способны на 50%, минимум. Если вы опытный сварщик + имеется опыт работы с тонкостенными металлами, ждем советов в комментариях. Удачи и крепкого здоровья нашим читателям!
Электросварка
Дата публикации: .
Категория: Электротехника.
Электросварка бывает двух типов: 1) дуговая и 2) электросварка методом сопротивления.
Дуговая электросварка
Дуговая электросварка изобретена русским инженером Н. Н. Бенардосном в 1882 году.
Николай Николаевич Бенардос (1842 – 1905), кроме электрической сварки и пайки металлов, изобрел способ электролитического покрытия медью корпусов железных судов. Н. Н. Бенардос является конструктором комбинированного газоэлектрического паяльника. Он впервые применил электрическую дугу для резки металлов под водой. Н. Н. Бенардос получил звание почетного инженера-электрика.
При дуговой электросварке используют тепло, выделяемое электрической дугой. При сварке по способу Бенардоса один полюс источника напряжения присоединяют к угольному стержню, а другой полюс – к деталям, которые необходимо сварить (рисунок 1). В пламя электрической дуги вводится тонкий металлический стержень, который плавится, и капли расплавленного металла, стекая на детали и застывая, образуют сварочный шов.

Рисунок 1. Электросварка по способу Бенардоса (с угольным электродом)
В 1891 году русский инженер Н. Г. Славянов предложил другой способ дуговой электросварки, который получил наибольшее распространение. Николай Гаврилович Славянов (1854 – 1897) работал на Воткинском заводе и в Мотовилихе (около города Перми). В 1893 году на Всемирной выставке Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толченого стекла (флюса).
Электросварка по способу Славянова состоит в следующем. Угольный стержень заменен металлическим электродом (рисунок 2). Плавится сам электрод, и расплавленный металл, застывая, соединяет свариваемые детали. По использовании электрода его заменяют новым.

Рисунок 2. Электросварка по способу Славянова (с металлическим электродом)
Прежде чем сваривать деталь, ее нужно тщательно очистить от ржавчины, окалины, масла, грязи с помощью зубила, напильника, шкурки.

Рисунок 3. Пример сварочного шва, получившегося после применения электродуговой сварки
Для создания устойчивой дуги и получения прочного шва металлические электроды обмазывают специальными составами. Такая обмазка во время плавления электрода при работе также плавится и, заливая сильно нагретые поверхности свариваемых деталей, не дает им окисляться.
Замедленная съемка работы дуговой сварки:
Электросварка методом сопротивления
Если сложить вплотную два куска металла и пропустить по ним сильный электрический ток, то за счет выделения тепла в месте касания кусков (ввиду большого переходного сопротивления) последние прогреются до высокой температуры и сварятся.

Рисунок 4. Контактная электросварка
В настоящее время электросварка как и дуговая, так и методом сопротивления прочно вошла в промышленность и получила очень широкое распространение. Сваривают листовую и угловую сталь, балки и рельсы, мачты и трубы, фермы и котлы, суда и так далее. Сваркой выполняют новые и ремонтируют старые детали из стали, чугуна и цветных металлов.
Видео электросварка методом сопротивления:
Ученые и изобретатели нашей страны разработали множество новых методов применения электросварки. Профессор К. К. Хренов предложил способ подводной электросварки, широко использованный при строительстве газопровода Саратов – Москва. Автоматическая сварка, предложенная академиком Е. О. Патоном, позволяет очень быстро и высококачественно сваривать металлы в массовом производстве. Академик В. П. Никитин сконструировал сварочный аппарат, позволяющий производить сварку с помощью наиболее распространенного сейчас переменного тока. Аппарат имеет особую деталь – осциллятор, назначение которого заключается в том, чтобы вырабатывать переменный ток высокого напряжения и очень высокой частоты, что обеспечивает устойчивое горение дуги при сварке тонких и толстых металлических деталей.
При замыкании и размыкании рубильником или выключателем электрических цепей, а также замыкании и размыкании контактов приборов и аппаратов электрическая искра, возникающая между контактами, и нередко следующая за ней электрическая дуга плавят металл, и контакты обгорают или свариваются, нарушая работу установки. Это явление называется электрической эрозией (от латинского слова «эрого» — выгрызаю). Искра при своем появлении как бы «грызет» металл. Для борьбы с искрой иногда между контактами параллельно искровому промежутку включают конденсатор определенной емкости.
Инженеры Б. Р. Лазаренко и И. Н. Лазаренко использовали свойство электрической искры «грызть металл» в сконструированной ими электроэрозионной установке. Работа установки в основном состоит в следующем. К металлическому стержню подводится один провод от источника напряжения. Другой провод присоединяется к обрабатываемой детали, находящейся в масле. Металлический стержень заставляют вибрировать. Электрическая искра, возникающая между стержнем и деталью, «грызет» деталь, проделывая в ней отверстие, одинаковое с формой сечения стержня (шестигранное, квадратное, треугольное и так далее).
Источник: Кузнецов М. И., «Основы электротехники» — 9-е издание, исправленное — Москва: Высшая школа, 1964 — 560с.
Что такое электросварка? (с изображением)
Электросварка — это процесс нагрева и сварки двух металлических частей вместе с помощью мощного электрического тока. Его изобрел профессор Элиху Томсон. Это требует использования специального устройства, называемого динамо-машиной, которое выпускает ток, используемый для сварки.
 Сварщики должны носить шлем во время сварки, чтобы защитить лицо от искр и летящих материалов.
Сварщики должны носить шлем во время сварки, чтобы защитить лицо от искр и летящих материалов.В отличие от более традиционных методов, электросварка требует минимальных навыков и понимания со стороны оператора динамо-машины. Он должен только изучить надлежащую температуру сварки используемого металла, но не обязан изучать более сложные процессы традиционной сварки.Использование динамо-машины при этом типе сварки является саморегулирующимся, и для нормальной работы требуется лишь периодическая смазка. Это делает этот метод идеальным для начинающего сварщика.
Сплави любые два подобных куска металла можно соединить электросваркой. Таким же образом можно сваривать два разных куска металла, если точка сварки одного из них не превышает точку сварки другого.Если разница в температуре сварки является проблемой, металлы все равно можно сваривать с использованием заусенцев в точке сварки.
В процессе электросварки металлические детали соединяются между собой медными зажимами. Электричество пропускается через детали, нагревая их и соединяя в точке, где встречаются две металлические детали.Кажется, что тепло будет больше всего в точке встречи двух металлов, но область, где металлы закручены и не соприкасаются, сначала нагревается, а затем излучается наружу к стыкам.
Распределение тепла регулируется путем обеспечения равномерного движения с помощью регулирующего рычага.Это гарантирует, что оба металла станут мягкими и соединятся друг с другом одновременно. По окончании процесса электросварки образуется бесшовное соединение.
Преимущества электросварки заключаются в том, что этот метод не расходует лишнее топливо и обеспечивает заданную точность.Тепло не выходит далеко за пределы точки сварки. Это делает его идеальным для изолированных проводов. Концы каждого провода можно сваривать, оставляя изоляцию нетронутой.
Хотя электросварка может потреблять до 50 000 ампер электричества, она использует электродвижущую силу, которая содержит только половину вольта электричества. Это делает динамо-машину неспособной поражать человека электрическим током или шокировать его во время использования.Сварка с использованием электричества может занять от долей секунды до нескольких минут в зависимости от работы, и этот метод можно использовать как для больших, так и для небольших работ.
,Что такое сварка? — Определение, процессы и типы сварных швов
Сварка — это операция, при которой две или более частей соединяются с помощью тепла или давления, либо того и другого. Обычно он используется для обработки металлов и термопластов, но также может применяться для обработки дерева.
Эта статья — одна из серии часто задаваемых вопросов TWI.
Некоторые материалы требуют использования определенных процессов и методов. Число считается « несвариваемым », термин, который обычно не встречается в словарях, но полезен и информативен.
Соединяемые детали называются исходным материалом . Материал, добавляемый для формирования соединения, называется наполнителем или расходным материалом . По форме эти материалы могут быть названы основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. Д.
Расходные материалы обычно выбираются так, чтобы они были аналогичны по составу основному материалу, таким образом формируя однородный сварной шов, но бывают случаи, например, при сварке хрупких чугунов, когда используется наполнитель с совершенно другим составом и, следовательно, свойствами.Такие сварные швы называют неоднородными.
Готовый сварной шов может называться сварной конструкцией .
Если у вас есть вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
В комплекте:
- Как работает сварка?
- Общие конфигурации швов
- Виды сварных соединений
- Источники энергии
- Различные типы и для чего они используются
- Услуги
- Где используется?
Соединение металлов
В отличие от пайки и пайки, при которых основной металл не плавится, сварка представляет собой процесс с высокой температурой плавления основного материала.Обычно с добавлением наполнителя.
Нагрев при высокой температуре вызывает образование сварочной ванны из расплавленного материала, которая охлаждается с образованием соединения, которое может быть прочнее, чем основной металл. Давление также можно использовать для создания сварного шва, наряду с нагревом или отдельно.
Он также может использовать защитный газ для защиты расплавленного металла и присадочного металла от загрязнения или окисления.
Соединение пластмасс
При сварке пластмасс также используется тепло для соединения материалов (но не в случае сварки растворителем), и выполняется в три этапа.
Во-первых, поверхности подготавливаются перед приложением тепла и давления и, наконец, материалам дают остыть для плавления. Способы соединения пластмасс можно разделить на методы внешнего и внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение дерева
При сварке древесины для соединения материалов используется тепло, выделяемое трением. Соединяемые материалы подвергаются большому давлению, прежде чем линейное движение трения создает тепло для соединения деталей друг с другом.
Это быстрый процесс, который позволяет соединить древесину без клея и гвоздей за считанные секунды.
стыковое соединение
Соединение между концами или краями двух частей, образующих угол между собой 135–180 ° включительно в области стыка.
Т соединение
Соединение между концом или краем одной части и лицевой стороной другой части, при этом части составляют угол друг с другом от более 5 до 90 ° включительно в области соединения.
Угловой шарнир
Соединение между концами или краями двух частей, образующих угол друг к другу более 30, но менее 135 ° в области соединения.
Кромочный стык
Соединение краев двух частей под углом друг к другу от 0 до 30 ° включительно в области стыка.
Крестообразный шарнир
Соединение, в котором две плоские пластины или два стержня приварены к другой плоской пластине под прямым углом и на одной оси.
Lap Joint
Соединение между двумя перекрывающимися частями, образующими угол между собой 0-5 ° включительно в области сварного шва или сварных швов.
Сварные швы на основе конфигурации
Сварка с пазом
Соединение между двумя перекрывающимися компонентами, выполненное путем наложения углового сварного шва по периферии отверстия в одном компоненте таким образом, чтобы соединить его с поверхностью другого компонента, открытой через отверстие.
Электрозаклепка
Сварка, выполненная путем заполнения отверстия в одном компоненте заготовки присадочным металлом так, чтобы соединить его с поверхностью перекрывающегося компонента, открытого через отверстие (отверстие может быть круглым или овальным).
На основе проникновения
Сварной шов с полным проплавлением
Сварное соединение, в котором металл шва полностью проникает в соединение с полным проплавлением корня. В США предпочтительным термином является шов с полным проплавлением (CJP, см. AWS D1.1).
Сварной шов с частичным проплавлением
Сварной шов, в котором проплавление намеренно меньше полного проплавления. В США предпочтительным термином является шов с частичным проплавлением (PJP).
Сварные швы с учетом доступности
Характеристики завершенных сварных швов
Под сварку встык
Угловой шов
Основной металл
Металл, соединяемый или покрываемый сваркой, пайкой или пайкой.
Присадочный металл
Металл, добавленный во время сварки, пайки твердым припоем или наплавки.
Сварной металл
Весь металл расплавился во время сварки и остался в сварном шве.
Зона теплового воздействия (HAZ)
Часть основного металла, подвергшаяся металлургическому воздействию тепла сварного шва или термической резки, но не расплавленная.
Линия Fusion
Граница между металлом шва и ЗТВ при сварке плавлением. Это нестандартный термин для обозначения сварного соединения.
Зона сварки
Зона, содержащая металл шва и ЗТВ.
Приварной шов
Поверхность сварного шва, открытая со стороны, с которой был выполнен сварной шов.
Корень сварного шва
Зона на стороне первого участка, наиболее удаленной от сварщика.
Носок под приварку
Граница между поверхностью шва и основным металлом или между прогонами. Это очень важная особенность сварного шва, так как пальцы ног являются точками высокой концентрации напряжений и часто они являются точками возникновения различных типов трещин (например, усталостных трещин, холодных трещин).
Чтобы снизить концентрацию напряжения, пальцы ног должны плавно переходить в поверхность основного металла.
Избыток металла шва
Сварной металл, лежащий вне плоскости, соединяющей пальцы ног. Другие нестандартные термины для этой особенности: армирование, перелива.
Примечание: термин «армирование», хотя и обычно используется, не подходит, потому что любой избыток сварочного металла над поверхностью основного металла не делает соединение прочнее.
Фактически, толщина, учитываемая при проектировании сварного компонента, является расчетной толщиной горловины, которая не включает излишки металла шва.
Пробег (проход)
Металл расплавился или выпал во время одного прохода электрода, горелки или выдувной трубки.
Слой
Слой металла шва, состоящий из одного или нескольких прогонов.
Различные процессы зависят от используемого источника энергии с использованием множества различных доступных методов.
До конца XIX века кузнечная сварка была единственным методом, который использовался, но с тех пор были разработаны более поздние процессы, такие как дуговая сварка.Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Необходимо соблюдать осторожность при использовании этих процессов, поскольку они могут привести к ожогам, поражению электрическим током, повреждению зрения, воздействию радиации или вдыханию ядовитых сварочных паров и газов.
Существует множество различных процессов со своими собственными технологиями и приложениями для промышленности, к ним относятся:
Arc
Эта категория включает ряд общих ручных, полуавтоматических и автоматических процессов.К ним относятся сварка металла в среде инертного газа (MIG), сварка штучной сваркой, сварка в среде инертного газа вольфрама (TIG), газовая сварка, сварка в среде активного газа (MAG), дуговая сварка порошковой проволокой (FCAW), газовая дуговая сварка металлическим электродом (GMAW), дуга под флюсом. сварка (SAW), дуговая сварка в среде защитного металла (SMAW) и плазменная сварка.
В этих методах обычно используется присадочный материал, и они в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никель и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и др.
Трение
Сварка трением соединяет материалы с использованием механического трения. Это можно сделать различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
При механическом трении выделяется тепло, которое смягчает смешанные материалы, создавая связь по мере их охлаждения. Способ соединения зависит от точного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и ротационная сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, поскольку оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не поддаются сварке.
Процессы трения используются в промышленности, а также изучаются как метод склеивания древесины без использования клея или гвоздей.
Электронный луч
В этом процессе соединения сплавлением для соединения материалов используется пучок высокоскоростных электронов.Кинетическая энергия электронов преобразуется в тепло при столкновении с деталями, заставляя материалы плавиться вместе.
Электронно-лучевая сварка (ЭЛС) выполняется в вакууме (с использованием вакуумной камеры), чтобы предотвратить рассеивание луча.
ЭЛС имеет много общих применений, например, для соединения толстых профилей. Это означает, что его можно применять во многих отраслях, от авиакосмической до атомной энергетики и от автомобильной до железнодорожного транспорта.
Лазер
Используется для соединения термопластов или кусков металла, в этом процессе используется лазер для создания концентрированного тепла, идеально подходящего для сварных швов, глубоких сварных швов и высоких скоростей соединения.Благодаря простой автоматизации, высокая скорость сварки, с которой может выполняться этот процесс, делает его идеальным для применения в больших объемах, например, в автомобильной промышленности.
Сварка лазерным лучом может выполняться на воздухе, а не в вакууме, например, при сварке электронным лучом.
Сопротивление
Это быстрый процесс, который обычно используется в автомобильной промышленности. Этот процесс можно разделить на два типа: контактная точечная сварка и контактная сварка швом.
При точечной сварке используется тепло, передаваемое между двумя электродами, которое прикладывается к небольшой площади, когда детали зажимаются вместе.
Шовная сварка аналогична точечной сварке, за исключением того, что электроды заменяются вращающимися колесами, что обеспечивает непрерывный сварной шов без утечек.
TWI предлагает один из самых обширных наборов услуг.
,Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Эта статья — одна из серии часто задаваемых вопросов TWI.
Если у вас есть вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
contactus @ twi.co.uk
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.
Дуга может управляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве дугой до высоких температур, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают с образованием металлургической связи.
Какие бывают типы дуговой сварки?
Этот процесс можно разделить на два разных типа; методы плавления и неплавящегося электрода.
Методы расходных электродов
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)
Также известная как Газовая дуговая сварка металла (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW)
Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка под защитным флюсом или сварка штангой — это процесс, при котором дуга зажигается между металлическим стержнем (электрод с покрытием из флюса) и заготовкой. поверхность стержня и заготовки плавятся, образуя сварочную ванну. Одновременное плавление флюсового покрытия на стержне приведет к образованию газа и шлака, защищающего сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный как альтернатива SMAW, FCAW использует непрерывно запитанный расходный порошковый электрод и источник постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Дуговая сварка под флюсом (SAW)
Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем из плавкого флюса, который становится проводящим при расплавлении, обеспечивая прохождение тока между деталью и электродом.Флюс также помогает предотвратить разбрызгивание и искры, подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится по мере того, как расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло для плавления проволоки и кромок пластины генерируется за счет сопротивления расплавленного шлака прохождению электрического тока.Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся для образования соединения, с другой металлической деталью.
Методы использования неплавящихся электродов
Сварка вольфрамом в среде инертного газа (TIG)
Также известная как Газовая вольфрамовая дуговая сварка (GTAW) , использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и ванны расплава от атмосферного загрязнения.
Плазменная дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса резака. Электрическая дуга используется для ионизации газа в горелке и создать плазму, которую затем протирают через отверстие тонкой в аноде, чтобы достигнуть опорной плиты. Таким образом плазма отделяется от защитного газа.
,Принципы сварки | Что такое сварка? | Основы автоматизированной сварки
На этой странице в качестве примеров объясняются принципы сварки плавлением, сварки давлением и пайки / пайки посредством дуговой сварки, точечной контактной сварки и пайки.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей. Скачать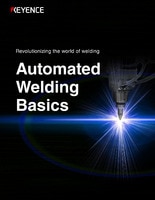
Сварка плавлением — это наиболее распространенный метод сварки.
Сварка плавлением — это процесс сварки путем плавления одного или обоих из основного материала и присадочного материала.
Дуговая сварка — распространенный пример сварки плавлением. Дуговая сварка и лазерная сварка обычно используются для автоматической сварки с использованием манипуляторов. На сложных линиях сборки изделий, например, для автомобильных деталей, в зависимости от характеристик или условий процесса используются роботизированная сварка и сварка людей.
- Дуговая сварка
-
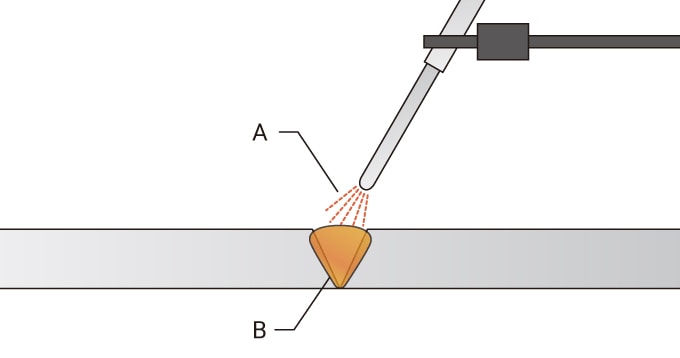
Сварку давлением можно разделить на три типа: сварка трением использует свойство, при котором, когда материал деформируется под действием определенной силы, деформация сохраняется даже после снятия силы (пластичность).Сварка под давлением в газе соединяет два основных материала, приводя их в контакт под давлением и нагревая их газом. Точечная сварка сопротивлением соединяет два основных материала, удерживая их вместе и проводя электрический ток, чтобы нагреть их теплом, генерируемым электрическим сопротивлением.
Поскольку точечную сварку трением и сопротивлением можно автоматизировать без вмешательства человека, они широко используются в автоматах для сварки давлением на объектах FA (автоматизация производства).
- Точечная контактная сварка
-
- Сила давления
- Протекание электрического тока
- Электроды
- Сварные материалы
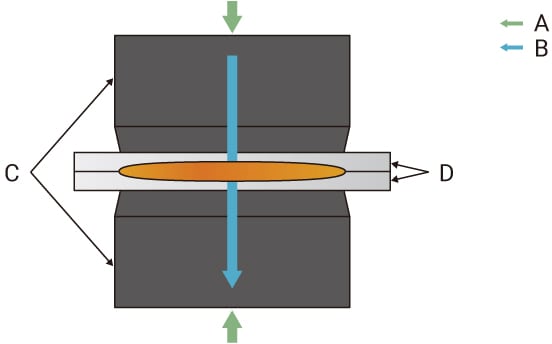
Пайка / пайка — это метод соединения основных материалов с использованием присадочного материала (паяльной пасты), который имеет более низкую температуру плавления (точку плавления).Присадочные материалы смешаны с флюсом, чтобы предотвратить плавление основного материала и обеспечить надлежащее соединение с основным материалом.
Присадочные материалы должны не только иметь температуру плавления ниже, чем у основного материала, но также обеспечивать высокое сродство для обеспечения атомной связи между расплавленным наполнителем и основными материалами.
В зависимости от соединяемых материалов используются различные присадочные материалы, например алюминий, серебро, фосфорная медь и латунь.Мягкие присадочные материалы с низкими температурами плавления, такие как цинк, свинец, олово и сплавы олово-свинец, обычно называют припоями.
Так как пайка и пайка могут легко соединять металлы, она широко используется в производстве товаров народного потребления, изобразительного искусства и ремесел, а также в стоматологии. Пайка, в которой используется проводимость присадочных материалов, используется для электронных схем и других устройств в различных отраслях промышленности, от бытовой техники, авиации, ядерной энергетики и химического оборудования.
- Присадочный материал или припой
- Присоединенный раздел
Дом
,