Какую печь устанавливать в баню нужно решать ещё во время её проектирования. Если заводские варианты неприемлемы по условиям использования, а заниматься каменной кладкой не приходилось, то не остаётся ничего иного как сварить печку для бани из металла. Плюсом такого решения является то, что вся работа делается своими руками, если есть навыки обращения с электросваркой.

Конструктивные особенности и виды банных печей
Раньше для бань использовались знаменитые буржуйки. Тепла они давали немного, а дрова сжигали прожорливо. Современные конструкции кроме топки имеют каменку и бак с водой. При самостоятельном изготовлении используется листовое железо, бочки, трубы, газовые баллоны. В простейших конструкциях для подачи воздуха в дверце делаются отверстия. Однако расположенное снизу поддувало выполняет функции зольника и обеспечивает равномерное распределение воздуха по длине топки.
Самодельные металлические печи бывают:
- горизонтальными и вертикальными;
- с растопкой в парилке или из смежного помещения;
- с каменкой, установленной снаружи или внутри.

Современные конструкции кроме топки имеют каменку и бак с водой
Вертикальные конструкции занимают мало места, но обладают низкой теплоотдачей из-за быстрого прогорания дров в топке малого объёма. Горизонтальные лишены этого недостатка, но для их размещения требуется больше места. Бак с водой устанавливается на печь или дымоход. Наружная каменка нагревается до 400⁰C. Её удобно обрызгивать водой, чтобы поддать парку. Закрытую каменку сооружают внутри печи, где она может нагреться до 800⁰C. Чтобы обрызгивать делается дверца.
Преимущества и недостатки сварных печей из металла
Благодаря несомненным достоинствам такие конструкции постепенно вытесняют кирпичные и каменные печи. Из преимуществ нужно отметить:
- доступность материала;
- простоту конструкции;
- компактность;
- быстрый прогрев парилки, так как теплопроводность металла значительно выше, чем у камня и кирпича.
- нет риска отравиться угарным газом, поскольку продукты сгорания уходят через дымоход;
- отсутствие задымления при растопке сырыми дровами;
- возможность изготовления на удобном месте, с переносом готовой печи на место установки;
- небольшие финансовые затраты.
К недостаткам относятся:
- быстрое остывание, поэтому приходится постоянно подкидывать дровишки или делать массивную каменку;
- невозможность нагрева больших бань;
- высока вероятность обжечься при нечаянном касании стенок горячей печи;
- из-за низкой пожаробезопасности необходимо предусматривать защиту близко расположенных деревянных элементов от возгорания.

Печи из металла имеют простую конструкцию и недороги в изготовлении
Пошаговая инструкция изготовления металлической печи для бани своими руками
Чтобы определить размеры дровяной печки отталкиваются от размеров помещения бани и её особенностей. Сначала вычисляют объём парилки. Разделив его на два, получают требуемую мощность печи в киловаттах. Поскольку она будет тратиться для нагрева каменки и воды, а часть вылетит в трубу, полученный результат умножается на 2,5 — 3. Итоговая цифра верна для парилки с теплозащитной обшивкой, например, вагонкой.
Если её нет, итог умножается на 1,5. При необходимости обогрева смежных помещений последнее действие отменяется, а киловатты умножаются на 2. Чтобы не углубляться в математические дебри для практических расчётов коэффициент мощности топки берётся 0,5 — 0,6. Тогда объём топки в литрах = мощности печи делённой на 0,5 или 0,6. После извлечения из результата корня кубического можно прикинуть размеры топки и печи.
Предположим, что имеется парилка объёмом 14 мᶾ. Тогда необходимая мощность топки с учётом обогрева смежных помещений для неё будет равна:
14 : 2 = 7;
7 × 3 = 21;
21 × 2 = 42;
42 : 0,5 = 84 кВт = 84 000 ВТ
Извлекаем из 84 000 корень кубический, получаем объём топки 43,8 литра или 43 800 смᶾ. Таким объёмом обладает прямоугольная топка с размерами 25×25×70 или 30×30×48 см. Первый вариант подойдёт для горизонтальной, второй — вертикальной конструкции. Если печь предназначена только для обогрева парилки, объём топки в два раза меньше.

Чтобы определить размеры печки отталкиваются от размеров помещения бани и её особенностей
Пока баня свободна, подготавливается место установки. На пол настилается лист железа с таким расчётом, чтобы он выступал перед топкой на 0,7 м. Если стены обшиты легко воспламеняющимся материалом, их защищают кровельным железом или минеритом. Печь лучше делать из стальной трубы или газового баллона, так как круглая форма с минимумом швов служит дольше плоской и проще в изготовлении. Колосники свариваются из уголка и арматуры.
Простая печь для бани
Проще всего сварить печь из старого газового баллона. Сначала нужно открутить вентиль и залить ёмкость водой, чтобы вытеснить остатки пропана. После этого болгаркой отрезается крышка по заводскому шву. Последовательность действий:
- В крышке вырезаются отверстия под дверцы зольника и топки, а в корпусе — для патрубка, диаметром 100 -150 мм, который будет соединяться с дымоходом. На проёмы дверок приваривается обрамление из железных полос.
- Собранная колосниковая решётка крепится на уголки, установленные внутри баллона. Крышка приваривается к торцу.
- К изготовленным дверцам привариваются петли и запоры, после чего их устанавливают на место.
- Привариваются ножки из трубы диаметром 40 мм и патрубок для дымохода.
Печь из баллона нужно протопить на улице, чтобы выжечь краску. При желании её после обезжиривания можно покрыть термостойкой краской. Если баня не оборудована электрическим водонагревателем, сваривается бак, желательно из нержавейки. Для нагрева воды через него проводят дымоход. Если такой бак встроить в потолочное перекрытие, он будет защищать его от нагрева трубой. Бак можно разместить в удобном месте и соединить его трубами с теплообменником, установленным на дымоходе.
Сварка горизонтальной печи из трубы
Для её изготовления нужна труба диаметром 300 — 500 мм и две круглые крышки на торцы толщиной 3 — 5 мм. Сваривают печку для бани в следующей последовательности:
- к трубе привариваются ножки;
- в корпусе вырезается отверстие под патрубок для дымохода;
- колосниковая решётка устанавливается так же, как в предыдущем варианте;
- на переднюю крышку в подготовленные места с обрамлением привариваются дверцы;
- сверху устанавливается рама из уголков для каменки, с закреплённой на ней металлической сеткой;
- после установки в парилке сетка наполняется камнями из базальта, габро-диабаза или речной галькой.
Сварка вертикальной печи из трубы
Такие конструкции делаются по принципу 3 в 1. Труба диаметром 500 — 600 мм перегородками делится на три секции: топку, каменку, бак для воды. Размеры каждого отсека выбираются индивидуально. Большая топка вместит больше дров, и гореть они будут дольше. Массивная каменка накопит больше тепла. Для сваривания печки для бани нужно:
- подготовить трубу, железные перегородки толщиной не меньше 5 мм, крышки и круглую колосниковую решётку;
- вырезать отверстия под дверки и люк для засыпания камней;
- в перегородках, по центру, делаются отверстия для прохода дымохода, затем их устанавливают внутри трубы;
- на бак устанавливается крышка на петлях;
- для дверок используются вырезанные под них участки трубы;
- банной печь становится после установки дымохода и крана в нижней части бака.
Канал отвода дыма предпочтительней делать из сэндвича с базальтовой ватой.
Заключение
Для снижения потерь тепла и защиты от ожогов устанавливают в баню металлическую печь с кирпичной облицовкой. Минимальная высота кладки — 3 ряда, с зазором 10 — 15 см от стенок, кирпич ставится на ребро. Внизу и вверху между кирпичами оставляются отверстия для циркуляции воздуха. Если печь облицовывается на всю высоту, на верхний ряд крепится уголок из металла для монтажа перекрытия.
Традиционным местом для принятия гигиенических процедур и отдыха издавна является баня. Небольшое аккуратное строение на приусадебном участке может к тому же стать интересным решением в дизайне. Если баня используется только по назначению и имеет небольшие размеры, все оборудование, в том числе и печь, должны быть небольшими и эффективными. Если же хозяин еще и ограничен в средствах для того, чтобы купить готовую печь каменку, то правильным решением будет сварить печь для бани своими руками.
Особенности печной конструкции
 Печь для бани должна удовлетворять сразу нескольким требованиям. Она должна быть компактной, экономичной, эффективной. Чтобы максимально извлечь выгоду от сгорания топлива, при устройстве печи необходимо предусмотреть возможность прогрева камней во время топки, а также обеспечить нагрев воды. Иначе печь для бани окажется просто отопительной печкой.
Печь для бани должна удовлетворять сразу нескольким требованиям. Она должна быть компактной, экономичной, эффективной. Чтобы максимально извлечь выгоду от сгорания топлива, при устройстве печи необходимо предусмотреть возможность прогрева камней во время топки, а также обеспечить нагрев воды. Иначе печь для бани окажется просто отопительной печкой.
Если она изготавливается из металла, то необходимо предусмотреть устройство ограждения, чтобы не обжечься о горячий металл, случайно к нему прикоснувшись.
Выбор материала
Устройство печи для бани необходимо начинать с подбора материала. Для этого можно использовать листовую сталь толщиной не менее 5 миллиметров. Металл толщиной 3-4 мм тоже подойдет, но при нагреве он может выгибаться, что эстетически будет выглядеть не очень привлекательно. Из листового металла можно сварить корпус кубической формы или в форме параллелепипеда. Сварить что-либо оригинальное будет, пожалуй, трудно.

Лучше всего для корпуса банной печи использовать отрезок стальной трубы диаметром 500-600 мм и длиной около 1,5 метра. Толщина стенок, в этом случае, может быть меньше толщины листового металла, так как сама труба обладает большей пространственной жесткостью. Теплоотдача круглой печи при равном объеме топки будет больше, то есть можно рациональнее использовать пространство внутри бани.
Для дымохода в бане можно применить стальную трубу диаметром 100-150 мм. Длина ее подбирается в зависимости от конструкции бани. Необходимо учесть, что возвышение дымохода над кровлей из сгораемого материала не может быть меньше 1 метра.

Для возможности перекрывания печи после окончания топки, необходимо приобрести задвижку подходящих размеров, которая будет вварена в дымоход.
Еще понадобятся несколько петель или крючков, по количеству дверец в печке. Дверец может быть несколько, в зависимости от конструктивного решения печи. Об этом будет рассказано отдельно. Торцы корпуса печки делают из листовой стали.
Соединение деталей
Чтобы сварить детали будущей печи, можно использовать сварочный бытовой аппарат полуавтоматического действия. Для резки металла используется угловая шлифмашина с отрезным кругом. Перед сваркой все детали подгоняются одна к другой по месту. Перед тем, как окончательно сваривать все составляющие, их необходимо «прихватить» сваркой.

Для начала необходимо большую трубу (которая заготовлена для корпуса) разрезать на две части – 900 и 600 мм. Из большей части будет сварена топка с каменкой, из меньшей – бак для нагрева воды.

Для корпуса печи цилиндр ее целесообразно располагать вертикально. По высоте его необходимо разметить на три зоны – топка, поддувало и место для укладки камней. Сверху и снизу надо сварить крышки из листовой стали. В верхнюю крышку вваривается дымоход.


Топка должна занимать основную часть печи. Ее высота 700-800 мм. Под топкой расположено поддувало высотой около 10 см. Между топкой и поддувалом должна быть вварена колосниковая решетка. Ее можно изготовить из стержней арматуры диаметром не менее 16 мм.
Место для камней
Место для укладки камней может быть изготовлено различными способами. Существует два варианта печей для бани:
- Для постоянной топки, когда камни изолированы от огня листом стали и нагреваются при постоянном горении топлива. Печь в этом случае топится постоянно, во время совершения всех банных процедур.
- Для периодической топки, когда камни конструктивно находятся внутри печи, и нагреваются горячим воздухом и дымом, проходящим через укладку. После разогрева камней до состояния, когда от температуры они самоочищаются от грязи и сажи, топка печи прекращается, закрывается задвижка на трубе и начинается процесс использования бани.

Для варианта постоянной топки достаточно сварить по верху печи ограждение из стальных прутков, и уложить камни на верхнюю крышку, как в корзину, расположив их вокруг дымохода. В корпусе печи в этом случае необходимо вырезать две дверцы – для поддувала, размером 100х200 мм, и для топки, размером 250х300, которые необходимо навесить на петли или крючки, применив для этого сварку.

При использовании технологии периодической топки, печь для бани изготавливается иначе. В верхней части топки, примерно на 400 мм ниже верха печи, в трубу вваривается выпуклой стороной вниз, старый стальной колесный диск подходящего диаметра, изготовленный способом холодной штамповки. В этот диск, как в корзину, укладывают камни. В этом случае дверец будет три. Над топкой добавляется еще дверца для каменки размером 300х350 мм, которую также необходимо навесить на корпус.
Бак для воды и пожарная безопасность
Бак для нагрева воды в бане изготавливается таким образом, чтобы внутри его проходила дымовая труба. Тогда вода будет нагреваться от горячего дыма и продуктов сгорания топлива. Для этого в листе стали, используемом для днища бака, необходимо вырезать отверстие под дымоход, который и нужно вварить в днище. Для удобства пользования баком, в боковую стенку можно вварить патрубок с резьбой, на который накрутить банный кран.
Печь для бани должна устанавливаться на негорючем основании, на расстоянии не менее полуметра от сгораемых конструкций – деревянных стен и перегородок. Лучшим вариантом будет залить под нее фундамент из бетона. Перед дверцами топки и поддувала, для обеспечения пожарной безопасности, на деревянный пол крепится лист оцинкованного железа размером 500х700 мм.

Ограждение печи можно сварить из стальных прутков в виде решетки. Ограждение устанавливают на расстоянии 100-150 мм от корпуса печи. Допускается монтировать ограждение прямо к корпусу печи при помощи сварки.
Отопительный вариант печки
 При помощи электросварки по описанной выше технологии можно изготовить печи отопительного действия. По аналогии с изготовлением печи для бани, можно сварить буржуйку – простейшую печь, которая, тем не менее, очень эффективна при устройстве временного отопления. Отличие будет заключаться в отсутствии каменки и нагревательного бака для воды.
При помощи электросварки по описанной выше технологии можно изготовить печи отопительного действия. По аналогии с изготовлением печи для бани, можно сварить буржуйку – простейшую печь, которая, тем не менее, очень эффективна при устройстве временного отопления. Отличие будет заключаться в отсутствии каменки и нагревательного бака для воды.
Сварка с успехом используется и для устройства стальных котлов, которые тоже можно изготовить своими руками. Котел отличается от печи тем, что он нагревает не воздух помещения, а теплоноситель, который потом, разнесенный по помещениям, поступает в тепловые приборы – радиаторы, а те, в свою очередь, отдают тепло в воздух.
Сварка котла требует хорошей подготовки от сварщика, ведь все соединения должны быть герметичными для исключения утечек жидкого теплоносителя. Котел можно сварить из такой же трубы, как и для банной печи, расположив ее горизонтально. Именно в этом положении прогрев теплоносителя будет наиболее эффективным. В верхней части котла вваривается теплообменник из стальной трубы. В качестве его может с успехом использоваться змеевик от старого полотенцесушителя. Концы труб должны располагаться вне топки. Желательно нарезать на них резьбу, чтобы впоследствии присоединять котел к системе отопления.

Это будет простейший котел, который можно использовать только для периодического протапливания помещений садового или дачного домика.
Чтобы сварить настоящий котел, предназначенный для отопления коттеджа или жилого дома, необходимо произвести теплорасчет здания, определить требуемую мощность котла, и только после этого приступать к проектированию. В соответствии с проектом применяются материалы необходимых марок, трубы расчетного сечения.
Котел, сваренный с соблюдением всех правил, способен отапливать здания не хуже заводских изделий. А если предусмотреть установку автоматики, то при использовании некоторых видов топлива можно максимально увеличить комфортность проживания в доме.
Из какого металла лучше варить печь для бани

Самодельные печи для бани, обходятся в среднем в 3-5 раз дешевле заводской продукции. Экономия станет еще больше, если сварочные работы выполняются самостоятельно. При изготовлении своими руками, потребуется определиться со следующим:
- Из какого металла делать печь для бани.
- Какая толщина металла будет оптимальной.
- Электроды какого типа стоит использовать, чтобы обеспечить максимальную прочность сварного шва.
От ответа на все эти вопросы, зависит быстрота прогрева парной, срок и интенсивность эксплуатации самостоятельно изготовленной печи.
Какая марка стали лучше для банной печки
Температура нагрева дымовых газов внутри печи, достигает 450-550°С. При нагреве такой интенсивности, наблюдается деформация металла.
Непосредственное воздействие огня приводит к прогоранию стали. Конечно, можно попросту использовать металл толщиной 10 мм и более, но тогда придется подолгу протапливать парную, тратить большое количество топлива для прогрева. По причине использования толстостенных стальных листов, долговечная печь станет экономически невыгодной.
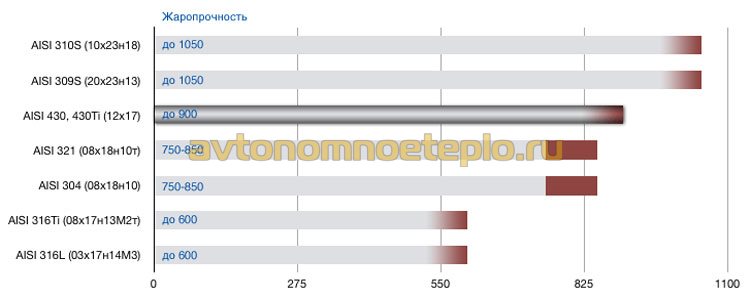
Задача, стоящая перед мастером – сделать конструкцию достаточно прочную, чтобы предотвратить деформацию, прогорание и одновременно имеющую хорошую теплопроводимость. В заводских условиях, для изготовления банных печей используется металл с высокой степенью жаропрочности.
Большинство производителей используют марку хромистой коррозионностойкой нержавеющей стали AISI 430. В бюджетных моделях, железо для банных печей меняют на конструкционную сталь ГОСТ 1050-88. У каждого металла есть свои плюсы и минусы.
Легированная сталь отличается от конструкционной стали следующими характеристиками:
- Устойчивость к влаге – легированная сталь, применяемая при изготовлении печей для бани, нержавеющая. Отсутствует склонность к коррозии даже при интенсивном нагреве. Отечественная марка жаропрочной высоколегированной нержавеющей стали 08Х17Т.
В некоторых источниках указывается на практически полную идентичность характеристик жаростойких сталей данного типа. Конструкционное железо не отличается коррозионной стойкостью, что приходится учитывать при расчете толщины стенок топки. - Время эксплуатации – срок службы печей из конструкционной стали, 3-4 года. AISI 430 приходит в негодность за 5-8 лет.
- Возможность ремонтных работ – марки жаростойких сталей для изготовления дровяных банных печей, AISI 430 и 08Х17Т, имеют низкое содержание углерода, что делает возможным проведение сварочных работ. Конструкционное железо содержит соединения серы и фосфора, предающие ему хрупкость и ломкость.
- Жаростойкость – марки жаропрочной стали для печи в баню, AISI 430 и 08Х17Т, выдерживают нагрев до 850°С без изменения структуры металла и его кристаллической решетки. При поднятии температуры до 600 °С, предел прочности остается в районе 145 Мпа. Образование окалины происходит только при разогреве до 8500°С.
Металл в банной печи при интенсивной топке нагревается до температуры 450-550°С. У конструкционного материала, параметры жаростойкости меньше.
Хромосодержащая жаростойкая сталь стоит дорого, к тому же не все узлы испытывают одинаковую термическую и коррозионную нагрузку. По этой причине, конструкцию банной печи делают из нескольких металлов:
- Топка – для топочной камеры используют AISI 430 или аналог 08Х17Т. При самостоятельном производстве, применяют сталь 10 ГОСТ 1050-88.
- Экран – конвекционные каналы не испытывают такой же нагрузки как топка, поэтому, для их производства берут 08ПС или 08Ю ГОСТ 19904-90.
- Корпус печи для бани делают из листовой конструкционной стали.
- Дверца топочной камеры – практика показывает, что данная часть устройства испытывает максимальную термическую нагрузку. По этой причине, использование даже высоколегированной нержавеющей стали, не достаточно. Через несколько топок наблюдается деформация дверок. Оптимальным решением считается навешивание чугунной дверцы.
Как правило, при самостоятельном изготовлении банной печи используют металл, который легче поддается механической и сварной обработке.
Оптимальная толщина металла для печи в баню
При определении толщины металла, учитывают две основные характеристики, влияющие на рабочие параметры банной печи:
- Прогорание стали – если для топки использовать тонкостенный лист обычного металла, спустя буквально полгода топки, придется ремонтировать печь. Обычная сталь толщиной 4 мм, обеспечит быстрый прогрев парной, но прослужит недолго. По этой причине, производители делают топочную камеру из AISI 430, жаростойкой хромистой нержавеющей стали толщиной 4-6 мм.
- Теплопроводность – температура нагрева печи напрямую зависит от толщины стенок топки. Кажется, что проще было сделать топочную камеру из металла 10 мм и больше, и так предотвратить прогорание, но такой подход нецелесообразен по нескольким причинам.
Чем толще металл, тем больше требуется тепловой энергии и времени, чтобы прогреть его и поддерживать необходимую температуру. Печное оборудование становится экономически невыгодным. Оптимальная толщина металла у банной печи, должна быть 6-8 мм.
Минимальная толщина стали в топочной камере 4 мм, допустима только при условии применения AISI 430 и 08Х17Т. В других случаях, нужна толщина металла не менее 6 мм. Большинство мастеров рекомендуют при самостоятельном изготовлении печи, использовать конструкционную сталь толщиной 8 мм.
Какими электродами надо варить банную печь
Чтобы сварить печь, потребуются электроды, выбираемые, в зависимости от используемой при производстве стали. Нержавейку варят методом аргонодуговой сварки. Подойдут электроды марки ЦЛ 11 и Д4.
После проведения сварочных работ, обязательно удаление окалин и протравка. Так можно избежать коррозии в месте сварного шва.
Электроды для сварки банных печей, изготовленных из конструкционной стали НИАТ-5, ЭА-112/15, ЭА-981/15 и ЭА-981/15. Толщина выбирается, в зависимости от плотности металла и температуры его прогрева.
Срок эксплуатации печки во многом зависит от грамотного проведения сварных работ, в том числе от выбора расходных материалов и последующей обработке шва. Варить топку лучше профессионалу. Проведение сварочных работ по нержавеющей стали, требует 5-6 категории квалификации сварщика.
Изготовить печь для бани своими руками, при наличии специальных навыков, грамотном выборе комплектующих и расходных материалов, не сложно.
чертежи и cхемы, пошаговый алгоритм
Одним из важных этапов обустройства частной бани на участке является изготовление и монтаж отопительной печи.
Громоздкие и трудоемкие печи из кирпича или камня можно оставить профессионалам, а вот сварить печь в баню из металла своими руками под силу даже начинающему банщику.

Содержание статьи
Характеристики и чертежи самодельных печей для бани
Металлические печи для бани и сауны – отопительные устройства, которые используются для обогрева помещений и подогрева воды. Самодельные конструкции обладают рядом отличительных характеристик:
- доступность и дешевизна материала для изготовления;
- компактные габариты и небольшой вес;
- простая и универсальная конструкция;
- быстрый и эффективный нагрев;
- долговечность и практичность;
- легкость в сборке своими руками;
- простота в ежедневном уходе.
Важно! Для монтажа самодельной печи не требуется получения разрешительной документации.

Остановив свой выбор на сборке металлической печи, следует учитывать основные недостатки устройства. К ним относится:
- постоянный контроль над работой прибора;
- высокая вероятность получения ожогов при непосредственном контакте с металлической поверхностью;
- пожароопасность.
Важно! Металлические печи обладают низкой теплоемкостью — для более продолжительного сохранения тепла их зачастую облицовывают защитным экраном из кирпича, оставляя зазор для прослойки воздуха.


Габариты печки просчитываются в индивидуальном порядке с учетом размера помещения, в котором она будет эксплуатироваться. Прежде чем приступить к изготовлению, необходимо тщательно изучить рабочие чертежи и схемы сборки.




Конструктивные особенности и разновидности печей
Банная печь конструктивно состоит из следующих элементов:
- Зольник. Располагается под топочной камерой и предназначается для сбора золы после сгорания топливного материала.
- Поддувало. Защитная дверка, которая предусматривает естественную циркуляцию воздуха в топочной камере для лучшего горения.
- Топка. Предназначается для закладки и сгорания топлива, в результате которого происходит обогрев помещения и нагрев воды.
- Колосник. Разделяет топочную камеру на два отсека, верхний – для закладки и сгорания топлива, нижний – для сбора золы.
- Печной теплообменник. Встраивается в дымоход или топливную камеру для нагрева воды и отопления.
- Дымоходная труба. Используется для вывода отработанных газов, выделяемых при сгорании топливного материала.
- Шиберная задвижка для дымоотвода. Предназначается для создания естественной тяги в печном оборудовании. От размера задвижки зависит интенсивность и скорость сгорания топливного материала.


По типу используемого топлива современные отопительные печи для бани бывают:
- Дровяными. Самый простой и долговечный вариант печной конструкции, изготовленной из кирпича, камня или металла. Подобные устройства обеспечивают быстрый и эффективный нагрев помещений любого размера. В качестве топлива могут использоваться дрова, пеллеты, брикеты и твердый топливный материал.
- Газовыми. Устройства с функцией постоянного подогрева работают на природном газе или жидком горючем. Обеспечивают быстрый и равномерный нагрев помещений за небольшой промежуток времени.
- Электрическими. Подобные агрегаты различаются габаритами, рабочей мощностью и функциональными возможностями. Электрические печи способны поддерживать высокий температурный режим. Несмотря на свою практичность и долговечность, являются достаточно энергоемкими, поэтому подходят в качестве дополнительного источника обогрева.

Технология изготовления металлической печи для бани своими руками
Самому сварить печь для бани достаточно просто, поскольку изготовление самодельного отопительного оборудования не требует наличия серьезных расчетов и схем.
По своим техническим и эксплуатационным характеристикам готовое устройство абсолютно не будет уступать заводским изделиям.
Итак, как сварить печку для бани своими руками из доступных материалов? Для начала следует подготовить надежное основание под самодельное устройство.
Возведение фундамента под печь
Несмотря на компактные габариты и небольшой вес металлической печи, механическая нагрузка на пол в месте монтажа устройства будет значительной. Поэтому под печь нужен прочный и надежный фундамент.


Оптимальный вариант для металлической конструкции – фундамент из бетона. Все работы проводятся в следующем порядке:
- В месте установки печи подготавливается котлован глубиной до 55 см. По ширине котлован должен превышать габариты печи на 10 см с каждой из сторон.
- На дно засыпается гидроизоляционная песочная подушка высотой до 12 см. Плотно трамбуется и увлажняется.
- Далее устанавливается опалубка из нешироких досок, верхняя часть которой должна быть на уровне чистового пола.
- Между досками устанавливается каркас из арматурных прутьев.
- Выполняется заливка фундамента бетонной смесью и трамбовка строительным вибратором.
- После застывания бетона опалубка демонтируется, а сверху выкладывается площадка из огнеупорного кирпича в 2 ряда. Высота готовой площадки должна быть выше уровня пола на 20 см.
Пошаговая сборка печи
Самый доступный вариант самодельной печи – из листового металла толщиной до 6 мм. Размеры готового устройства: высота – 75 см, ширина – 55 см, длина – 85 см.
Для сборки основных элементов конструкции используется сварка. Все работы проводятся в следующем порядке:
- Болгаркой подготавливаются 4 заготовки для будущих стенок. Две имеют размеры 65 × 85 см, две – 65 × 55 см. Размеры днища, внутренней перегородки и верхней части конструкции составляют 54 × 84 см для припуска при наваривании стенок к основанию.
- Дно выкладывается на ровное основание. Вначале фиксируется одна боковая стенка, далее проверяется правильность полученного угла угольником. Аналогично фиксируются остальные стенки – вторая боковая и задняя. После сборки стенок тщательно свариваем все соединительные швы по периметру.
- Внутри корпус разделяется на три отделения – для золы, топки и каменки.
- Для фиксации внутренних перегородок используется уголок размером 3 × 3 см. Подготавливается четыре заготовки по 84 см каждая.
- Две заготовки фиксируются сваркой на боковые стенки на уровне 14 см, остальные – на уровне 40 см.
- В заготовке для перегородки размером 54 × 84 см делается небольшой отступ в 5 см и вырезается отверстие 15 × 25 см. Далее привариваются арматурные прутья диаметром 10 мм, которые используются в качестве колосника. Расстояние между отдельными элементами – 10 мм.
- В заготовке для лицевой стороны с отступом в 4 см от нижней части проделывается отверстие 10 × 25 см в качестве дверки для зольного отделения. Отступив от изделия 4 см, проделайте еще одно окно 15 × 25 см для закладки топлива.
- Лицевая часть приваривается к конструкции.
- Во внутреннюю часть корпуса устанавливаются уголки на перегородку для колосников и фиксируются сваркой.
- На крыше проделывается выходное отверстие для трубы. Далее выполняется фиксация крышки по периметру.
- Выполняется установка трубы и фиксация сваркой по окружности основания.
- Монтируются защитные дверки при помощи фиксирующих элементов.
- На заднюю часть корпуса устанавливается водяной бак.
- Сверху на топочную камеру выкладываются банные камни.
- В завершении привариваются ножки, изготовленные из металлических уголков, длиной до 12 см.
Теперь любой владелец бани сможет сварить печь своими руками и создать практичное и надежное отопительное устройство.
Содержание:
Традиционная русская баня имеет очень много поклонников, ведь она не только полезна для здоровья, но и позволяет приятно провести время и расслабиться. Вот почему в последнее время все большее количество хозяев загородных домов стремятся оборудовать у себя на территории баню. Дальше в статье с фото мы подробно расскажем, как правильно сварить печку для бани, а также каковы особенности ее конструкции и установки.

Как правило, масса печи составляет порядка 800 кг. Поэтому ее установка должна производиться на предварительно залитый на глубину 0,5 м фундамент, который по ширине должен превышать размеры печки на 5 см. Для более легких конструкций заливка фундамента необязательна, их можно устанавливать непосредственно на бетонный пол. Читайте также: «Правильная установка печи в бане своими руками – возможные ошибки из практики».
Для дровяных печей требуется наличие колосниковой решетки. Ее можно приобрести в готовом виде или сварить самостоятельно и уложить на уровне дверки топки. Располагают решетку в углу топливного отсека в 30 см от дверцы. Толщина внешней стенки топливной камеры составляет ½ кирпича. Отметим, что внутри топливника со всех сторон делают небольшие скосы, чтобы древесный уголь, образующийся в результате горения дров, скапливался на колосниковой решетке.
Конструкция печи
Любая печь для бани состоит из нескольких обязательных элементов:
- Зольник. Он расположен сразу под топкой, поэтому в него попадает зола, остающаяся после сгорания топлива. Резервуар следует время от времени очищать от золы.
- Поддувало. Это специальная дверка, которая обеспечивает доступ воздуха в топку, в результате чего топливо лучше горит.
- Задвижка в дымоходе. Такой заслон обеспечивает тягу в печи. Чем шире она открыта, тем интенсивнее и быстрее сгорает топливо в печи. После полного прогорания и остывания углей и печи, эти заслонки полностью перекрывают, чтобы сохранить тепло. Если же угли еще тлеют, то во избежание отравления угарным газом, оставляют зазор в 2 см для вентиляции.
- Змеевик или котел. В этих элементах, встроенных в топливный отсек, происходит нагрев воды. Выходящий из них пар создает в бане нужный микроклимат, кроме того, воду не нужно будет кипятить дополнительно.
Каждая из разновидностей печей отличается своими характеристиками, которые нужно учитывать при выборе оптимального варианта для создания определенных условий в бане.

Различают такие печи, как:
- На дровах. Такая конструкция печи является наиболее привычной и распространенной. В нее входит топка, колосники, зольник и дымоход. Материалом для печи может быть кирпич, либо металл. Примечательно, что подобные конструкции при небольших габаритах способны быстро и эффективно прогреть даже просторное помещение. Их часто применяют в постройках, куда не подведено центральное газоснабжение. Именно дровяную печь для бани сварить своими руками проще всего. А приятным бонусом является легкое потрескивание дров во время горения, которое успокаивает и умиротворяет.
- Чугунные. По технологии работы такие печи бывают постоянного и временного горения (детальнее: «Как выбрать печь чугунную для бани – советы и рекомендации»). Конструкции временного действия протапливаются дровами. Пользоваться парной можно начинать только после полного сгорания топлива. А вот печи постоянного подогрева работают на газе или жидком топливе. В этом случае находиться в парной можно все время, пока печь топится, причем пар распределяется по комнате равномерно, да и прогревается она намного быстрее.
- Электрические. Установки такого типа выпускают в различных размерах, мощности и эффективности. Такие печи способны быстро догнать температуру до необходимых показателей, они долговечны и хорошо отдают тепло. По стоимости электропечи не очень затраты, к тому же, для них не нужен дымоход.
- Для финских саун. Сама конструкция таких печей предполагает выработку сухого пара и высокой температуры в парной. Они могут быть как электрическими, так и на дровах. При наличии специальных чертежей, сварка печи для бани финского типа может быть произведена самостоятельно (подробнее: «Какая финская печь для бани подойдёт лучше всего»).
Стоит обратить внимание на ряд особенностей, которыми обладают печи различных конструкций.
В частности, дровяные печи допускается топить и другими видами твердого топлива, например, углем или брикетами. Качественный чертеж печи для бани из металла позволит создать долговечную и надежную печь.

Чугунные установки, работающие на газу, должны быть подключены к централизованной системе газоснабжения. Не рекомендуется использовать газовые баллоны из-за высокого риска взрыва или возгорания.
Кроме того, у печей на жидком топливе есть специфический запах, выделяемый при сгорании. А пожарная опасность у них так же велика, как и у газовых.
Если вы планируете установку электрооборудования, стоит проверить состояние электропроводки и толщину кабеля. Да и с точки зрения экономии, из-за высоких цен на электроэнергию лучше использовать такие печи лишь в небольших помещениях.
А вот если прикидывать, сколько стоит сварить печь для бани, все будет зависеть от размеров печи и количества необходимых материалов
Как изготовить металлическую печь
Поскольку никаких сложных вычислений и чертежей для создания банной печи не требуется, многие предпочитают произвести эту работу самостоятельно. Готовая самодельная конструкция по своим функциональным особенностям не будет ничем отличаться от фабричного аналога. Как правило, от такой печи требуется обогрев мойки, предбанника и парилки.
Перед тем, как сварить печку для бани своими руками, следует лишь закупить материалы и проконсультироваться со специалистами.

Для сварки печи потребуются следующие элементы:
- листовая сталь толщиной 8 мм либо металлическая труба сечением 50 см;
- дымоходная труба сечением более 10 см;
- прутья арматуры сечением 1 см или больше;
- колосники;
- металлический резервуар для воды емкостью 1000 л;
- дверцы для топки и зольника;
- аппарат ля сварки;
- болгарка с набором кругов для резки и шлифовки.
Чтобы понять, как правильно сварить печь для бани, предлагаем изучить подробную инструкцию с фото.

Итак, последовательность действий, как сварить печь в баню, такова:
- Сначала нужно отрезать участок трубы около 1 м высотой, который нужен для выкладки каменки.
- Для бака печи потребуется еще кусок трубы длиной 70 см.
- В первом отрезке трубы в нижней части следует прорезать окошко для поддувала размерами 20×6 см.
- Далее к верхней части окошка для поддувала нужно приварить металлическую планку.
- В планке прорезают несколько отверстий для фиксации колосников в поддувале.
- В центральной части проделывают окно размерами 30×30 см для доступа к топке.
- На следующем этапе фиксируют завесы, дверцы и запоры для них.
- Сверху над топкой располагают место для каменки, а также приваривают трубу перпендикулярно топке.
- В каменке выкладывают камни.
- Дымоход приваривается и проходит через бак и каменку, либо выводится отдельно.
- Над каменкой на высоте 10-15 см располагается бак для нагрева воды, в котором предусмотрена съемная крышка, а внизу кран для слива воды.
- Финишный этап – это зачистка и шлифовка всех сварочных швов.
Так как сварить печку для бани не составляет труда, очень многие предпочитают именно такие конструкции.

У них есть ряд достоинств:
- наличие недорогих материалов;
- малые габариты;
- высокая скорость нагрева;
- пожарная безопасность;
- нет необходимости в технической документации;
- возможность самостоятельного монтажа;
- долговечность.

Однако стоит указать и ряд недостатков самодельных печей:
Тонкости установки самодельной печи для бани
Можно выделить ряд таких советов:
- Подходы к металлической топке должны быть покрыты теплоизоляцией и листовой сталью.
- Категорически запрещено размещать печь вблизи деревянных стен и перекрытий, склонных к возгоранию.
- Самодельную печь можно обложить кирпичом, который повысит безопасность эксплуатации, теплоотдачу и улучшит внешний вид. Толщина стенок может составлять ½ кирпича.
- Перед установкой в бане сваренную печь нужно вхолостую протопить несколько раз, чтобы она приобрела окончательную форму.
- Топка должна открываться напротив входной двери.
- Дымоходная труба должна быть выше крыши, как минимум, на 50 см. В месте прохода сквозь крышу дымоход штукатурят и покрывают известью.
- В горизонтальной топке дрова сгорают без остатка, так что тепла такая печь отдает больше.
- Желательно использовать не склонную к разрушению и коррозии толстую трубу для сварки печи в баню.
- В последнее время довольно часто изготавливают двухкамерные печи для полного сгорания топлива. Они намного эффективнее и экономичнее.
- По размеру печь должна соответствовать габаритам банного помещения.
Содержание:
Печи из металла пользуются большей популярностью, чем кирпичные. Объясняется это их доступной стоимостью, высоким КПД, прочностью и небольшим весом. Но у них имеется и немало недостатков. Можно построить для дома печь из металла своими руками.

Плюсы и минусы металлических печей
Металл относится к прочным материалам, но он одновременно пластичен и податлив, что позволяет придать ему почти любую конструкцию. Он способен выдержать высокие нагрузки и перепады температур. Имеется немало методов обработки металлов, поэтому при изготовлении печей можно применять различные технологии.
Так как главным конкурентом металлических агрегатов на рынке отопительного оборудования являются кирпичные конструкции, сравнение технических характеристик будет между ними. Например, КПД печей из кирпича составляет около 70%. Что касается металлических изделий, то этот показатель у них достигает 83%, при этом они весят намного меньше и более доступные по цене.
Еще одним важным преимуществом печи для дома из металла считается цельность конструкции, поэтому ее можно без проблем перемещать и перевозить. С крупными сооружениями из кирпича это сделать невозможно.

По причине незначительного веса металлическим агрегатам не требуется обустройство отдельного прочного фундамента, а установка заключается только в возведении дымохода. В неотопительный период мобильное железное изделие можно переместить в подсобку или сарай и тем самым освободить пространство в помещении.
Металл, используемый в качестве материала изготовления агрегата, отличается высокой теплопроводностью, в результате чего он быстро нагревается, но и остывает аналогично. Такой обогрев способствует повышению КПД. В кирпичных печах сначала следует подождать, когда начнется внутренний теплообмен, а до этого в процессе протопки все полученное тепло уходит в дымоход.
Почти все преимущества металлических агрегатов основаны на особенностях этого материала – он достаточно плотный, не пористый, под воздействием конденсата не отсыревает как кирпичи. Им не опасны длительные перерывы в работе, они не нуждаются после простоев в разгонной протопке.
Металлические печи для дачи легче сертифицировать и на них проще оформить разрешение в пожарной инспекции, что позволит сэкономить и деньги, и время. В продаже встречаются модели, которым вообще не требуется согласование, а только установка автономного дымохода.

Но у металлических агрегатов имеются и недостатки:
- Они не «дышат», так как в отличие от кирпича металл не пористый материал. Кирпичная печь при остывании поглощает из воздуха влагу, а при нагревании отдает ее. В результате в помещении создается постоянный баланс влажности, обеспечивающий ощущение комфорта. Иногда металлические агрегаты облицовывают кирпичом, чтобы добиться аналогичного эффекта, но он получается не таким результативным, а конструкция теряет легкость и мобильность.
- Как уже говорилось, металл быстро нагревается и остывает, поэтому для поддержания тепла в доме, печку из него приходится топить постоянно, а иначе она через несколько часов полностью остынет. Решить данную проблему можно путем изготовления металлического агрегата длительного горения. Но в любом случае он является постоянным очагом, создающим риск возникновения пожара и угара, и по этой причине его нельзя надолго оставлять без присмотра.
- Основной минус металлических печей заключается в их пожароопасности. У них стенки при нагреве раскаляются до такой степени, что могут спровоцировать воспламенение предметов, отделочных материалов, напольного покрытия, расположенных в непосредственной близости от огня. Поэтому в МЧС не просто получить разрешение на использование железного агрегата в жилой постройке – для него придется обустроить отдельную котельную.
- Срок эксплуатации печки из металла для дома составляет до 20 лет. При частой эксплуатации даже толстый металл выгорает, в результате чего стенки изделия становятся тоньше. Но всего за десятилетие работы печь полностью окупает свою стоимость за счет сокращения расходов на топливо и возможности заменить агрегат без ремонта и перепланировки помещений.
Выбор металла
Технические характеристики будущего отопительного устройства во многом зависят от выбранного для него металла, что отражается на себестоимости работы и сложности ее выполнения.

Для создания агрегатов используют:
- Суррогаты. К ним относятся, например, алюминиевые бидоны для молока. Но их использование нельзя назвать самым лучшим вариантом. Причина в том, что обеспечить высокий КПД может дожигание отработанных газов, во время которого температура достигает минимум 400 градусов, а при эксплуатации экологичной печки она поднимается до 600 градусов. Но при 660 градусах алюминий плавится. Это означает, что из бидона долговечная печь не получится.
- Обычную конструкционную сталь. Характеризуется пределом прочности до 400 градусов (свыше 2-х часов) и 600 градусов (до 2-х часов). Для печей подходит исключительно толстая сталь – минимум 4 миллиметра. Но частое использование подобного агрегата невозможно, поскольку он всего за одну зиму прогорит.
- Жаропрочную сталь. Из нее изготавливают заводские печи, задействуя спецсталь толщиной 1,5 — 3 миллиметра. Служат данные конструкции до 20 — 30 лет. Они компактны, имеют небольшой вес и высокий КПД. Заводские агрегаты обычно сертифицированы соответствующими службами, их можно монтировать в жилых постройках. Сверху у них бывают маломощные водогрейные регистры или варочные поверхности. Изготовить из жаропрочной стали своими руками металлическую печь вполне возможно, поскольку сборка отдельных моделей не нуждается в капитальной сварке, а соединения выполняют иначе, например, при помощи стальных заклепок. Примером такого прибора является изделие «Слобожанка».
- Чугун. Железо с примесью углерода характеризуется незначительной величиной теплопроводности и тем самым хорошо удерживает тепло внутри печи. Прогревается чугунный агрегат быстро, а после протопки еще в течение 3 – 4 часов продолжает обеспечивать обогрев. Его используют для теплоснабжения помещений площадью до 60 «квадратов». Для изготовления печей подойдет чугун толщиной 6 –25 миллиметров. Более тонкий сплав отличается повышенной хрупкостью, а слишком толстый при первой же растопке может треснуть. По причине значительного веса чугунные печи нельзя устанавливать непосредственно на пол, а поэтому приходится обустраивать бетонную стяжку. Для этого разбирают пол и заливают бетонную площадку нужной высоты. Сделать печь из чугуна самостоятельно не получится, так как в кустарных условиях его невозможно обработать. Используют такие агрегаты для обогрева хозпомещений или теплиц.
Классификация печных агрегатов
Чаще всего самодельные печки делают с варочными поверхностями.
Согласно особенностям устройства их делают:
- камерными;
- канальными;
- колпаковыми.
В камерных печках топочные газы поступают в специальную камеру и там за счет естественной циркуляции полностью сгорают. Их конструкция создает подобие горения обычного костра в замкнутом пространстве. В бытовых моделях топочный отсек соединяют с дожигательным в единый модуль, называемый горнилом. Его сводчатая форма обеспечивает полный дожиг топлива. Примером подобной конструкции можно назвать классическую русскую печь.

В канальном агрегате топочные газы сначала догорают, потом постепенно остывают и перемещаются по каналам, находящимся между перегородками. При передвижении они отдают тепло печному корпусу. Внутри догорание отсутствует до тех пор, пока температура в топочном отделении не достигнет 400 градусов. КПД этих приборов не превышает 60%.
В колпаковой печи продукты горения движутся к своду особого колпака и там задерживаются, полностью догорая. Затем газы опускаются к низу и отдают тепло корпусу. Для растопки такого агрегата достаточно прогреть только небольшую зону колпака. Его КПД может составить 75%.
Особенности печей из металла
От металла зависят эксплуатационные характеристики отопительных агрегатов. Поскольку его теплопроводность по сравнению с теплоемкостью намного выше этот материал плохо накапливает тепло. Металл быстро поглощает тепловую энергию, накаляется и в скором времени остывает. Если учитывать данное свойство, можно собрать камин из металла своими руками таким образом, чтобы при минимальной степени прогрева добиться высоких значений.

Самодельные печки из металла в зависимости от особенностей конструкции функционируют по-разному:
- Камерные. Эти устройства фактически являются обычной «буржуйкой», первые образцы которой появились пару веков назад, но им требовалось большое количество топлива. Потом их конструкцию усовершенствовали – поместили в нее колосник с поддувалом, укоротили дымоход до 2,5 –3 метров и утеплили его. Особенность агрегата заключается в том, что он саморегулирующийся – при полной протопке пропускной способности дымоходной трубы не хватает для вывода топочных газов, в итоге в горниле возникают завихрения, полностью дожигающие продукты горения. Только потом газы способны пройти по трубе. Поскольку на выходе из дымохода их температура равна около 100 градусов, конденсат отсутствует. Его очищают от сажи раз в год. КПД таких печей достигает 60%.
- Канальные. В них вместо сложного лабиринта газовых трубок оставлено одно колено. Оно разделяет топочную и дожигательные камеры. Посредством отверстия в конфорке на варочной панели или регулируемого воздушного дросселя поступает вторичный воздух, обеспечивающий дожигание топочных газов. Поскольку этот процесс осуществляется в одном месте, КПД равен 70-80%. Производительность печи при этом высокая, а эффективность функционирования не зависит от силы тяги или размеров дымохода. Поскольку основное тепло образуется в дожигательном отделении, агрегатом пользуются в двух режимах – пламенном и продолжительного горения. Используют разное твердое топливо, а мощность регулируют не количеством сжигаемых дров или угля, а путем подкручивания дросселя. Чистку дымохода выполняют раз в несколько лет при условии качественной эксплуатации печи. Дожигатель для нее желательно изготавливать из жаропрочной стали, причем в форме корыта. Корпус делают из обычной стали, имеющей толщину не меньше 4 миллиметров, а варочную поверхность из чугуна или толстой 8 – 10-миллиметровой стали. Плиту желательно сделать съемной, поскольку со временем ее нужно будет заменить, так как она прогорит.
- Колпаковые. Печи долгого горения работают в режиме тления, в результате чего появилась возможность сделать период теплоотдачи более продолжительным. Он может составлять от нескольких суток при использовании дров и от 10 до 30 дней для каменного угля. Если применять упрощенную схему подобной печи, в ней топливо будет тлеть непосредственно у поверхности, куда попадает кислород. Топливо в процессе пиролиза расщепляется на летучие компоненты, которые, поднявшись вверх, сгорают в колпаке, обеспечивая 60% тепла. С целью увеличения данного показателя на печь можно поместить газовую рубашку, где газы будут догорать. Как показывает практика, в результате КПД такой печки может достичь 80%, а иногда и больше. Если выбор сделан в пользу данной конструкции агрегата, необходимо помнить некоторые нюансы. Не смотря на то, что такая печь из железа для дома может функционировать на разном твердом топливе, наибольший эффект от ее работы достигается при растопке тем его видом, для которого она изначально предназначалась. При этом применяемое топливо должно быть сухим, а догружать его до момента полного сгорания предыдущей закладки не рекомендуется. В дымоходе печей продолжительного горения всегда образуется большое количество токсичного конденсата, поэтому нужно создать условия для его безопасного слива. Чтобы изготовить корпус агрегата, можно задействовать большой газовый баллон или использованную железную бочку.
- Масляно-пиролизные. Они известны как печки на отработке. Этот экономичный вариант пользуется большой популярностью среди печников – самоучек. Принцип функционирования агрегата несложен. Заливают в бак отработку, потом поджигают и подают кислород через воздушный дроссель, в результате горение не будет сильным, но для испарения масляного топлива его будет достаточно. Пары от отработки поступают вверх в отсек в форме трубы, имеющей перфорированные стенки, через которые проникает воздух. В процессе горения пары направляются в дожигатель с перегородкой, задерживающей оксиды азота в определенной температурной зоне до тех пор, пока они не распадутся и не начинают выделять тепловую энергию.

Использование в бытовых условиях агрегатов, функционирующих на отработке, согласно противопожарным правилам, запрещено, поэтому они не встречаются в продаже. Обычно такую печь уличную из металла устанавливают на приусадебных или дачных участках.
Изготовление агрегата для бани
Одним из лучших вариантов отопительного устройства для бани является металлическая печь из листовой стали, обложенная кирпичом. Такая самодельная печь для бани не мобильна, но пожаробезопасна, а значит, ее можно устанавливать в жилом доме и даже в деревянной банной постройке.
Для ее сооружения из инструментов понадобятся:
- сварочное оборудование;
- болгарка;
- диоды 3-4 миллиметра.
Также нужно иметь листы железа толщиной 2 –3 миллиметра, и арматуру 8 –10 миллиметров.

Важным моментом является то, что при обустройстве такой печи необходимо правильно подобрать для дымохода сечение, поскольку от этого зависит сила тяги, на которую также влияют погодные условия: чем теплее и влажнее воздух, тем она слабее.
В недостаточно широком дымоходе газы и воздух начнут смешиваться, не успев выйти наружу. Это создает дымовую пробку. Если диаметр трубы слишком большой, тогда в ней газы будут двигаться чересчур медленно, а поверхность внутренний стенок быстро засорится.


Банные печи из железа своими руками строят так:
- В первую очередь обустраивают фундамент. Для него строят деревянную опалубку высотой 20 сантиметров так, чтобы образовался квадрат размером 1х1 метр.
- Арматуру монтируют в один слой, делая сетку из прутьев с ячейками величиной 20х20 сантиметров. Надо, чтобы арматура не касалась земли, поэтому ее опирают на заранее установленные колышки и связывают на весу.
- Подготавливают цементно-песчаный раствор в пропорции 1:3. Для него берут 1 часть цемента не ниже марки М400 и 3 части мелкого речного песка. С целью придания прочности в смесь добавляют часть щебенки.
- Раствор выливают в опалубку, накрывают пленкой из полиэтилена и оставляют сохнуть на 4 недели. Один раз в день бетон нужно сбрызгивать холодной водой и вновь накрывать, иначе он начнет покрываться трещинами.
- Далее надо взять задний обод для колес и заварить на нем все отверстия, оставив только центральное.
- Со второго обода срезают выпуклую верхушку, вставляют в него первый и сваривают. Главное, это создать герметичное соединение, ведь внутри будет горячая жидкость.
- На внутренней части второго обода на равном удалении один от другого с трех сторон наваривают арматуру. Нужно, чтобы она упиралась в трубу для придания конструкции жесткости.
- Внизу первого обода создают круглое 25-миллиметровое отверстие и к нему приваривают трубу соответствующего сечения. В нее вкручивают кран, чтобы сливать воду.
- Далее делают точные копии двух ободов. Копию второго из них насаживают на трубу, переворачивают копию первого обода и приваривают его к концу трубы. Сверху приделывают второй экземпляр второго обода и для жесткости усиливают арматурой.
- Когда раствор для фундамента застынет, опалубку снимают и выкладывают кирпич, используя смесь на основе глины.
- Месторасположение печи для защиты от возгорания полностью обкладывают кирпичом.
- Основание делают кирпичным, а со второго ряда начинают выкладывать зольник с поддувалом. Посредством него удаляют золу и тем самым обеспечивают поступление воздуха внутрь, который помогает появлению хорошей тяги. Длина зольной камеры должна быть меньше, чем у топки.
- Устанавливают дверцу поддувала, обкладывают кирпичом и укладывают еще один ряд. На шахту зольника помещают колосниковую решетку.
- После колосника выкладывают два ряда кирпичей, оставляя место для дверцы топки. Поверх создают еще два ряда.
- Кладке дают высохнуть в течение 2-х недель, обеспечив циркуляцию воздуха. Затем печку нужно протопить щепками в течение 1,5 — 2 часов.
- На кирпичную конструкцию устанавливают готовую трубу. На ней расположена каменка и емкость для горячей воды.
- Вес и размеры печи довольно большие, поэтому ее лучше разделить на составляющие части и собрать внутри бани на месте.
- Верх дымохода укрепляют прутьями арматуры, приварив один ее конец к трубе, а второй уперев в стену. Для крепления к стене задействуют металлическую пластину или уголок из стали.
общее описание, виды, основные этапы работ
Содержание статьи:
Баня помогает справиться с болезнетворными бактериями и микробами, расслабиться и набраться сил. Поэтому владельцы загородных домов задумываются о ее проекте на собственном участке. Если нет желания искать строителей, хозяева могут сварить печь в баню самостоятельно.
Описание печи для бани

Для бани рекомендуется печь на дровах, чтобы присутствовал характерный аромат древесины
Банная печь работает на обогрев помещения бани, воды для помывки и камней для образования паров. Благодаря ей в парилке присутствует пар и постоянное тепло.
Любое нагревательное банное устройство состоит из обязательных частей:
- Топка. Здесь происходит сжигание органического топлива, на выходе получаются высоконагретые дымовые газы.
- Зольник. Располагается под топкой.
- Поддувало. Дверца, через которую в топку поступает воздушный поток.
- Дымоходная задвижка. Предназначена для тяги. Чем шире открывается заслонка, тем быстрее и интенсивнее сгорает сырье и нагревается помещение. Чтобы не растерять тепло, задвижка закрывается после полного сгорания и остывания углей.
- Змеевик (котел). Главная функция – подогрев воды.
- Каменка – парогенератор.
Наиболее распространенный вариант для парилки – печка на дровах. Состоит из топки, колосников, зольника и дымохода. Изготавливается из кирпича или металла. Несмотря на сравнительно небольшие габариты способна обогреть просторное помещение.
Рекомендуется постройка печки на дровах в строениях без централизованного газоснабжения.
Чугунные печки бывают:
- временного горения – протапливаются дровами;
- постоянного горения – используется газ или жидкое топливо.
В первом случае в парной можно находиться только после полного сгорания сырья. Во втором – всё время.
Электрические печки выпускают в разных размерах, различной производительности и эффективности. Устройства, работающие на электроэнергии, быстро повышают температуру до заданных значений и долго служат. Но есть один минус – такую печь для бани нельзя сварить своими руками.
Достоинства отопительных конструкций

К топке можно приварить бак для воды и каменку, а также дымоход
Самодельные конструкции из металла обладают неоспоримыми преимуществами:
- минимальная себестоимость;
- доступность материалов для постройки;
- несложный механизм установки;
- высокая пожарная безопасность;
- компактные размеры;
- быстрое нагревание;
- длительный эксплуатационный срок;
- простейшее послемонтажное обслуживание.
Для сварки и установки металлической печи не нужен пакет разрешительных документов.
Стоит ознакомиться с мелкими недостатками и учесть их в дальнейшем использовании:
- обязателен постоянный контроль работающей печки;
- возможны ожоги после случайного контакта.
Кирпичная печка гораздо больше держит тепло, чем металлическая. Однако регулярное поддержание температуры в таком случае нивелирует указанный недостаток.
Варианты отопительных устройств
Печки различаются по виду используемого топлива. Наиболее доступным сырьем считается твердое топливо, в частности древесина. Поленья, сгорая, нагревают всю площадь и насыщают приятными ароматами помещение. Не нужно подведение электропроводки или газовых коммуникаций. Это спасение для участка, где частенько случаются сбои в поставке электричества и газа.
Минусы:
- систематическая очистка дымохода;
- постоянный тщательный мониторинг соблюдения стандартов пожарной безопасности;
- необходимость в предварительном заготовлении дров;
- непрерывное подкидывание в топку ресурсов.

Для печки на сжиженном газе не нужны разрешительные документы
Альтернатива древесине – газ. Для банных печей на газе обязательно обустройство газового термостата и предохранителя, чтобы избежать утечки. Голубое топливо характеризуется экономичностью: помещение обогревается в считаные минуты. Однако требуется подключение к общей магистрали или постоянный запас сжиженного жидкого горючего в баллонах.
Комбинированные печки работают на природном газе, керосине, солярке и поленьях. Многообразие рабочих материалов объясняется дополнительными элементами в оборудовании: газогорелочные детали (горелки, фильтры, клапаны) и механизмы для закладки поленьев.
Отмечается негативное влияние керосина и солярки на атмосферу внутри бани: плохие запахи и снижение пожарной безопасности.
Электрические агрегаты славятся рядом плюсов:
- компактность;
- теплопроводность;
- долговечность;
- равномерное нагревание всей площади;
- поддержка оптимального температурного режима.
Весомый недостаток: невозможность работы без стабильной электросети и высокая стоимость аппарата. Поэтому владельцы загородных дач или домиков отдают предпочтения металлическим печкам, работающим на твердых материалах.
Подготовительные работы

Понадобится лист толстого металла, чтобы не прогорел быстро, а также элементы печки – колосники и дымоход
Чтобы правильно сварить печку в баню, необходимо подготовиться: спроектировать чертеж будущего агрегата, согласовать положение печи в помещении и особенности подведения обязательных коммуникаций к устройству.
Важно приготовить инструменты и строительные материалы:
- листовой металл с толщиной больше 8 мм;
- толстостенная труба в диаметре не меньше 50 мм;
- арматура 10 мм;
- чугунный колосник;
- дверцы для каменки, топки и поддувала;
- дымоходная трубка;
- болгарка для резки железа;
- бак для воды;
- сварочный аппарат.
Нельзя забывать о личной безопасности во время монтажа. Обязательно наличие специального костюма с рукавицами и защитной маски.
Следует запастись рулеткой, уровнем, отвесом, шлифовальными кругами, техническим ножом, ветошью и набором шпателей. Только после полной готовности можно начинать варить банную печку.
Изготовление печи своими руками

Для изготовления печки понадобятся навыки работы со сварочным аппаратом
Наиболее простая печка создается по следующим этапам:
- Метровая труба применяется для создания каменки, 0.7 м трубы идет для изготовления бака под воду.
- Внизу будущего парогенератора сделается вырез для поддувала шириной 20-25 см и высотой 6-10 см. К верхнему краю нужно приварить толстую металлическую пластину. В приклеенном элементе прорезаются отверстия для расположения колосников.
- В этой же трубе делаются отверстия для топки 25-30 см. Сама труба устанавливается в горизонтальном положении. Крепеж осуществляется с помощью крючков.
- Сверху топочного отдела становится обрезок трубы под каменку (глубина*длина = 12*30). Трубу необходимо сварить для прочного крепления. Завершается этап монтированием дверки соответствующих размеров.
- Парогенератор заполняется камнями. Для улучшенной стойкости приваривается пруток из стальной арматуры по верху каменки.
- Сверху печи крепится муфта, выполняемая из стальной шины шириной 50 мм. К выступающему концу будет присоединяться сосуд для воды.
- В стальном листе вырезается круг. В полученной фигуре проделывается отверстие для установки дымоходной коммуникации диаметром от 100 мм. Вырезанный круг наглухо приваривается к трубе. Важно, чтобы этот шов был чрезвычайно крепким: вода не должна проникнуть к топке.
- В полукруге из стали делается отверстие для дымовой трубы с использованием болгарки. К дырке приваривается труба. Верхняя часть бака закрывается. На оставшийся отрезок монтируется регулирующая крышка с ручкой.
Финальные штрихи: убираются потеки сварки и металла с применением болгарки и зачистного механизма.
Повышение скорости нагревания помещения

Для сохранения тепла и безопасности металлические печи обкладывают кирпичом
Чтобы избежать теплопотерь, можно обратиться к кирпичной кладке. Выполняется на глиняном растворе с шамотной крошкой или порошком. Используется кирпич 65 мм.
Чтобы повысить производительность, рекомендуется придерживаться нескольких условий:
- между металлической конструкцией и кладкой сохранить расстояние в 10-15 см;
- между кирпичами формируется верхнее и нижнее отверстие, что обеспечит бесперебойную циркуляцию воздуха.
Минимальную высоту кладки составляют три ряда кирпича. При особом желании допускается полная облицовка агрегата.
Правила безопасности

Готовую банную печь несколько раз испытывают на улице перед установкой
Нельзя устанавливать готовую печку сразу в помещение. Перед монтажом агрегат должен вхолостую проработать на свежем воздухе 3-5 раз. Располагают печь так, чтобы топка и входная дверь находились на одной линии и «смотрели друг на друга». Вокруг аппарата настенная и напольная поверхности покрываются сталью, дополнительным теплоизоляционным слоем.
Также важно соблюдать другие моменты:
- швы завариваются наглухо;
- никаких деревянных материалов и легко воспламеняющихся предметов возле печки;
- нужно регулярно чистить дымоходные трубы, чтобы скопившаяся сажа не возгорелась.
Печь в бане – основополагающий элемент. Вместо покупки дорогостоящего аппарата можно приобрести материалы и сделать печку своими руками. Процесс монтажа не самый сложный, однако требует соблюдения всех стандартов, правил и разрешений.
Высокочастотная металлическая сварочная индукционная нагревательная печь
SMJRZ-серия
Основные характеристики:
1. | , импортируемая из блока питания, вывезена из блока питания из Германия; |
2. | Высокий коэффициент мощности и энергоэффективность; |
3. | Работа в режиме обогрева, 24 часа при полной загрузке; |
4. | Более простая и безопасная работа по сравнению с традиционными масляными / газовыми обогревателями; |
5. | Функция синхронизации применяется для настройки продолжительности нагрева, регулируемая (0,1 с-99,9 с) |
Параметры продукта Techniacl:
Номер модели | SMJRZ Серия |
Макс.Потребляемая мощность | Макс. 15 ~ 160 кВт Макс. Входной ток 23 ~ 240A |
Входное напряжение | Трехфазный 340 ~ 420 В, 50/60 Гц |
Частота колебаний | 1 ~ 20 кГц |
Запрос охлаждающая вода | Давление ≥ 0,2 ~ 0,3 МПа, скорость потока ≥ 6 ~ 20 л / мин |
Температура охлаждающей воды | Температура воды≤ 45º C |
Использование: для плавки обычных металлов, е.грамм. медь / латунь, сталь / железо, серебро, золото и т.д.
9000Ссылка на упаковку:
,Промышленные печи Печи для закалки металла
Технические характеристики
1. Электрическая тигельная печь с верхней загрузкой
2. Высокое качество по более низкой цене
3. Идеальное послепродажное обслуживание, купите сейчас
Автомобиль Bottom Печь KSS-1200CK
Описание продукта
Печи для промышленных печей Печь закалки металла сварена из стали и профилированной стали; Топочная камера изготовлена из керамического волокна и высококачественного провода с электрическим сопротивлением, что позволяет сэкономить до 40% энергии по сравнению с каменной топкой.Автомобильная нижняя печь в основном используется для отжига, нормализации и снятия напряжений с прутков и труб, поковок, больших сварных швов и отливок.
Корпус печи: , сваренный с профилированным прутом и броневой плитой. Композитная энергоэффективная футеровка печи состоит из легкого шамотного кирпича, фетра из алюмосиликатного волокна, силосного утеплителя. Подъем и опускание крышки печи принимают с электромотором для привода подъемника из червячного колеса, червяка, и винтовой оправки для выполнения.Воздухоустойчивый из печи и крышки реторты принять appropriativesealing кольца и влияние structure.There являются вентиляционным отверстием и двери взрыва на крышке печи.
Реторта : Наряду с жаростойким сварным швом из нержавеющей стали, в верхней части реторты установлена установка водяного охлаждения.
Нагревательный элемент: Резьба из высоколегированной резьбы на кирпиче вокруг камеры печи.
Система управления : стандартная конфигурация — контроллер серии KRG6.Есть импортированный цифровой регулятор температуры и автоматическая запись, которая могла бы показать, записи и регулировать температуру automatically.It также защитную функцию сигнализации.
Мы также можем использовать контроллер серии KRG7 в соответствии с требованиями обработки. Точность кремниевого ПИД-регулятора с электроприводом регулирования составляет ± 10 ° c.
Наши услуги
Гарантия: Ограниченная гарантия сроком на один год с пожизненной поддержкой, за исключением повреждения нагревательного элемента и керамической трубки, поврежденных пользователем.
Внимание: Любые повреждения, вызванные использованием едких и кислых газов, а также любые повреждения в результате неправильной эксплуатации и использования, не покрываются Ограниченной гарантией на один год.
| Тип | Настройка | Фаза | Настройка | ||||||||||||||
| Размер камеры | Мощность | Рабочая температура | |||||||||||||||
| Вт x В x Г | |||||||||||||||||
| КСС-1200CK | 550x450x1100mm | 65кВт | 3 | 950 ° С / 1100C | |||||||||||||
| КСС-1200CK | 800x600x1500mm | 105кВт | 3 | 950 ° С / 1100C | |||||||||||||
| КСС-1200CK | 1050x750x2100mm | 180KW | 3 | 950 oC / 1100C | |||||||||||||
| KSS-1200CK | 650x450x1300mm | 60KW | 3 | 950 C | 3 | 950 оС / 1100C |
Factory Show
Контактная информация
,Печь для плавления металла с контролем температуры
Печь для плавления высокочастотных металлов Печь для плавления металла Печь из расплавленного серебра Индукционная печь для плавки статической плавильной печи

В: Вы производитель или торговая компания?
A: Мы являемся производителем. Наша фабрика производит и экспортирует все виды машин индукционного нагрева.Мы также можем спроектировать и разработать машину индукционного нагрева в соответствии с вашими требованиями.
Q: Как насчет стандартной даты доставки?
A: Если есть хранение 1 день. Если нужно произвести 7-10 дней. Наша компания обеспечивает своевременную доставку.
В: Если машина повреждена, что я могу сделать?
A: Если неисправность вызвана не искусственной причиной, в течение гарантийного срока (1 год) мы бесплатно отправим вам запчасти. И предоставить технический консультант на любое время.
Q: как насчет вашего заводского обслуживания?
A: Предпродажное обслуживание, мы порекомендуем вам наиболее подходящую машину и можем предложить поддержку образцов для тестирования; В процессе продажи мы изготовим машину в соответствии с соответствующими техническими стандартами, строго проверим машину перед доставкой и Доставка в срок.
A: Более 10 лет опыта в области индукционного нагрева. Наше отопительное оборудование экспортируется в Америку, Россию, Юго-Восточную Азию, Африку и Европу и т. Д. Быстрая, своевременная доставка и надежное послепродажное обслуживание Клиенты и качество в первую очередь.
Dongguan Haituo Электромеханическое оборудование, Построен в 2007 году, является профессиональным производителем оборудования для индукционного нагрева. Наша компания может спроектировать и изготовить сварочное оборудование, оборудование для термообработки и нестандартное оборудование для автоматической сварки различных продуктов в соответствии с потребностями клиентов, для удовлетворения потребностей клиентов в реальном производстве, а также для разработки специального входного напряжения для различных уровней напряжения в некоторые страны. Средне и высокочастотное индукционное нагревательное оборудование.Мы продаем устройства всему миру, включая Америку, Россию, Юго-Восточную Азию, Африку и Европу и т. Д., И мы всегда твердо верим, что наше лучшее качество и сервис заставляют клиентов верить в нас.
сварка | Типы и определение
Сварка , техника, используемая для соединения металлических деталей, как правило, путем приложения тепла. Эта техника была обнаружена во время попыток манипулировать железом в полезные формы. Сварные лезвия были разработаны в 1-м тысячелетии до н.э., самыми известными из которых были арабские оружейники в Дамаске, Сирия. В то время был известен процесс науглероживания чугуна с получением твердой стали, но полученная сталь была очень хрупкой.Техника сварки, которая включала в себя смешивание относительно мягкого и прочного чугуна с высокоуглеродистым материалом с последующей ковкой молотком, позволила получить прочное жесткое лезвие.
дуговая сварка Экранированная дуговая сварка металлом. Военно-морской флот СШАВ наше время совершенствование технологий производства чугуна, особенно внедрение чугуна, ограничило сварку кузнеца и ювелира. Другие методы соединения, такие как крепление болтами или заклепками, широко применялись для новых продуктов, от мостов и железнодорожных двигателей до кухонной утвари.
Современные процессы сварки плавлением являются результатом необходимости получения непрерывного соединения на больших стальных пластинах. Было показано, что клепка имеет недостатки, особенно для закрытого контейнера, такого как бойлер. Газовая сварка, дуговая сварка и контактная сварка появились в конце 19-го века. Первая настоящая попытка широко использовать сварочные процессы была предпринята во время Первой мировой войны. К 1916 году процесс оксиацетилена был хорошо развит, и применяемые тогда методы сварки все еще используются.Главные улучшения с тех пор были в оборудовании и безопасности. В этот период также была введена дуговая сварка с использованием расходуемого электрода, но изначально использовались неизолированные проволоки, которые давали хрупкие сварные швы. Решение было найдено, обмотав оголенный провод асбестом и переплетенным алюминиевым проводом. Современный электрод, представленный в 1907 году, состоит из оголенной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая необходимость в быстрых средствах строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые работы по развитию.
Резистивная сварка, изобретенная Элиху Томсоном в 1877 году, была принята задолго до дуговой сварки для точечного и шовного соединения листа. Стыковая сварка для изготовления цепей и соединения прутков и стержней была разработана в 1920-х годах. В 1940-х годах был внедрен процесс вольфрам-инертного газа с использованием неплавимого вольфрамового электрода для выполнения сварочных соединений. В 1948 году в новом газовом экранировании использовался проволочный электрод, который использовался в сварном шве. В последнее время были разработаны электронно-лучевая сварка, лазерная сварка и несколько твердофазных процессов, таких как диффузионное соединение, сварка трением и ультразвуковое соединение.
Получите эксклюзивный доступ к контенту из нашего первого издания 1768 года с вашей подпиской. Подпишитесь сегодняОсновные принципы сварки
Сварочный шов может быть определен как коалесценция металлов, полученных нагреванием до подходящей температуры с применением давления или без него, а также с использованием наполнителя или без него.
При сварке плавлением источник тепла генерирует достаточно тепла для создания и поддержания расплавленной ванны металла требуемого размера. Тепло может поставляться электричеством или газовым пламенем.Сварка электрическим сопротивлением может считаться сваркой плавлением, потому что образуется некоторое количество расплавленного металла.
Твердофазные процессы производят сварные швы без плавления основного материала и без добавления присадочного металла. Давление всегда используется, и, как правило, немного тепла. Теплота трения развивается при ультразвуковом соединении и трении, а нагревание печи обычно используется при диффузионном соединении.
Электрическая дуга, используемая в сварке, представляет собой сильноточный низковольтный разряд, обычно в диапазоне 10–2000 ампер при 10–50 вольт.Столб дуги сложен, но, в общем и целом, состоит из катода, который испускает электроны, газовой плазмы для проводимости тока и области анода, которая становится сравнительно более горячей, чем катод, из-за электронной бомбардировки. Обычно используется дуга постоянного тока (DC), но могут использоваться дуги переменного тока (AC).
Общий расход энергии во всех сварочных процессах превышает тот, который требуется для производства соединения, поскольку не все выделяемое тепло может быть эффективно использовано. Эффективность варьируется от 60 до 90 процентов, в зависимости от процесса; некоторые специальные процессы значительно отклоняются от этой цифры.Тепло теряется в результате проводимости через основной металл и из-за излучения в окружающую среду.
Большинство металлов при нагревании вступают в реакцию с атмосферой или другими соседними металлами. Эти реакции могут быть чрезвычайно вредными для свойств сварного соединения. Например, большинство металлов быстро окисляются при расплавлении. Слой оксида может помешать правильному соединению металла. Капли расплавленного металла, покрытые оксидом, захватываются сварным швом и делают соединение хрупким. Некоторые ценные материалы, добавленные для определенных свойств, реагируют на воздухе так быстро, что осажденный металл не имеет того же состава, что и первоначально.Эти проблемы привели к использованию флюсов и инертных атмосфер.
При сварке плавлением флюс играет защитную роль, облегчая контролируемую реакцию металла, а затем предотвращая окисление, образуя защитное покрытие поверх расплавленного материала. Флюсы могут быть активными и помогать в процессе или неактивны и просто защищать поверхности во время соединения.
Инертная атмосфера играет защитную роль, аналогичную той, что существует у флюсов. При сварке металлической дугой и вольфрамовой дугой в среде защитного газа инертный газ — обычно аргон — течет из кольцевого пространства, окружающего горелку, непрерывным потоком, вытесняя воздух вокруг дуги.Газ не вступает в химическую реакцию с металлом, а просто защищает его от контакта с кислородом воздуха.
Металлургия соединения металлов важна для функциональных возможностей соединения. Дуговая сварка иллюстрирует все основные особенности соединения. В результате прохождения сварочной дуги возникают три зоны: (1) металл сварного шва или зона плавления, (2) зона термического влияния и (3) зона, не подверженная воздействию. Металл сварного шва — это та часть соединения, которая была расплавлена во время сварки.Зона термического влияния — это область, смежная с металлом сварного шва, который не был сварен, но подвергся изменению микроструктуры или механических свойств из-за высокой температуры сварки. Неповрежденным материалом является материал, который не был нагрет в достаточной степени для изменения его свойств.
Состав металла шва и условия, при которых он замерзает (затвердевает), существенно влияют на способность соединения соответствовать требованиям обслуживания. При дуговой сварке металл сварного шва содержит присадочный материал плюс расплавленный основной металл.После прохождения дуги происходит быстрое охлаждение металла шва. Однопроходной сварной шов имеет литейную структуру со столбчатыми зернами, простирающимися от края расплавленной ванны до центра сварного шва. В многопроходном сварном шве эта литая структура может быть модифицирована в зависимости от конкретного металла, который сваривается.
Основной металл, прилегающий к сварному шву или зоне термического влияния, подвергается ряду температурных циклов, и его изменение в структуре напрямую связано с пиковой температурой в любой заданной точке, временем воздействия и охлаждением. ставки.Типы основного металла слишком многочисленны, чтобы обсуждать их здесь, но они могут быть сгруппированы в три класса: (1) материалы, не подверженные влиянию сварочного тепла, (2) материалы, закаленные в результате структурных изменений, (3) материалы, закаленные в результате процессов осаждения.
Сварка создает напряжения в материалах. Эти силы вызваны сжатием металла шва и расширением, а затем сжатием зоны термического влияния. Необогреваемый металл накладывает ограничения на вышеуказанное, и, поскольку преобладает сжатие, металл сварного шва не может свободно сжиматься, и в соединении создается напряжение.Это обычно известно как остаточное напряжение, и для некоторых критических применений необходимо удалить термическую обработку всего производства. Остаточное напряжение неизбежно во всех сварных конструкциях, и, если оно не контролируется, прогиб или деформация сварного шва будут иметь место. Контроль осуществляется с помощью техники сварки, приспособлений и приспособлений, процедур изготовления и окончательной термообработки.
Существует широкий спектр сварочных процессов. Некоторые из наиболее важных обсуждаются ниже.
,