Теория сварки. Советы для начинающих сварщиков
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга питамая переменным током
В зависимости от способов сварки применяют ту или иную полярность. Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
Электроды для дуговой сварки бывают
- плавящиеся сварочные электроды
- неплавящиеся электроды (угольный, графитовый и вольфрамовый)
Дуговая сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) — сварка в среде углекислого газа, аргонно-дуговая сварка.
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Электродные покрытия применяются для для создания защитной атмосферы во время плавления, введения легирующих добавок в сварной шов и т.п.
Стабилизирующие электродные покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные электродные покрытия
Полную информацию смотрите здесь >>>
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные электродные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Все о технологии электродуговой сварки
SMAW: дуговая сварочная технология в протекторной сфере (например, во флюсовой среде для обеспечения защиты металлических поверхностей от негативного воздействия воздуха). Данное обозначение распространено как в зарубежной, так и в отечественной технической документации.Технология ручной электродуговой сварки требует расплавления кромок соединяемых деталей с помощью электрического дугового разряда. Поэтому приходится работать с оборудованием, способным вырабатывать ток большой силы при небольшом напряжении. Тогда к одному зажиму прикрепляется деталь, а к другому – электрод. Между электродами получается дуга, и в этом месте образуется ионизированная среда.

Данная технология сопряжена с активным излучением в ультрафиолетовом и инфракрасном диапазоне, кроме того выделяется много тепла от соединяемых деталей.
Свариваемые материалы и используемые защитные газы непосредственно влияют на мощность дуги. Сразу скажем, что без специальных защитных средств работник может травмировать кожу и органы зрения.

Рекомендовано к прочтению
Как мы уже говорили, электрод нагревается. После чего он начинает испускать свободные электроны, параллельно образуются заряженные ионы. Атомы, потерявшие электроны, являются положительными ионами, а присоединившие – отрицательными. Газ в зоне проведения работ ионизируется, за счет чего становится электропроводным.
У электрической дуги есть такие области:
- анодная;
- катодная;
- столб дуги.
Немаловажной особенностью технологии электродуговой сварки является тот факт, что в центре газового столба температура поднимается до +6500…+7500 °С. За счет этого удается работать практически с любым металлом или сплавом. Однако непосредственно на детали и на электроде температура дуги остается в пределах +4000 °С.
В процессе работы образуется так называемая сварочная ванна с кратером по центру. Расстояние от электрода до кратера ванны и является длиной сварочной дуги. При использовании ручной технологии оптимальной считается дуга длиной 2–6 мм, отметим, что обычно длина дуги и диаметр используемого электрода совпадают. Дуга считается длинной, если она превышает диаметр электрода в 1,5 раза.

Чаще всего в работах задействуется именно короткая дуга, так как при использовании длинной металл сильно разбрызгивается, а шов оказывается пористым и менее крепким. Помимо этого, большое количество брызг расплавленного металла – это всегда повышенный риск получения травмы сварщиком.
При работе с угольным электродом длина дуги колеблется в пределах 15–20 мм. Между напряжением разряда и длиной дуги существует прямая зависимость, на это влияет наличие флюса, его свойства, характеристики покрытия электрода, использование защитного газа.
Чем больше сила тока, проходящего через электрод, тем выше температура дуги. Во время ручной сварки плотность тока находится в рамках 10–20 А/мм2, а напряжение составляет 18–20 В. При таких характеристиках можно работать с материалами толщиной больше 1 мм, кроме того, такие параметры применяются в технологиях электродуговой сварки низкоуглеродистых сталей и в технологии электродуговой сварки сталей, чугуна и цветных металлов.

Ремонтные работы производятся при помощи постоянного или переменного тока. Во втором случае дуга оказывается неустойчивой, и улучшить ее можно за счет увеличения плотности тока. Однако опасно использовать такой прием при работе с тонкими деталями.
При постоянном токе дуга стабильна, приходится работать на малых токах, а значит, удается сваривать даже тонкие материалы. Однако такая технология требует использования более дорогого и сложного оборудования.
На качество шва отрицательно воздействуют некоторые газы, например, кислород, азот и водород, поэтому готовый шов зачищают, а зону проведения работ защищают нейтральным газом.
Правила безопасности при электродуговой сварке
Использование технологии электродуговой сварки требует жесткого исполнения целого ряда правил безопасности:
- работать можно только в затемняющем щите поляризационного типа – он защищает веки, лицо, глаза от ожогов при вспышках;
- работы должны вестись в специальных перчатках из плотной резины на диэлектрическом слое, благодаря которым предотвращается прохождение заряда через тело сварщика и замыкание типа «поверхность сварки-баласник»;

- необходимо быть максимально осторожным при оплавлении и нагревании сварочных поверхностей;
- нельзя допускать попадания на электрические провода и кабели снега или воды, поскольку это может привести к короткому замыканию.
Преимущества и недостатки технологии электродуговой сварки
Достоинства:
- Возможность работы в различных пространственных положениях, которые зависят исключительно от навыков работника.
- Возможность соединения любых разновидностей стали.
- Быстрое переключение в процессе работы с одного металла на другой для образования электродами наплавок и стяжек.
- Простые обслуживание и использование, высокая эффективность технологии.
Недостатки:
- Зависимость результата от навыков работника.
- Подверженность сварщика электромагнитному облучению во время работы.
- Низкий КПД по сравнению с автоматизированной сварочной методикой.
Классификация технологий электродуговой сварки
Технология электродуговой сварки бывает таких разновидностей:
1. Ручная электродуговая сварка.

Современный рынок сварочного оборудования предлагает множество вариантов – определенный вид приборов выбирают, отталкиваясь от материала, с которым придется работать. Так, для элементов из черных или цветных металлов подходят устройства ручной сварки.
В этом случае электрод, вставленный в электродержатель, касается поверхности соединяемого элемента и начинает нагреваться. Это происходит из-за того, что при контакте электрическая цепь замыкается. Как только температура на кончике электрода повысилась, его плавно отводят от поверхности детали примерно на 5 мм, а ток начинает проходить по телу сварочной дуги.
2. Электродуговая сварка под слоем защитного флюса.

Данная технология похожа на предыдущую, разница лишь в том, что в этом случае используются аппараты электродуговой сварки автоматического действия. Роль электрода играет специальная проволока, которая подается из бобины. Этот метод отлично подходит, если нужно быстро сварить детали большой толщины. Перед соединением части конструкции подготавливают, а это, в свою очередь, требует дополнительного времени.
3. Электродуговая сварка неплавящимся электродом.

В последнее время эта технология электродуговой сварки активно распространяется среди специалистов. Чаще всего используют вольфрамовые стержни, при этом обязательным условием для работы с неплавящимися электродами является наличие газовой среды. Газ подается в зону сплавления через сопло аппарата – в качестве защитного газа могут использоваться аргон, гелий, диоксид углерода. Данный метод подходит для деталей из никеля, нержавейки и сплавов алюминия.
4. Электродуговая сварка с использованием плавящейся электродной проволоки.
Работа в газовой среде часто ведется с помощью электродной проволоки, плавящейся от высоких температур. Она автоматически подается в зону термического влияния из специальной бухты. Через то же сопло, что и проволока, поступает защитный газ. Данная технология входит в число газоэлектрических, ее главное достоинство – это возможность настройки дуги при помощи изменения состава газа.
Технология электродуговой сварки с использованием плавящейся проволоки подходит для соединения химически высокоактивных сплавов и металлов, таких как магний, нержавейка, медь, пр. Среди ее положительных качеств стоит особенно подчеркнуть:
- возможность соединения деталей, расположенных под различными углами друг к другу;
- хороший обзор места соединения;
- высокую скорость сплавления;
- отличное качество и чистоту сварных швов;
- возможность соединять очень толстые и очень тонкие детали.

Существует другой вариант технологии электродуговой сварки, при котором используются электроды с трубчатым сечением. Их изготавливают из порошковой проволоки и смеси флюсов, благодаря которым достигается защита сварочной ванны. Электрод играет роль присадки в процессе сплавления по этому методу.
Оборудование и материалы, используемые в технологии электродуговой сварки
Самым простым сварочным аппаратом, используемым для электродуговой сварки, является трансформаторный. Если не вдаваться в подробности, то это трансформатор, который понижает напряжение и увеличивает ток, при этом работает с переменным током.У данного способа есть ряд недостатков, о которых мы уже говорили выше. Также нужно понимать, что трансформаторный аппарат для преобразования тока промышленной частоты громоздкий и имеет немалый вес.
Поэтому специалисты обычно используются сварочные инверторы, если требуется мобильность. Они сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, после чего получают из него постоянный – выпрямляют. Главное достоинство таких устройств в относительно небольшом размере и весе.
Электродуговая сварка инвертором обеспечивает высокую стабильность дуги, а значит, и лучшее качество шва. Кроме того, в этом случае возможны разные режимы подключения – с прямой и обратной полярностью.

Большинство металлов соединяют электродуговой сваркой с прямой полярностью, то есть электрод подключается к катоду, а масса к аноду, и работа идет «от плюса к минусу». Однако бывают ситуации, когда необходимо использовать обратную полярность, где электрод присоединяется к аноду, а масса к катоду. Например, это актуально при работе с коррозионностойкими (нержавеющими) сталями и некоторыми другими химически активными металлами.
Существует множество видов электродуговой сварки, различающихся по применяемым материалам, однако в качестве базового отличия выступает тип электрода. Здесь используется такая классификация: работа с плавящимся или неплавящимся электродом.
Электрод представляет собой металлический контакт, стержень с оболочкой из специального состава. При нагревании оболочка прогорает и образует защитную газовую среду, которая препятствует окислению расплава.
Также у плавящегося электрода есть функция присадки – его основной металл становится частью сварного соединения. При работе с неплавящимся электродом необходимо вводить в сварочную ванну (в точку, где происходит реакция) дополнительную присадочную проволоку.
При электродуговой сварке используются разные виды металлических и неметаллических электродов, в том числе угольные и графитовые. Определенный тип подбирается под конкретный металл и выбранный метод сварки. Существуют случаи, когда сварка ведется в защитном газе (гелии, аргоне, углекислоте), – обычно это важное условие для работы с химически активными металлами.

Кроме того, могут использоваться вспомогательные материалы, например, флюсы, из-за чего довольно сложно описать универсальный способ создания шва. Однако существуют базовые для всех методов принципы.
Методы, применяемые в технологии электродуговой сварки и резки металла
Резка металла сваркой с применением дуги относится к наиболее старым из существующих способов. Используется ручная дуговая резка с применением плавящегося или неплавящегося электрода, воздушно- и кислородно-дуговая резка – разберем каждый из способов более подробно.
1. Резка неплавящимся электродом.
Роль электрода играет графитовый или угольный стержень, резку выполняют на любом роде тока, главное, чтобы он имел прямую полярность и силу до 800 А. Прежде чем разрезать металл, его нужно нагреть с помощью дуги, а затем выплавить.
Этот метод используется не так часто, в чем причина? У него достаточно узкая область применения, ведь он подходит только для работы со сложными крупногабаритными проектами. Допустим, при разделке лома и разборке старых металлических конструкций. Рез получается неровным и неаккуратным, но при этом технология подходит для работы с любыми металлами: от чугуна до цветных металлов.
2. Резка плавящимся электродом.

Этот метод встречается на практике чаще остальных, поскольку он обеспечивает более аккуратный и ровный разрез, чем первый способ. Для выполнения резки устанавливают повышенную силу тока (на 30 % больше, чем при сварке) – в этом случае можно отталкиваться от толщины электрода. Например, для стержня толщиной 1 мм нужна сила тока в пределах 50 А, для стержня 2 мм – 100 А и т. д. Металл нагревают с глубоким проплавлением, поэтому данный принцип работы часто называют «метод опирания». Немаловажно, что технология подходит для резки большинства металлов.
Если нужно сделать несложный рез в домашних условиях, подойдут любые плавящиеся электроды. Но для лучшего результата советуем выбирать специальные электроды для резки металла, так как они отличаются своим покрытием. За счет последнего работа идет проще и занимает меньше времени.
Несмотря на улучшенное качество реза при данной технологии, ее трудно назвать идеальной: этот метод проигрывает всем более современным. Здесь страдает качество и внешний вид реза, а работа идет очень медленно.
3. Воздушно- и кислородно-дуговая резка.
Эти методы электродуговой сварки практически идентичны, но имеют одно отличие: при воздушной резке металл сначала плавится от тепла дуги, после чего выдувается сжатым воздухом. При кислородной резке используется тот же принцип работы, только воздух заменяется потоком кислорода.

Данные технологии применяются для работы с листами нержавейки толщиной до 20 мм и для удаления дефектных частей деталей.
Перед осуществлением такой резки на сварочном аппарате устанавливают постоянный ток и подбирают графитовые или трубчатые электроды. Во втором случае кислород подается по сквозному отверстию в сварочном стержне. Сразу скажем, что этот способ эффективный, но отличается высокой трудоемкостью, ведь гораздо проще подать сжатый воздух или струю кислорода непосредственно в место разреза.
Технология электродуговой сварки безнапорных трубопроводов и труб водопровода
При электродуговой технологии работы с трубами нельзя забывать о таких тонкостях:
- Аппарат включают, когда электрод только прикоснулся к поверхности трубы.
- Нужно непрерывно следить за длиной электрической дуги, ведь от нее зависит размер газовой оболочки, препятствующей попаданию воздуха в зону работы.
- Электрод плавно передвигают в зоне сварочных работ, чтобы расплавленный металл с электрода равномерно распределялся по шву.
- Толщина наплавления металла трубных элементов зависит от легких скользящих движений сварщика из стороны в сторону.
- При работе с толстостенными трубами большого диаметра делают внутренние и внешние сварные швы.

Во избежание разного рода дефектов необходимо плотно соединить элементы трубопровода между собой. Второе важное требование: нужно довести нагревом поверхность металла до светло-красного оттенка, и, безусловно, сила тока должны быть увеличена на 10–20 %. При соблюдении этих требований вы получите вязкий и пластичный сварной шов, надежно герметизирующий стык между трубами даже в условиях сильных морозов.
При отрицательных температурах сварочная зона быстро охлаждается, затрудняется удаление раскаленных газов из расплавленного металла. В результате чего трубная сталь приобретает хрупкость, а значит, возрастает риск ее термического разрушения, появления горячих трещин, отходящих от сварного шва, закалочных структур.
Технология электродуговой сварки стыкового шва в вертикальном положении
Нередко требуется соединение двух металлических заготовок, расположенных в разных плоскостях, что усложняет процесс работы. Допустим, стык деталей может находиться под углом, вертикально или в потолочной плоскости.
Специалисты называют работу с вертикальными швами (потолочными и наклонными) непростой задачей. Дело в том, что расплавленный металл, расположенный между двумя металлическими заготовками, подчиняется закону всемирного тяготения – его постоянно тянет к земле, что вызывает трудности.

Справиться с этой проблемой позволяют два важных принципа:
1. Расплавленный металл должен кристаллизоваться с большей скоростью, чем в обычной нижней позиции – для этого его капли должны быть небольшого размера. Уменьшить капли позволяет сокращение длины дуги, причем при работе с инвертором или полуавтоматом электрод передвигают вглубь и наружу короткими и быстрыми движениями. Движение держака больше похоже на постукивание электродом по поверхности.
2. Вертикальный шов сваривают переменным током снизу вверх. Заполняя кратер шва, его наполняют снизу, за счет чего расположенный внизу металл играет роль подставки для металла, скапливающегося в сварочной ванне выше.
Но стоит понимать, что технология снизу вверх не всегда подходит, чтобы сварить вертикальный шов. Иногда мастер вынужден варить шов и сверху вниз. Избежать стекания капель расплавленного металла позволяет соблюдение таких условий:
- дуга должна быть короткой;
- электрод в начале поджига располагается перпендикулярно к плоскости соединения заготовок;
- при варке электрод наклоняется вниз со стороны держака, то есть располагается под острым углом по отношению к сварочному шву – дугой он удерживает металлические капли от стекания;
- если капли все-таки стекают, повышают силу тока и увеличивают перемещение электрода вниз; также стоит увеличить ширину сварочного шва, перемещая расходник из стороны в сторону;
- при использовании этой технологии не добиться высокого качества швов, зато она намного легче, чем метод снизу вверх.

Технология электродуговой сварки цилиндрических резервуаров
Заводскую сварку резервуарных конструкций выполняют согласно утвержденному технологическому процессу (процедурам), где учитываются:
- требования к форме и подготовке кромок свариваемых деталей;
- способы и режимы работы, сварочные материалы, последовательность осуществления работ;
- конкретные указания по закреплению деталей перед началом работ;
- мероприятия, позволяющие избежать прожогов, смещения шва от его оси и появления иных дефектов;
- мероприятия, направленные на сокращение числа деформаций.
При выборе технологии сварки резервуарных конструкций нужно точно понимать, что она обеспечивает:
- высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки (массы наплавленного металла), затрат на сварочное оборудование и организацию технологического процесса;
- высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемых механических свойств: прочности, пластичности, твердости, ударной вязкости и устойчивости к низким температурам;
- минимальный уровень деформаций свариваемых элементов.

В заводских условиях обычно используют автоматизированную сварку под флюсом для листовых конструкций и механизированную работу в углекислом газе или в смеси газов на основе аргона для решетчатых конструкций и оборудования. В первом случае не обойтись без оснащения сварочного оборудования системами слежения электрода за стыком.
Технология электродуговой сварки каркасов балки
Конструкция оборудования, позволяющего изготавливать сварные двутавровые балки, подбирается в соответствии с технологией сваривания поясных швов. Помимо этого, немалую роль играет набор приспособлений, используемый в производстве. Сегодня в таком случае обычно выбирают автоматическое сваривание под слоем флюса, поскольку тогда получаются качественные, надежные на всем своем протяжении швы.
За счет использования автоматизированного оборудования удается сократить себестоимость балок, а также добиться их высокого качества, повышенной надежности. Нерасплавленный, находящийся под давлением флюс используется, чтобы защитить область работы от избыточного разбрызгивания жидкого металла. А значит, сохраняется качество работы, несмотря на высокую силу тока (до 4000 А). Также флюс предотвращает быстрое остывание расплавленного металла, и газ отводится эффективнее.
Сварная балка может быть изготовлена при помощи ручной дуговой, полуавтоматической технологии. Тогда важным условием сборки является наличие специальных кондукторов с зажимами или они могут быть заменены прихватками, хомутами. Но применение этого метода влечет за собой чрезмерные потери металла вследствие разбрызгивания, угара в расплавленном состоянии. Объем потерь нередко составляет около 30 %.
Также отметим: в производство балок входят такие этапы, как скрепление их полок, стенок. Нередки случаи, когда приходится сваривать друг с другом готовые двутавры. В подобных ситуациях прибегают к методу «встык».
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Глава 4. ЭЛЕКТРОДУГОВАЯ СВАРКА ПОСТОЯННЫМ ТОКОМ
На переменном токе возможно выполнять только сварку обычной низкоуглеродистой стали (кроме сварки с осциллятором). В практике же много случаев сварки деталей из чугуна, средне- и высокоуглеродистой стали, цветных металлов, легированной стали. Здесь необходим постоянный ток. Дело в том, что электроды для вышеуказанных металлов устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги прямой или обратной полярности дает дополнительные технологические преимущества.Видео: «Сварочный ток прямой и обратной полярности».
Видео: «Постоянный и импульсный сварочный ток».
Профессиональная сварка емкостей, работающих под давлением, также выполняется на постоянном токе.
Схема самодельного сварочного аппарата постоянного тока
Трансформатор Тр 1 – обычный сварочный, без каких-либо переделок. Лучше, если он будет иметь жесткую характеристику, то есть вторичная обмотка намотана поверх первичной. Диоды D 1 – D 4 – любые, рассчитанные на ток не менее 100 А.
Радиаторы диодов подбирают такой площади, чтобы нагрев диодов в процессе работы не превышал 100°С. Для дополнительного охлаждения можно использовать вентилятор.
Конденсатор С1 – составной из оксидных конденсаторов общей емкостью не менее 40 000 мкФ. Конденсаторы можно использовать любой марки емкостью по 100 мкФ каждый, включая их параллельно. Рабочее напряжение не менее 100 В. Если в работе такие конденсаторы перегреваются, то их рабочее напряжение следует брать не менее 150 В. Возможно использование конденсаторов и других номиналов.
Если планируется работать только на больших токах, то конденсаторы можно вообще не ставить. Дроссель Др 1 – обычная вторичная обмотка сварочного трансформатора. Желательно, чтобы сердечник был набран из прямоугольных пластин. Через него не течет ток подмагничивания. Если используется тороидальный сердечник, то в нем необходимо ножовкой по металлу пропилить магнитный зазор.
Резистор R 1 – проволочный. Можно использовать стальную проволоку диаметром 6 – 8 мм и длиной несколько метров. Длина зависит от напряжения вторичной обмотки вашего трансформатора и от тока, который вы хотите получить. Чем длиннее проволока, тем меньше ток. Для удобства ее лучше намотать в виде спирали.
Получившийся у вас сварочный выпрямитель допускает сварку прямой и обратной полярности.
Сварка прямой полярности – на электрод подается «минус», на изделие «плюс».
Сварка обратной полярности – на электрод подается «плюс», на изделие – «минус» (показано на рис. 4. 1.).
Если трансформатор Тр 1 имеет свою регулировку тока, то лучше всего установить на нем максимальный ток, а избыток тока гасить сопротивлением R 1.
Сварка чугуна
Практикой частных сварщиков отработаны два надежных и эффективных способа сварки чугуна.
Первый используется для сварки изделий простой конфигурации, там, где чугун может «потянуться» вслед за остывающим швом. Следует учитывать, что чугун – абсолютно непластичный металл, а каждый остывающий шов делает поперечную усадку примерно на 1 мм.
Таким способом можно сваривать отвалившееся ушко станины, лопнувший пополам чугунный корпус и так далее.
Перед сваркой трещину разделывают V-образной разделкой на всю толщину металла.
Заваривать разделку можно любым электродом, хотя лучшие результаты дает сварка электродом марки УОНИ (с любыми цифрами) на постоянном токе обратной полярности.
После сварки шов зашлифовывается заподлицо с основным металлом, и привариваются накладки из малоуглеродистой стали.Накладки следует наваривать во всех возможных местах. Чем их больше, тем сварное соединение прочнее. Наваривать накладки следует вдоль действующего усилия.
Сварные конструкции с накладками часто оказываются прочнее исходной чугунной отливки.
Второй способ разработан для изделий сложной конфигурации: блоков цилиндров, картеров и так далее. Чаще всего он используется для устранения течи различных жидкостей.
Перед сваркой трещина очищается от грязи, масла, ржавчины.
Для сварки используется медный электрод марки «Комсомолец» диаметром 3 – 4 мм. Ток постоянный обратной полярности.
Перед сваркой трещину или заплатку ставят на точечные прихватки.
Сварку ведут короткими швами вразброс. Первый шов выполняется в любом месте. Длина его не более 3 см.
Сразу после проварки шва его интенсивно проковывают молотком.
Остывающий шов уменьшается в размерах, а проковка, наоборот, его раздает. Проковку выполняют примерно полминуты.
Затем дожидаются полного остывания металла. Остывание контролируют рукой. Если прикосновение ко шву не вызывает болезненных ощущений, сваривают второй короткий шов такой же длины.
Второй и все последующие швы сваривают как можно дальше от предыдущих. После сварки каждого короткого шва идет проковка и остывание.
Последними проваривают замыкающие участки между короткими швами. В результате получается сплошной шов.
Определение сорта стали по искре
В ремонтной практике достаточно много случаев сварки сталей, неизвестных по химическому составу. Без определения состава таких сталей качественная их сварка невозможна.
Существует способ определения содержания углерода в стали с точностью до ±0,05%. Он основан на соприкосновении испытываемого металла с вращающимся наждачным кругом. По форме образующихся при этом искр можно судить как о процентной доле углерода, так и о наличии легирующих примесей.
Углерод в отделяемых частичках металла сгорает, образуя вспышки в виде звездочек. Звездочки характеризуют содержание углерода в испытуемой стали. Чем выше в ней содержание углерода, тем усиленнее сгорают частички углерода и тем больше число звездочек (Рис. 4. 7.).
Такую пробу желательно проводить на карборундовом круге с зернистостью 35 – 46. Скорость вращения 25 – 30 м/сек. Помещение должно быть затемнено.
1 – искра имеет вид светлой, длинной, прямой линии с двумя утолщениями на конце, из которых первое светлое, а второе темно-красное. Весь пучок искр светлый и имеет продолговатую форму;
2 – от первого утолщения начинают отделяться новые светлые искры. Пучок искр становится короче и шире предыдущего, но тоже светлый.
3 – пучок искр получается короче и шире. От первого утолщения отделяется целый сноп искр светло-желтого цвета;
4 – на концах искр, отделяющихся от первого утолщения, наблюдаются блестяще-белого цвета звездочки;
5 – образуются длинные искры красноватого цвета с характерными отделяющимися звездочками;
6 – длинная прерывистая (пунктирная) искра темно-красного цвета со светлым утолщением на конце;
7 – двойная прерывистая (пунктирная) искра со светлыми утолщениями на концах, толстая и длинная — красного цвета, тонкая и короткая – темно-красного цвета;
8 – искра такая же, как и в пункте №7, с той лишь разницей, что искры имеют разрыв.
Обучение методу искровой пробы следует начинать с образцов известных марок стали.
Применяя этот метод, следует учитывать, что сталь в закаленном состоянии дает более короткий пучок искр, чем незакаленная.
Пробу на искру необходимо брать на глубине 1 – 2 мм от поверхности, так как на поверхности металла может быть обезуглероженный слой.
При соприкосновении с наждачным кругом цветных металлов и их сплавов, в которых углерод отсутствует, искр не получается.
Сварка среднеуглеродистой и высокоуглеродистой стали
Среднеуглеродистые стали сваривают электродами с небольшим содержанием углерода. Глубина провара должна быть небольшая, поэтому применяют постоянный ток прямой полярности. Величина тока выбирается пониженная.
Все эти мероприятия снижают содержание углерода в металле шва и предупреждают появление трещин.
Для сварки используют электроды УОНИ-13/45 или УОНИ-13/55.
Некоторые изделия перед сваркой необходимо нагревать до температуры 250 — 300°С. Лучше всего полный нагрев изделия; если это невозможно, то применяют местный нагрев газовой горелкой или резаком. Нагрев до более высокой температуры недопустим, так как вызывает появление трещин из-за увеличения глубины провара основного металла и вызываемого этим повышения содержания углерода в металле шва.
После сварки изделие укутывают термоизолирующим материалом и дают возможность медленно остыть.
В случае необходимости после сварки производится термическая обработка: изделие нагревают до темно-вишневого цвета и обеспечивают медленное охлаждение.
Высокоуглеродистую сталь сваривать труднее всего. Сварных конструкций из нее не изготавливают, но в ремонтном производстве сварка применяется. Для сварки такой стали лучше всего применять те же методы, что описывались ранее для сварки чугуна.
Сварка марганцовистой стали
Марганцовистая сталь применяется для деталей с высокой износостойкостью: ковшей землечерпалок, зубьев ковшей экскаваторов, железнодорожных крестовин, шеек камнедробилок, тракторных траков и так далее.
Для сварки применяют электроды ЦЛ-2 или УОНИ-13нж.
Сварочный ток выбирается из расчета 30 – 35А на 1 мм диаметра электрода.
При сварке образуется большое количество газов. Для облегчения их выхода из расплавленного металла наплавку следует выполнять широкими валиками и короткими участками, иначе шов получается пористый.
Сразу после сварки требуется проковка.
Для повышения твердости, прочности, вязкости и износоустойчивости наплавки необходимо после наложения каждого валика, пока он еще нагрет до красного каления, производить закалку с помощью холодной воды.
Сварка хромистой стали
Хромистые стали применяются как нержавеющие и кислотостойкие для изготовления аппаратуры нефтеперерабатывающей промышленности.
Сварку хромистых сталей необходимо выполнять с предварительным нагревом до температуры 200 — 400°С.
При сварке используется пониженная сила тока из расчета 25 – 30 А на 1 мм диаметра электрода.
Применяют электроды ЦЛ-17-63, СЛ-16, УОНИ-13/85 на постоянном токе обратной полярности.
После сварки изделие охлаждают на воздухе до температуры 150 — 200°С, а затем производят отпуск.
Отпуск производят путем нагрева изделия до температуры 720 — 750°С с выдержкой при такой температуре не менее часа и последующим медленным охлаждением на воздухе.
Сварка вольфрамовой и хромовольфрамовой стали
Такая сталь используется для изготовления режущего инструмента.
С помощью сварки режущий инструмент можно изготовить двумя способами:
1) приваркой готовых пластин быстрорежущей стали на держатель из малоуглеродистой стали;
2) наплавкой быстрорежущей стали на малоуглеродистую сталь.
Готовые пластины наваривают способами:
1) используя контактную сварку;
2) с помощью аргоновой сварки неплавящимся электродом;
3) используя газовую пайку высокотемпературным припоем;
4) плавящимся электродом постоянного тока.
Для наплавки можно использовать отходы быстрорежущей стали: поломанные сверла, резцы, зенкеры, развертки и др.
Эти отходы можно наплавлять с помощью газовой или аргоновой сварки, а также изготавливая из них электроды для электродуговой сварки.
После наплавки инструмент отжигают, обрабатывают механическим путем, затем подвергают трехкратной закалке и отпуску.
Сварка высоколегированной нержавеющей стали
Нержавеющая сталь в быту нашла довольно широкое применение: из нее изготавливают различные емкости, теплообменники, водонагреватели. Используют в частных банях как жаростойкую.
Отличить такую сталь от обычной можно по трем характерным признакам:
1) «нержавейка» отличается светло-стальным цветом;
2) при приложении постоянного магнита не притягивается, хотя бывают и исключения;
3) при обработке на наждачном круге дает мало искр (или совсем не дает).
Нержавеющая сталь обладает повышенным коэффициентом линейного расширения и пониженным коэффициентом теплопроводности.
Увеличенный коэффициент линейного расширения вызывает большие деформации сварного соединения вплоть до появления трещин. Некоторые сварные конструкции из «нержавейки» перед сваркой желательно подогреть до температуры 100 — 300°С.
Низкий коэффициент теплопроводности вызывает концентрацию тепла и может привести к прожиганию металла. По сравнению со сваркой обычной стали такой же толщины при сварке «нержавейки» ток уменьшают на 10 – 20%.
Для сварки применяют постоянный ток обратной полярности.
Используют электроды марки ОЗЛ-8, ОЗЛ-14, ЗИО-3, ЦЛ-11, ЦТ-15-1.
Одно из главных условий при сварке – поддержание короткой дуги, это обеспечивает лучшую защиту расплавленного металла от кислорода и азота воздуха.
Коррозионная стойкость швов увеличивается при ускоренном их остывании. Поэтому сразу после сварки швы поливают водой. Поливание водой допустимо только для той стали, которая после сварки не дает трещин.
Сварка алюминия и его сплавов
Сварку покрытыми электродами применяют для алюминия и сплавов толщиной более 4 мм.
Для сварки технического алюминия применяют электроды марки ОЗА-1.
Для заварки литейных дефектов применяются электроды ОЗА-2.
В последнее время электроды марки ОЗА заменяются более совершенными электродами марки ОЗАНА.
Обмазка электродов для сварки алюминия сильно впитывает влагу. При хранении таких электродов без влагозащиты обмазка в буквальном смысле слова может стечь со стержня. Поэтому такие электроды хранят в пластиковом пенале со средствами влагопоглощения. Перед сваркой их дополнительно просушивают при температуре 70 – 100°С.
Перед сваркой алюминиевые детали обезжиривают ацетоном и зачищают до блеска металлической щеткой.
Сварку производят на постоянном токе обратной полярности.
Сварочный ток 25 – 32 А на 1 мм диаметра стержня электрода.
Деталь перед сваркой прогревают до температуры 250 — 400°С.
Сварку необходимо выполнять непрерывно одним электродом, так как пленка шлака на детали и конце электрода препятствует повторному зажиганию дуги.
Если есть возможность, с обратной стороны шва укладываются подкладки (см. газовая сварка алюминия).
Электродуговой сваркой получают швы среднего качества.
Сварка меди и ее сплавов
Чистая медь хорошо поддается сварке, и ее рекомендуется варить двумя способами. Способ сварки зависит от толщины детали.
При толщине изделия не более 3 мм лучше всего использовать сварку угольным электродом. Сварка выполняется постоянным током прямой полярности при длине дуги 35 – 40 мм.
В качестве присадочного материала можно использовать электротехнический провод. Не забудьте перед сваркой очистить его от изоляции.
Для повышения качества шва на свариваемые кромки и на присадочную проволоку наносят флюс, состоящий из 95% прокаленной буры и 5% металлического порошкообразного магния. Можно использовать одну буру, но результаты будут хуже. Если не требуется высокое качество шва, флюс не применяется.
Второй способ применяется при сварке меди толщиной более 3 мм.
Сварка выполняется постоянным током обратной полярности. Иногда требуется предварительный общий подогрев до 300 — 400°С.
Применяются электроды марки «Комсомолец-100», или АНЦ.
Сварка латуни и бронзы в условиях частного сварочного цеха вызывает затруднения. Технология сварки медных сплавов зависит от того, какие использованы присадки к меди. Это может быть цинк, олово, марганец, свинец, фосфор, кремний, алюминий и другие.
Не зная состава медных сплавов, трудно получить приемлемое качество шва.
Однако заказы на сварку таких металлов не столь уж редкое явление. Здесь есть очень интересный выход. Высококачественные неразъемные соединения медных сплавов можно получить, используя методы пайки.
Пайка – это соединение двух металлов с использованием третьего. Он называется припоем. При этом основные металлы не нагреваются до плавления, что гарантирует сохранение их качественного состава.
В качестве припоя можно взять оловянно-свинцовый, тот, что применяется в радиотехнике.
Высокая прочность пайки таким припоем гарантируется при пайке деталей внахлестку. Чем больше площадь нахлестки, тем прочнее соединение.
Второе условие прочности паяного соединения – выполнение пайки вдоль действующего усилия.
Паяные соединения латуни и бронзы отличаются достаточной прочностью и герметичностью.
Техника безопасности при электродуговой сварке
Электродуговая сварка имеет несколько вредных для здоровья сварщика факторов: напряжение электрического тока, излучение электрической дуги, газы, искры и брызги металла, термический нагрев, сквозняки.
Предельно допустимым напряжением холостого хода сварочного трансформатора считается 80 В, а сварочного выпрямителя 100 В. В условиях сухой погоды такое напряжение практически не ощущается, но в условиях влажности начинается довольно ощутимое покалывание руки. Это же самое может наблюдаться при нахождении сварщика на свариваемой металлической детали, а тем более внутри нее.
При сварке в сырую погоду, а также стоя на металле, независимо от погоды, необходимо использовать резиновые перчатки, резиновый коврик, резиновые калоши. Перчатки, коврик и калоши должны быть из диэлектрической резины, то есть той, что используют электрики. Резиновые изделия, продающиеся для бытового использования, электроизолирующими не являются.
Для защиты сварщика от случайного пробоя трансформатора используется защитное заземление. Устройство заземления описано в Главе 1.
Для уменьшения вероятности электрического удара лучше всего использовать трансформаторы с невысоким напряжением холостого хода.
Защитой от излучения дуги является костюм сварщика, маска с набором стекол, рукавицы. Верхний ворот костюма всегда застегивайте, иначе у вас появится несмываемый «галстук».
Ультрафиолетовое излучение дуги с достаточной степенью надежности ослабляется столбом воздуха в 10 м, поэтому не подпускайте никого к месту сварки ближе, чем на 10 м (особенно детей!).
В состав покрытия электродов входят газообразующие вещества, поэтому покрытые электроды сильно дымят. Единственный способ защиты от дыма – принудительная вентиляция. Устройство такой вентиляции описано в Главе 1.
С вентиляцией связан еще один неблагоприятный фактор в работе сварщика – сквозняки. Нагрузка сварщика в процессе работы является чаще всего статической, то есть сварщик работает практически неподвижно. При этом не происходит саморазогрева тела, что может привести к переохлаждению.
Как показывает опыт многих сварщиков, никакая закалка от сквозняков не помогает. Более надежная защита – теплая одежда, особенно в районе пояса (сварщик работает согнувшись).
Теплая одежда может оказать и отрицательное влияние. При переходе к динамической нагрузке сварщик начинает потеть, пот вместе со сквозняком вызывает гарантированную простуду.
Лучший вариант избежать простуды – поставить приточный тепловентилятор. Он должен подогревать приточный воздух до плюсовой температуры даже в сильный мороз. Если вы в такие морозы предпочитаете не работать, то мощность вентилятора достаточна в 3 кВт.
Довольно неприятным явлением считаются брызги металла. Попадая на костюм, в обувь, они вызывают тление защитной одежды или пожар, если рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые сапоги – и вы в достаточной степени защитите свое тело.
При сварке на больших токах и электродуговой резке металла держатель электродов, сварочные провода и сварочная маска могут перегреваться. Поэтому не касайтесь лицом металлических частей маски, а на рукоятку держателя наденьте теплоизолирующий рукав. Регулярно проверяйте все соединения проводов – они могут стать причиной пожара.
Вышеуказанные правила применяются и для других видов электрической сварки: аргоновой, полуавтоматической, контактной.
Электродуговая сварка: видео обучение
Для соединения металлических конструкций часто используется термическое воздействие на их отдельные части. Ручная и автоматическая электродуговая сварка является одним из самых популярных подобных видов работ.
Виды
Электродуговая металлическая сварка (ГОСТ 5264-80) – это процесс соединения металлов, во время которого температура электрической дуги может достигать 7000 градусов. Это уникальный вид соединения отдельных частей конструкций, т. к. таким способом можно сварить любые известные металлы. После застывания на месте сцепления образовывается сварной шов. Используется для ремонта кузова автомобиля, газовых, водяных и прочих труб, при производственных работах и т. д.
 Фото — принцип электродуги
Фото — принцип электродугиЭлектрическая дуга расплавляет металл и металлические электроды, после чего жидкость, образовавшаяся посредством температурного воздействия, заполняет зазор между двумя заготовками.
 Фото — газовая горелка
Фото — газовая горелкаВиды дуговой электрической сварки:
- Ручная;
- Полуавтоматическая;
- Автоматическая.
Главное различие между процесса заключается в принципе проведения работ. При ручной все действия по соединению металлов осуществляются своими руками, при автоматической – соответственно, исключительно сварочным аппаратом. Полуавтоматический процесс является комбинированным. Здесь для сварки металлов используются электроды.
 Фото — шов
Фото — шовТакже в зависимости от используемого тока, процесс электродуговой сварки может осуществляться:
- Переменным;
- Постоянным. В свою очередь, такая технологическая сварка бывает прямой полярности (минусовыми электродами) и обратной (плюсовыми).
В зависимости от необходимого тока, может использоваться разное оборудование и способы соединения. Также у сварщиков, зависимо от типа технологической обработки, используются различные электроды: плавящиеся и неплавящиеся. Плавящиеся могут использоваться в любой среде. Они работают за счет образования дуги между металлом и электродом. В зависимости от длины соединяемых деталей, по мере сварки электрод подается на места стыков. Применяются для углеродистой стали, соединения алюминия, меди и т. д.
 Фото — открытая дуга
Фото — открытая дугаДля небольших и тонких соединений используются неплавящиеся. Они часто применяются для сварки трубопроводов, тугоплавких металлов и другого. С такими целями применяются вольфрамовые электроды, графитовые и угольные.
Также электродуговая сварка классифицируется по типу защиты:
- В среде защитных газов (ГОСТ 14771-76). Это аргонная и углекислая;
- В среде шлаков. Это процесс термического воздействия на металлические соединения под флюсом или толстопокрытыми электродами. Процесс пользуется популярностью при пайке различных труб большого диаметра;
- С комбинированной защитой. Процесс пайки, в котором режимы производятся в газовой среде с толстопокрытыми флюсами.
 Фото — электроды
Фото — электродыТехнология электродуговой сварки имеет свои достоинства и недостатки. Преимущества процесса:
- Доступность сварочного оборудования и дополнительных элементов (флюса, электродов). Купить инверторы можно в любом электротехническом магазине. Средняя цена – от 30 долларов за ручной инвертор и от 80 за полуавтоматический;
- Зона термического воздействия имеет очень малое влияние на несвариваемые участки металлов. Это крайне важно для соединения труб и тонких прокатных металлических листов.
Методы электродуговой сварки имеют и некоторые недостатки:
- Необходимо применение специального оборудования. Электродуговая сварка проводится только специальными инверторами и электродами;
- Для сварки нержавейки (легированной стали), алюминия, меди и других плавких металлов обязательно требуется зачистка соединяемых элементов. Кромки подготавливаются перед процессом термической обработки и после его окончания (только при условии полного остывания металла).
 Фото — соединение труб
Фото — соединение трубВидео: обучение дуговой сварке
Как проводится
Чтобы правильно сваривать металл электродуговой сваркой, необходимо строго следовать инструкции. Только при этом условии сварной шов будет достаточно прочным и аккуратным.
Пошаговая инструкция:
- Кромки заготовок зачищаются и обезжириваются, при необходимости производится их резка. К ним приставляется раскаленный электрод. Торец электрода разделяет определенный участок поверхности свариваемой детали на ионы и электроны. В этом пространстве и возникает дуговой разряд;
 Фото — зачистка
Фото — зачистка - Для того чтобы процесс сваривания происходил быстрее и результат был надежнее, на поверхность сварной арматуры (электродов) наносятся различные вещества. Это может быть кальций, калий, натрий. Они ускоряют процесс разделения металла на частицы;
- По типу сварки она может производиться открытой дугой (плавлением незащищенным потоком направленных частиц) и закрытой. В открытом положении купли металла насыщаются азотом, что негативно сказывается на качествах шва. Чтобы снизить это влияние электроды покрываются слоем металла. Для производства более выгодно использовать закрытый метод, в котором место сваривания защищено от воздействия кислорода; Фото — необходимые инструменты
- Когда все подготовительные процессы завершены, нужно установить электрод в инвертор и несколько раз провести концом прута по торцам свариваемых деталей – это зажжет дугу. Аппараты подбираются по типу проводимых работ и в зависимости от особенностей и свойств металлов. После включения сварочного устройства нужно установить ток на нужном уровне, и пока система разогревается, надеть средства безопасности; Фото — защита
- У разных аппаратов есть различные режимы для сварки, но любые современные устройства изготовлены таким образом, что не дают электродам залипать. Поэтому стараться держать прут на определенном уровне от поверхности нет необходимости;
- Схема сварки: опереть электрод на поверхность свариваемых деталей и аккуратно медленно вести по зазору. Ванная заполнится жидким металлом, который при застывании образует прочное соединение. Чтобы максимально точно рассчитать мощность, ток и продолжительность воздействия дуги, необходимо воспользоваться операционной картой технологического процесса;
- Вертикальные швы свариваются короткой дугой. Угол соприкосновения электрода и свариваемой поверхности должен быть прямым, допускается отклонение на 10 градусов. Во избежание наплавления металла в одной точке может использоваться техника елочки, треугольника или многослойное прохождение тонкой дугой. Каждая методика имеет свои особенности, поэтому подбирается нужный способ в зависимости от потребностей и уровня подготовки.
 Фото — зачистка
Фото — зачистка Фото — необходимые инструменты
Фото — необходимые инструменты Фото — защита
Фото — защита Фото — вертикальная электродуговая сварка
Фото — вертикальная электродуговая сваркаПосле того как ремонт окончен, нужно зафиксировать пластины в определенном положении до полного застывания ванной и шва.
Дуговая сварка плавящимся электродом в защитных газах: оборудование и технология процесса
Дуговая сварка плавящимся электродом — это метод, при котором между свариваемым изделием и концом электрода возникает электрическая дуга, под действием которой основной металл и электрод начинают плавиться, образуя сварочную ванну, а обмазочный материал электрода при этом создает газовую защитную среду, необходимую для качественного шва.
Плюсы и минусы метода
Плюсами этого способа сваривания всегда считались:
- простота эксплуатации и низкая цена оборудования для сварного процесса;
- возможность сваривания большого количества разновидностей металлов при широком спектре выбора электродного материала;
- возможность выполнять сварные работы в труднодоступных местах;
- уместно сваривание в любых пространственных положениях.
Из недостатков стоит выделить:
- в процессе выделяется большое количество веществ, вредных как для самого сварщика, так и для окружающих;
- качество сварного шва во многом зависит от опыта и квалификации сварщика;
- скорость выполнения работ зачастую ниже, чем при иных методах;
- при выполнении сварки на постоянном токе магнитные поля сильно влияют на отклонение дуги, что затрудняет процесс.
Оборудование для ручной дуговой сварки
Оборудование, необходимое для ручного дугового сваривания, состоит:
- из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
- из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
- из кабеля обратного заземления для соединения свариваемого изделия с источником питания.
Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Перенос электродного металла: виды и характеристики
Перенос электродного металла делится на три типа:
- крупнокапельный перенос. Случается, если процесс происходит с высоким напряжением на электрической дуге и невысокими параметрами тока при сваривании. Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
- мелкокапельный перенос. При данном виде переноса металла капли расплавленного электродного материала равны или меньше по диаметру, чем сам электрод. Процесс сварки проходит с высоким напряжением на дуге и высокими параметрами тока. При мелкокапельном переносе увеличивается скорость выполнения работ, шов имеет более аккуратный вид. Такой тип переноса наиболее подходит для сваривания толстостенных металлов.
- струйный перенос. Струйный перенос металла обычно происходит при высокой силе тока и использовании электрода с прямой полярностью. При данном переносе очень мелкие капли металла идут одна за другой непрерывной цепочкой, обеспечивая ровную и гладкую на ощупь поверхность шва. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
Сварочный процесс
От источника сварочного тока к электроду поступает электроэнергия. Во время контакта электрода со свариваемым металлом образуется электрическая дуга, которая расплавляет изделие и электрод, вследствие чего возникает сварочная ванна. Электродный материал, поступая в эту ванну, сплавляет кромки металла, который нужно сварить, а обмазка обеспечивает защиту в области формирования шва и образует защитный слой по окончании процесса сваривания.
 Схема сварки плавящимся электродом
Схема сварки плавящимся электродомСварка плавящимся электродом в защитных газах
Этот тип сварки подразумевает собой сварку с помощью автоматических или полуавтоматических сварочных аппаратов, в процессе сварочная проволока подается в зону формирования шва. В роли защитного газа чаще всего выступают аргон либо углекислый газ, которые подаются в зону действия электрической дуги для обеспечения хорошего соединения металлов и отсутствия дефектов сварочного шва. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Этот способ отличается высокой производительностью и большой скоростью процесса, что способствует его распространению в сфере промышленного производства металлоконструкций, машиностроении.
Из-за отсутствия шлаковых включений и возможности аккуратного выполнения сварки при очень малых толщинах материала данный метод получил широкое распространение на разнообразных СТО и других предприятиях по обслуживанию и ремонту автомобилей.
Технология дуговой сварки. Виды электродуговой сварки.

Самый распространенный способ электродуговой сварки является способ сварки с помощью металлических электродов.
Схематический процесс электродуговой сварки и её виды изображены на рис. 1.
Виды электродуговой сварки.
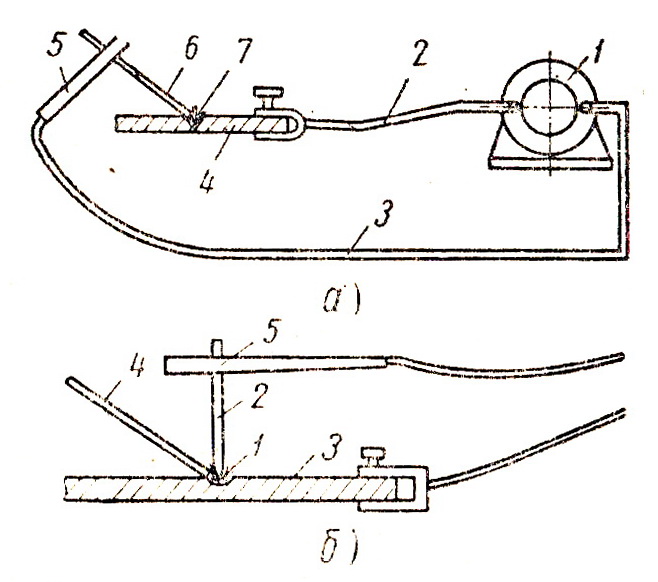
Рис. 1. Виды дуговой электросварки:
а – сварка металлическим электродом:
1 – генератор; 2,3 – провод; 4 – металл; 5 – электрододержатель; 6 – электрод; 7 электрическая дуга.
б – сварка угольным электродом:
1 – электрическая дуга; 2 – электрод угольный; 3 – металл; 4 – присадочный пруток; 5 – держатель.
Технология ручной дуговой сварки.
Ток от генератора или трансформатора 1 по проводу 2 подводится к свариваемому металлу 4, а по проводу 3—к электрододержателю 5, в который зажимается электрод 6. Сварщик, приближая электрод к свариваемому металлу, замыкает цепь, возникает электрическая дуга 7. От тепла электрической дуги металл нагревается до температуры плавления и происходит слияние двух металлов. Расплавленный металл электрода служит присадочным материалом. Оказывать механические усилия на свариваемые детали при этом способе электросварки не требуется.
Преимущества и недостатки сварки постоянным и переменным током.
Электродуговая сварка выполняется как при переменном, так и постоянном токе.
Преимущества и недостатки постоянного тока.
Постоянный ток дает более устойчивую электрическую дугу и, благодаря неодинаковому выделению тепла на положительном и отрицательном полюсах, допускает более гибкую регулировку распределения тепла, применяя прямую (отрицательный полюс на электроде) или обратную (отрицательный полюс на детали) полярности. Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
Преимущества переменного тока.
Преимуществом сварки на переменном токе служат небольшие габариты, малый вес и сравнительно невысокая стоимость электросварочных трансформаторов, а также простота их эксплуатации и значительная экономичность.
Недостатки переменного тока.
К недостаткам сварки на переменном токе относятся трудность выполнения потолочной и вертикальной сварки и необходимость употребления более дорогих обмазных электродов. Качество сварки при использовании переменного и постоянного тока равноценно.
Сварка угольным электродом.
Другим способом электросварки является сварка угольным электродом.
Процесс сварки угольным электродом.
Процесс электросварки угольными электродами следующий (см. рис. 1, б). При сварке электрическая дуга 1 возникает между угольным или графитовым электродом 2 и свариваемой деталью 3. Шов получается при плавлении прутка 4, который называется присадочным прутком, он вводится со стороны в электрическую дугу. Для начала сварки электроды графитовые или угольные зажимаются в держатель 5. Одновременно происходит плавление электрической дугой кромок свариваемого металла. Такой способ сварки в промышленности применяется очень редко.
Значит, для угольного электрода присадочным материалом для заполнения шва будет пруток, который вводится со стороны в электрическую дугу, а при сварке металлическим электродом присадочным материалом будет металл самого электрода.
Преимущества электродуговой сварки перед газовой заключаются в том, что она в три-четыре раза дешевле газовой и безопасна от взрыва горючих газов.
Ручная электродуговая сварка: особенности применения
Сварки металлов с применением электрической дуги — один из наиболее распространенных методов. Электродуговая сварка обладает множеством достоинств: она проста, универсальна, не требует дорогостоящего оборудования и мастеров высокой квалификации. С помощью этого метода возможна сварка чугуна, алюминия, меди, стали и любого другого металла.

В данном материале мы кратко расскажем, что такое электродуговая сварка и какие существуют виды электродуговой сварки.
Содержание статьи
Общая информация
Что такое электродуговая сварка? На картинке ниже вы можете видеть наглядную схему. По сути, ключевой элемент — электрическая дуга. Она образуется следующим образом: необходим источник, способный выдавать большое значение тока при относительно небольшом напряжении. Это напряжение подается на свариваемый металл и на электрод одновременно. В результате между электродом и металлом образовывается электрическая дуга.

В данном случае энергия электрического тока преобразовывается в тепловую энергию, за счет чего металл плавится, и сварщик может сформировать шов. Благодаря этой особенности температура нагрева может достигать нескольких тысяч градусов по Цельсию. Этой температуры достаточно для работы практически со всеми известными металлами. Отсюда такая универсальность электродуговой сварки.
Технология электродуговой сварки заключается в том, что помимо металла под действием высокой температуры также плавится электрод. В ходе этого процесса образуется сварочная ванна или сварочная зона. Здесь протекают все основные сварочные процессы: металл взаимодействует с электродом, образуется шлак и так далее.
Как мы упоминали выше, электродуговая сварка металлов выполняется с помощью электродов (их также называются стержнями). Электроды могут быть плавящимися и неплавящимися. Плавящийся электрод, как вы можете догадаться, плавится под воздействием температуры. А неплавящийся нет. По этой причине с неплавящимися стержнями нужно дополнительно использовать присадочную проволоку.

Присадочная проволока продается в бобинах, которые заправляются в специальный механизм подачи. Также проволоку можно подать в сварочную зону вручную. Она необходима для полноценного формирования сварочного шва.
Читайте также: Правила хранения электродов
У электродуговой сварки есть один существенный недостаток — дуга горит нестабильно и требует большого внимания при работе с ней. Чтобы упростить работу были придуманы плавящиеся электроды с особым составом, который может включать в себя натрий, калий и прочие элементы. Благодаря им дуга проще зажигается, горит стабильнее. Но этого недостаточно, чтобы справиться с еще одним недостатком дуговой сварки.
Мы говорим про окисление шва. Дело в том, что шов, взаимодействуя с кислородом, активно окисляется и теряет свои положительные свойства. Он становится хрупким и пористым, возрастает вероятность образования трещин. Чтобы справиться с этой проблемой можно использовать специальные защитные газы. К ним относится аргон, углекислый газ, гелий и различные смеси из этих газов.
Электродуговая сварка с применением защитных газов требует использования особых сварочных аппаратов, которые оснащены системой подачи газа. У вас не получится сварить металл с газом, если вы решили выполнить работу с помощью бюджетного компактного инвертора. Так что заранее определитесь, какой сварочный аппарат вам нужен.
В работе можно использовать и переменный, и постоянный ток. Мы рекомендуем использовать постоянный ток, поскольку наша практика показала, что металл меньше разбрызгивается, шов получается ровнее и качественнее. На переменном токе в основном работают только профессионалы своего дела, которые четко осознают, зачем им нужны именно такие настройки сварочного аппарата.
Особенности дуги
Говоря про электродуговую сварку не лишним будет рассказать вам об электрической дуге, как о самом главном элементе. Мы уже разобрались, что электрическая дуга формируется в момент первого взаимодействия электрода с металлом. Чтобы вам было проще понять представьте, что формирование дуги похоже на кратковременный разряд тока. Понятие электрической дуги очень обширно, так что применительно к сварке ее называют просто сварочной дугой.

Вместе с тем, сварочная дуга — это основной элемент всей электрической цепи во время сварки. Она может быть сжатой, косвенной и прямой. Сжатая дуга — это гибрид из косвенной и прямой, но при этом сжатой в струе газа. Она используется для резки или сварки тугоплавких металлов. Дуга косвенного действия формируется между двумя электродами, при этом металлическая деталь, которую вы собираетесь варить, не включается в электрическую цепь. Дуга прямого действия самая распространенная. Она образуется между электродом и металлом.
Виды электродуговой сварки
Теперь, когда мы разобрались с определением и особенностями сварочной дуги, приступим к классификации методов электродуговой сварки.
Самый распространенный метод — ручная электродуговая сварка (РДС). Она используется для сварки всех видов металлов, в том числе черных и цветных. Ключевая особенность РДС — обязательная необходимость защищать сварочную зону от кислорода. С этой задачей неплохо справляются плавящиеся электроды со специальным покрытием. Под воздействием высокой температуры покрытие плавится, образуя защитный слой на поверхности шва, и защищая его от пагубного влияния кислорода.
Технология ручной электродуговой сварки крайне проста, поэтому она получила широкое распространение среди домашних сварщиков. Электрод подсоединяется к держаку и его конец нагревается, когда им постукивают или чиркают о поверхность металла. Этот процесс зажигает дугу, замыкается электрическая цепь.
Затем электрод медленно отводят от поверхности металла примерно на пол сантиметра. На расстоянии между электродом и металлом появляется видимая дуга. Если расстояние меньше 5 миллиметров, то такая дуга называется короткой. Мы рекомендуем использовать именно короткую дугу в своей работе, но это требует опыта и частой практики, поскольку не так уж просто непрерывно вести электрод на расстоянии менее пол сантиметра.

Но это не единственный метод. Также есть сварка под флюсом, сварка неплавящимся электродом в среде защитного газа и сварка с применением порошковой проволоки. Технологический процесс электродуговой сварки с применением любого из этих методов мало отличается от РДС. Единственное отличие — используемые в работе комплектующие и оборудование. Сама же дуга и ее характеристики остаются неизменными. Давайте подробнее разберем каждый метод.
Начнем со сварки применением флюса. Флюс — это вещество, выпускаемое в жидком, порошкообразном, пастообразном и кристаллическом виде, которое подается в сварочную зону и выполняет роль защиты шва от кислорода. Также флюс обеспечивает стабильное горение дуги и несколько упрощает формирование шва. Зачастую для работы с флюсом используют автоматический сварочный аппарат, который сам подает флюс в сварочную зону. Но вы можете и вручную нанести защитное вещество на поверхность металла. С помощью этого метода можно без особых трудностей варить металл любой толщины.
Второй метод — сварка с применением неплавящихся электродов. Они могут быть вольфрамовыми, угольные или графитовыми. Такой метод требует использования защитных газов и проволоки, об этом мы писали выше. С помощью такого метода возможна качественная сварка чугуна, алюминия, никеля, меди и прочих металлов. Такой способ зачастую используют профессиональные сварщики, которым доверили ответственную работу. Шов получается очень качественным и аккуратным. Также вы сможете сварить металлы любой толщины с достаточно быстрой скоростью.
Последний вид электродуговой сварки — сварка с применением порошковой проволоки. Этот метод очень интересный. Здесь при формировании шва в зону сварки подают специальную порошковую проволоку, но от обычной она существенно отличается. Сама порошковая проволока представляет собой полую трубку, которая заполнена флюсом. При плавлении этой проволоки флюс высвобождается и также плавится, образуя тот же защитный слой, что и при работе с обычным порошковым или кристаллическим флюсом.
Вместо заключения
Теперь вы знаете, что такое электродуговая сварка. Сварщик электродуговой обязан знать не только основы самого сварочного процесса, но и быть ознакомленным с основными нормативными документами, должен уметь читать чертежи и проводить первичный контроль качества. Технологический процесс электродуговой сварки не так уж сложен, как может показаться на первый взгляд. Все, что от вас необходимо — это правильно зажигать дугу, следить за ее стабильность и работать с оптимальной скоростью. Этого уже будет достаточно для успешного старта. Желаем удачи в работе!
Основы дуговой сварки
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Под воздействием сильного тепла металл на стыке между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом. При охлаждении и затвердевании создается металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные характеристики, что и металл деталей. Это резко контрастирует с процессами соединения без слияния (т.е. пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения. |
| Рис. 1 Базовая схема дуговой сварки |

При дуговой сварке сильное тепло, необходимое для плавления металла, вырабатывается электрической дугой. Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль соединения.Электродом может быть стержень, просто проводящий ток между наконечником и изделием. Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных работ при производстве стальных изделий используется электрод второго типа.
Базовая сварочная цепь
Базовая схема дуговой сварки проиллюстрирована на рис. 1. Источник переменного или постоянного тока, оснащенный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и «горячим» кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом.
Дуга возникает в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500 ° F на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку.Металлы при высоких температурах склонны вступать в химическую реакцию с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава контактирует с воздухом, образуются оксиды и нитриды, которые снижают прочность и ударную вязкость сварного соединения. Таким образом, многие процессы дуговой сварки обеспечивают некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов.Примером может служить гранулированный флюс, который фактически добавляет к сварному шву раскислители.
|
| Рис. 2 Это показывает, как покрытие на покрытом (стержневом) электроде обеспечивает газовый экран вокруг дуги и шлаковое покрытие на горячем сварном шве. |

На рис. 2 показано экранирование сварочной дуги и ванны с помощью стержневого электрода.Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Сама дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Природа дуги
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа.Отрицательно заряженный катод и положительно заряженный анод создают сильный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения
- Spray Arc — капля выбрасывается из расплавленного металла на электрод наконечник с помощью электрического пинцета перемещает его в ванну расплава (отлично подходит для сварки над головой)
Если электрод является расходным материалом, наконечник плавится под действием тепла дуги, и расплавленные капли отделяются и переносятся на работу через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, описывается как металлическая дуга. При сварке углеродом или вольфрамом (TIG) капли расплава не попадают в зазор и не попадают на изделие. Присадочный металл вплавляется в стык из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается в сварочную ванну с плавящимися электродами. Это обеспечивает более высокую термическую эффективность и более узкие зоны термического влияния.
Так как должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, наложенным на него, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением, когда контактная площадка нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Посмотреть еще статьи о процессах и теории дуговой сварки
Просмотреть статьи с инструкциями по дуговой сварке
Посмотреть статьи о решениях для дуговой сварки
.Основы дуговой сварки
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Под воздействием сильного тепла металл на стыке между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом. При охлаждении и затвердевании создается металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные характеристики, что и металл деталей. Это резко контрастирует с процессами соединения без слияния (т.е. пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения. | ||||||||
| Рис. . Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль соединения.Электродом может быть стержень, просто проводящий ток между наконечником и изделием. Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных работ при производстве стальных изделий используется электрод второго типа. Дуга возникает в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте. Дуга создает температуру около 6500 ° F на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
На рисунке 2 показано экранирование сварочной дуги и ванны расплава стержневым электродом. Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха. Сама дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны. При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
Если электрод является расходным материалом, наконечник плавится под действием тепла дуги, и расплавленные капли отделяются и переносятся на работу через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, описывается как металлическая дуга. При сварке углеродом или вольфрамом (TIG) капли расплава не попадают в зазор и не попадают на изделие. Присадочный металл вплавляется в стык из отдельного прутка или проволоки. Большая часть тепла, выделяемого дугой, передается в сварочную ванну с плавящимися электродами. Это обеспечивает более высокую термическую эффективность и более узкие зоны термического влияния. Так как должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, наложенным на него, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением, когда контактная площадка нагревается. Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла. Посмотреть статьи с инструкциями по дуговой сварке Посмотреть статьи о решениях для дуговой сварки .Страница не найдена | Департамент обучения и развития персоналаСтраница не найденаДобро пожаловать на новый веб-сайт Департамента обучения и развития персонала. Вы попали сюда, потому что информация, которую вы искали, имеет новое местоположение, больше не доступна или URL-адрес, который вы использовали, неверен. Используйте главное меню, чтобы найти то, что вы искали, воспользуйтесь функцией поиска вверху страницы или просмотрите следующий обзор содержания нового веб-сайта, чтобы найти нужную информацию.Или вы можете перейти на нашу домашнюю страницу, чтобы узнать больше о том, что доступно. Этот веб-сайт был запущен 15 декабря 2016 года с новым дизайном и реорганизацией контента, так что теперь он более согласован с нашими клиентами и заинтересованными сторонами, а информацию легче найти. Кроме того, новый веб-сайт соответствует всем требованиям правительства штата, включая доступность, и удобен для мобильных устройств. Мы будем рады вашим отзывам о новом веб-сайте. Пожалуйста, напишите нам через сайт @ dtwd.wa.gov.au. 1513913721 Что на сайтеОбучениеВ этом разделе представлена информация о профессиональном образовании и обучении для учащихся, родителей и сотрудников, такая как выбор учебного курса и / или учебного заведения, ученичество и стажировка, курсы базовых и справедливых навыков, стоимость курсов и ПОО для учащихся средней школы программ. Работа и навыки WAИнформация о вакансиях и навыках WA, включая подробную информацию о субсидируемых учебных курсах. В этом разделе доступен отраслевой квалификационный список Priority (PIQL). Развитие карьерыВ этом разделе вы найдете информацию и ссылки на ресурсы и инструменты, которые помогут вам в развитии и планировании карьеры. Развитие персоналаВ этом разделе представлена информация о модели планирования и развития персонала в Западной Австралии, а также информация о рынке труда Западной Австралии.Государственный список приоритетных занятий — SPOL — находится в этом разделе. Онлайн-услугиЗдесь мы предоставили ссылки на услуги, которые Департамент предлагает в Интернете. О насВ этом разделе содержится корпоративная информация Департамента, включая политики и инструкции. Контактная информация наших сервисных центров также доступна здесь. Кабинет ученичестваОфис ученичества регистрирует и управляет контрактами на обучение и регулирует систему ученичества / стажировки в Западной Австралии. 1513820918 Провайдеры обучения, практики ПОО и школыВся информация, инструменты и ресурсы, относящиеся к программам ПОО, доставке и оценке, доступны через «стикер» на главной странице или значок в правом верхнем углу главного меню. Это включает в себя нашу программу повышения квалификации, грамотность и навыки счета, политику и руководящие принципы, SPOL, информацию о требованиях к отчетности, Регистр квалификаций класса A и B , справочники по номинальным часам и Поиск продуктов для обучения, учебный центр управление и ресурсы для контрактных поставщиков и реферальных агентов по участию. 1486449314 Последнее обновление страницы: 28 июля 2020 г. .Типы и принципы дуговой сварки | Дуговая сварка | Основы автоматизированной сваркиНа этой странице описаны различные типы дуговой сварки, грубо разделенные на типы неплавящегося электрода и плавящегося электрода, а также принципы генерации дуги и сварки. Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.Скачать Дуговая сварка — это разновидность сварки плавлением, которая широко используется в различных областях промышленности. Дуговая сварка, включая дуговую сварку в среде защитных газов, в общих чертах подразделяется на два типа: тип плавящегося (плавкого) электрода и тип неплавящегося (неплавкого) электрода в зависимости от того, плавится ли сварочный пруток / проволока в процессе или нет.
Приведенные выше классификации являются лишь примером.Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы. В дуговой сварке используется электрическое явление, называемое дуговым разрядом. Дуговый разряд — это явление электрического разряда газа и относится к току, выделяющемуся в воздухе. Когда напряжение, прикладываемое к двум пространственно разнесенным электродам, постепенно увеличивается, воздушная изоляция в конце концов разрывается, и между электродами течет ток, излучая одновременно яркий свет и высокую температуру. Генерируемый свет в форме дуги называется электрической дугой или дугой.Дуговая сварка — это сварка с использованием тепла дуги в качестве источника тепла. 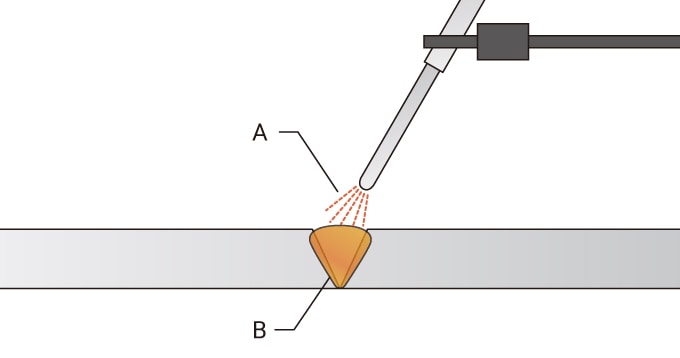 Дом . 2019 © Все права защищены. Карта сайта |

