
Положениями ПУЭ сварка проводов рекомендуется как один из наиболее надежных способов их соединения. Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.

Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.

Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.

Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.

- Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
- Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
Оптимальный вариант по длине проводов это 2,5-3,5 метра, но в первом случае придется для удобства работы сварочный аппарат ставить на подставку.
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.

Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.

Коротко о главном
Сварка концов скруток проводов значительно улучшает проводимость этих контактов, а значит и характеристики сети в целом.
Сварочные аппараты, которые позволяют проводить точечную сварку, есть в свободной продаже, а также достаточно просты конструктивно, чтобы изготовить их самостоятельно. Но во втором случае чаще всего собирают более простые устройства, выдающие переменный ток – такие приборы требуют наличия определенных навыков работы.
На практике нет особой разницы в использовании того или иного устройства – если мастер достаточно опытный, то результат будет хороший в любом случае.
Сварка медных проводов своими руками
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.

Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм2:
— скрутка из двух проводов – 70 А;
— из трех – 80 А;
- с сечением 2,5 мм2:
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Сварка проводов — это один из разрешенных в ПУЭ методов соединения. Данный способ выделяется повышенной надежностью и гарантирует минимальное переходное сопротивление скрутки. Поэтому если необходимо выполнить надежную и долговечную проводку, то лучше всего воспользоваться именно сваркой.
Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.
 Сварка проводов угольным электродом
к содержанию ↑
Сварка проводов угольным электродом
к содержанию ↑Почему не получится паяльником
Паяльником сварить провода не получится. Сварка и пайка — это вещи абсолютно разные. При спаивании проводники соединяются посредством припоя. Он затекает между токоведущими жилами и играет роль электропроводящего клея. При сваривании контакт получается иным образом. Проводники расплавляются и, находясь в жидком виде, смешиваются друг с другом. Полученное соединение на порядок надежнее пайки.
 Пайка проводов паяльником
к содержанию ↑
Пайка проводов паяльником
к содержанию ↑Аппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
- Железный трансформатор. Простой и надежный аппарат.
- Сварочные инверторы. Современное, удобное решение.
 Аппарат для сварки скруток
к содержанию ↑
Аппарат для сварки скруток
к содержанию ↑Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.
 Трансформатор для сварки проводов
Трансформатор для сварки проводовУ железных трансформаторов есть весомые преимущества:
- надежность;
- простота ремонта;
- неприхотливость к условиям работы.
Имеются и недостатки:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.
Минусы:
- сложный ремонт, требующий опыта и знаний в электронике;
- аппарат нужно содержать в чистоте и сухости, иначе он сгорит в неподходящий момент.
 Инверторный прибор для электропроводки
Инверторный прибор для электропроводкик содержанию ↑Это интересно. Существует необычный способ соединения — ультразвуковая сварка. Он позволяет сплавлять на молекулярном уровне то, что на первый взгляд невозможно соединить подобным образом. Например, припаять медный проводник к стеклу или керамике.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
 Понижающие трансформаторы для изготовления аппарата
Понижающие трансформаторы для изготовления аппаратак содержанию ↑Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.

Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
к содержанию ↑Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
к содержанию ↑Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.

Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
 Самодельные держаки для сварки
Самодельные держаки для сваркиДержак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
к содержанию ↑Инструменты и материалы для сварки
Одного сварочника недостаточно для того, чтобы выполнить качественное соединение проводов. Полный список всего необходимого выглядит следующим образом:
- Сварочный аппарат. Инверторный или трансформаторный.
- Электроды. Медно-графитовые покупные или самодельные.
- Средства защиты. Очки, перчатки.
- Ручной инструмент. Пассатижи, кусачки.
Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Дополнительно он создает гальваническую развязку между человеком и розеткой.

Графитовые электроды
Медно-графитовые и угольные стержни выдерживают огромные температуры. В процессе работы они нередко раскаляются добела. При этом сам электрод практически не разрушается. Работая с ними, следует быть осторожным. Графит — материал хрупкий. Электрод способен треснуть от случайного удара о твердую поверхность. Купить новый в ближайшем магазине не получится.
 Электроды угольные омедненные
к содержанию ↑
Электроды угольные омедненные
к содержанию ↑Средства индивидуальной защиты
При сварке проводов появляется ряд опасных для здоровья факторов. Наиболее весомые из них таковы:
- Яркое излучение от электродов. Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.
- Высокая температура сварки свыше 1300°C. Здесь пригодятся перчатки из негорючих материалов. Обжечь может не столько прикосновение к раскаленному металлу, сколько его брызги и искры.
- Риск поражения электрическим током. Подобные устройства для сварки работают от розетки. Не всегда с ними обращаются достаточно аккуратно. Поэтому возможно повреждение изоляции и попадание корпуса аппарата или его вторичной обмотки под потенциал сети. Для защиты от этого фактора пригодятся знания в электрике, технике безопасности и здравый смысл.
 Средства защиты сварщика
к содержанию ↑
Средства защиты сварщика
к содержанию ↑Прочий инструмент для сварки проводов
Из ручного инструмента пригодятся пассатижи, кусачки и нож. Возможно, понадобится и другой инструмент, но его уже каждый выбирает исходя из собственной технологии сварки проводов. Пассатижи нужны, чтобы держать спаиваемую скрутку. Кусачки — чтобы подрезать ее до нужной длины. Нож — для снятия изоляции с проводов. По сути, все перечисленное возможно сделать одними только пассатижами, но это будет не так удобно, как использовать отдельный инструмент для каждой операции.
 Плоскогубцы и бокорезы электромонтажные
Плоскогубцы и бокорезы электромонтажныек содержанию ↑Дополнительная информация. Возможно немного схитрить. Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.

Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.

Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
 Комплект для термитной сварки
Комплект для термитной сваркик содержанию ↑Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Скрутка проводов перед сваркой
Сварка кабелей выполняется, как правило, в распределительной коробке. Поэтому более всего она пригодна для разветвительных скруток, в которых есть один приходящий (питающий) провод и множество отходящих на розетки, выключатели и прочие потребители.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
 Сварка позволяет получить надежное соединение проводов
Сварка позволяет получить надежное соединение проводовДля сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Сварка проводов: сборка сварочника своими руками и методика сварки кабелей
Среди различных способов соединения медных носителей тока лучше всего зарекомендовал себя метод сварки. Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
 Примерная стоимость угольных электродов на Яндекс.маркет
Примерная стоимость угольных электродов на Яндекс.маркетСварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
 Примерная стоимость графитовых электродов на Яндекс.маркет
Примерная стоимость графитовых электродов на Яндекс.маркетГрафитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
 Примерная стоимость инверторов для сварки на Яндекс.маркет
Примерная стоимость инверторов для сварки на Яндекс.маркетРекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка. Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Как соединить две или несколько токопроводящие жилы между собой, каждый выбирает сам. Но не стоит забывать, что правильное соединение и надёжный контакт между соприкасающимися поверхностями — залог безопасной работы электросети и практически полное отсутствие рисков короткого замыкания, влекущего за собой нагрев проводника или возгорание изоляции.
Для того чтобы грамотно соединить провода, нужно помнить о нескольких важных пунктах:
- сечение,
- материал исполнения (медь, алюминий и т. д.),
- рабочая среда (улица, помещение, производство и др.),
- набор инструментов,
- и главное — «Правила устройства электроустановок» — нормативный документ, включающий общие требования к проводникам и их соединениям. Необходим для работы электрикам и электромонтажникам.
Распространённые виды соединений
Клеммные колодки

Один из видов электроустановочных изделий для быстрого и относительно простого соединения проводов. Представлены в виде корпуса из диэлектрических материалов (либо безкорпусные) с несколькими металлическими контактами, к которым крепится провод. Могут оснащаться механическими, пружинными или болтовыми фиксаторами. Максимально допустимый температурный режим работы — до +300 °С и только для керамических клеммных колодок.
Подходят для использования в распределительных коробках, модулях, различных приборах освещения и блоках электропитания.
Преимуществом клеммных колодок является их простота использования. Недостаток — отсутствие возможности совмещать проводники из разных металлов.
Клеммные зажимы Wago

Подходят для экспресс-фиксации токопроводящей жилы. В основе изделия — рычажный зажимной механизм с предохранением фиксируемого кабеля от повреждения. Доступны в двух вариантах исполнения: разъёмные или многоразовые и неразъёмные.
Область применения: электророзетки общего и бытового назначения, а также системы освещения. В других областях применение не рекомендовано ввиду возможного оплавления клеммника и нарушения контакта между соединёнными проводами.
Одно из преимуществ соединения — простота. Способ не требует наличия специальных инструментов или аксессуаров, а также специфических знаний и навыков. Отличается большой площадью контакта и высокой силой зажима. Недостаток — плавятся при чрезмерном нагреве.
Соединительные изолирующие зажимы или СИЗ

Изделия представляют собой пластиковый колпачок с фиксирующей пружиной. Выполняются из негорючих материалов и отличаются низкой себестоимостью. Удобны для маркировки, так как поставляются в разном цветовом исполнении.
Область применения: монтажные коробки, осветительные приборы и оборудование.
Преимущества: низкая стоимость, простота применения, цветовое разнообразие, многократное использование. Недостатки метода: нельзя соединять между собой медь и алюминий, относительно слабая фиксация контактирующих поверхностей.
Гильзы для опрессовки

Соединительные обжимные гильзы — это полые алюминиевые либо медные трубки, в которые помещаются соединяемые провода. В отдельных случаях применяется как альтернатива сварке или пайке. Благодаря комбинированному варианту исполнения алюмомедные гильзы подходят для соединения разных типов кабеля (медного и алюминиевого).
Для создания надёжного контакта метод требует наличия специализированного инструмента — обжимных клещей. Обычные плоскогубцы для этой цели не подойдут, так как не имеют необходимых диаметров для опрессовки. Рекомендовано использование термоусадочных трубок для защиты гильзы от внешних воздействий.
Сфера применения: обжимные гильзы идеально подходят для организации безопасных контактов в розетках.
Преимущества: опрессовка — долговечный способ соединения, возможность коммутации медных и алюминиевых проводов между собой. Недостатки: относится к одноразовым/неразъёмным, требуют наличие специального инструмента.
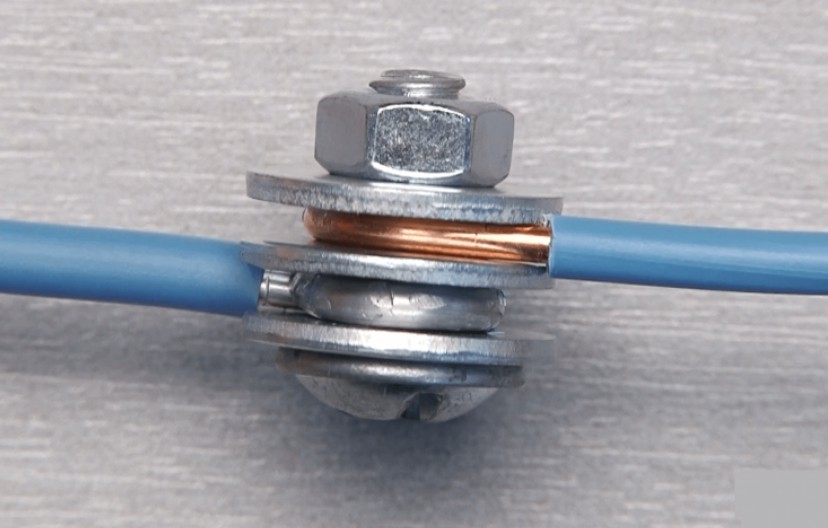
Зажим «орех»

Удобный тип соединения проводников. Отличается простотой конструкции — 2 металлических пластины с местом под соединение и 4 зажимных винта по углам. Соединительные пластины защищаются карболитовой оболочкой, благодаря которой способ и получил своё название.
Область применения: в основном в распределительных щитах многоквартирных домов.
Преимущества: высокая степень надёжности, не требует разрыва проводника, к которому необходимо присоединить дополнительный провод, допустимо соединять между собой медь и алюминий. Недостатки: из-за размеров не подходит для использования в распределительных коробках, где требуется разместить много контактов, низкая степень пыле- и влагозащиты.
Болтовое соединение
Способ прост и не отличается эстетическими изысками. Однако надёжен и долговечен. Используется болт, 3 шайбы и гайка. Для создания контактной поверхности необходимо надеть первую шайбу на резьбу болта, прикрутить одну из токопроводящих жил, затем надеть вторую шайбу, прикрутить второй проводник, после чего надеть 3 шайбу и прочно зафиксировать гайкой.
Область применения: хорошо подходит в качестве временного соединения «на скорую руку». Не рекомендован к длительной эксплуатации, особенно в местах, где отсутствует возможность постоянного контроля.
Преимущества: допустимо соединение проводов из разных материалов, быстрота. Недостатки: металлические шайбы могут сильно нагреваться, что создаёт риск возникновения пожара, полное отсутствие пыле- и влагозащиты.
Сварка

Метод требует наличия профессиональных навыков работы со сварочными аппаратами и ряд специализированных инструментов: пассатижи, бокорезы, флюс (для сварки алюминия) и защитные средства для глаз.
Область применения: чаще всего используется на производстве.
Преимущества: крайне высокая степень надёжности ввиду сплавления контактирующих поверхностей. Недостатки: не подходит для сварки между собой меди и алюминия.
Пайка
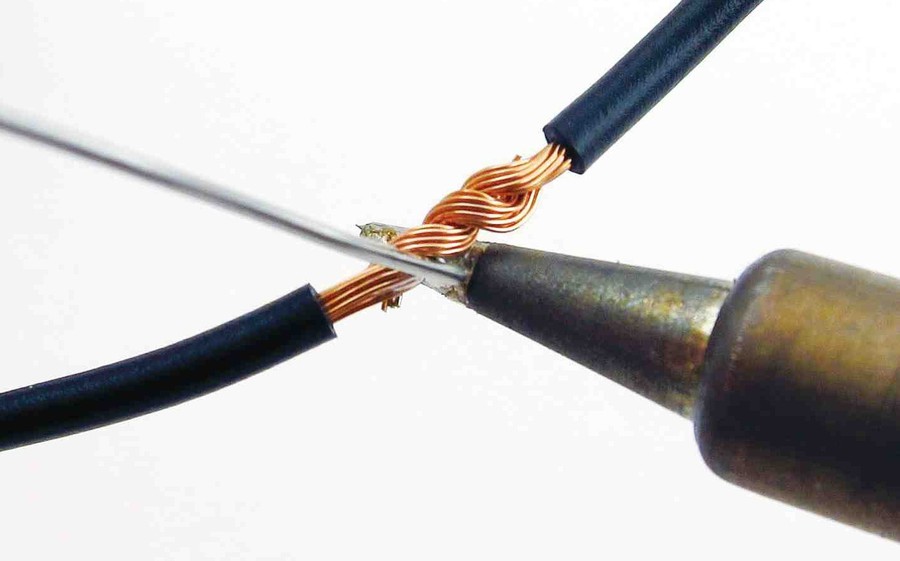
Область применения: радио- и микроэлектроника (для присоединения проводов на плату). Пайка также применяется для скрепления между собой различных проводников.
Преимущества: допустимо соединение между собой меди и алюминия. Существенный недостаток — слабое место коммутации. Разрыв в месте пайки может произойти даже при слабом воздействии. Также необходим набор обязательных аксессуаров: паяльник либо паяльная станция и припой.
Скрутка
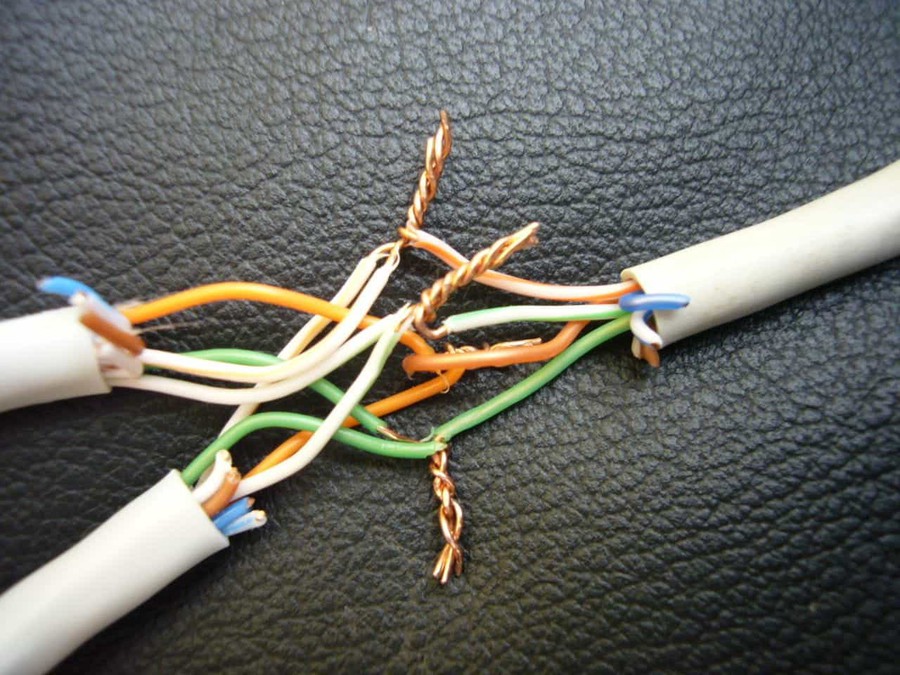
Один из самых популярных и примитивных способов соединения. Используется повсеместно и с любыми видами кабельно-проводниковой продукции. Относительно недавно включен в разряд запрещённых (прямого запрета в ПУЭ на это нет, но и в список разрешённых соединений скрутка не входит). Изолирование контактирующих поверхностей при скрутке осуществляется с помощью изоленты или с применением термоусадочных трубок.
В зависимости от многих факторов, таких как профессиональный навык, усилие при скручивании, применение зажимного инструмента, а также видов проводников может быть как надёжным, так и нет. Подобное соединение связано с определённым риском, так как со временем скрутка теряет свои прижимные свойства, вследствие чего ослабляется контакт между проводниками, что приводит к повышению температуры в месте соединения и возгоранию.
Применение: скрутка больше подходит для организации временного соединения. Для исключения возможных рисков рекомендовано воспользоваться одним из выше представленных способов.
Преимущества: быстрота и простота применения, возможность соединения меди и алюминия. Недостатки: высокий риск возникновения пожара, быстрое окисление места соединения и, как следствие, ухудшение контакта.
14.01.2019 2970
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Особенности сварочных кабелей и их соединения
Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
Инверторы для сварки комплектуются короткими проводами, что создает трудности при выполнении работ на высоте и в труднодоступных местах. Соединение сварочных кабелей методами пайки, сварки или установки специальных разъемов расширяет возможности техники и исключает необходимость ее удерживания на плече. При осуществлении поставленной задачи нужно учитывать, что максимальная протяженность не должна превышать 30-40 м.
Распространенные способы соединения
Перед тем как соединить сварочный кабель методом обжима, необходимо приобрести алюминиевые или медные гильзы. Подобрать изделия можно в каталоге. Здесь представлен широкий ассортимент соединителей, комплектующих и других электронных компонентов – кабелей, сборок, печатных плат, отличающихся высоким качеством и демократичной стоимостью.
Пайка – второй востребованный способ соединения медных кабелей. Он предполагает покрытие предварительно разогретых концов жил посредством расплавленного припоя. После затвердевания последнего достигается высокая прочность и хорошая электропроводность изделия. Подходит эта технология для проводников небольшого сечения.
Основные преимущества пайки – простота и экономичность. К подготовительным мероприятиям можно отнести:
- избавление от изоляции,
- скрутку,
- очистку,
- обработку флюсом.
После пайки необходимо смыть остатки, нанести лак, изоляцию в виде ленты или термоусадочной пленки.
Важно! Промежуточным этапом пайки является скрутка проводов. В качестве самостоятельного метода она запрещена нормативными документами ПУЭ.
Так как соединить 2 сварочных кабеля большого диаметра позволяет в монолитную конструкцию сварка, этот метод используется часто. Для соединения проводов применяется специальный аппарат ВКЗ-1, похожий на пистолет. Преимущества метода – высокая прочность контакта, стойкость к механическим воздействиям, недостатки – необходимость в зачистке провода на 10 см, сложность выбора силы тока, невозможность разъединения элементов.
Соединение сварочного кабеля разъемами
Самым простым и эффективным методом соединения сварочных проводников признан способ с использованием разъемов. Чтобы выполнить его правильно, нужно грамотно подойти к выбору:
- марки сварочного кабеля,
- разъемов,
- наконечников,
- вилок и клемм.
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35…120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»). Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.
При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.
Установка наконечника: принципы процесса
Так как правильно соединить сварочный кабель при помощи наконечников, эта процедура чаще всего выполняется для удлинения и создания удобной формы конца токопроводящей жилы, необходимой для присоединения к зажиму аппарата. Для ее осуществления нужно зачистить и обработать провод пастой, поместить наконечник на конец кабеля и прижать его до упора. После этого следует опрессовать изделие клещами или матричным прессом.
Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей компании «ВКС» рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог. При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.
Такая известная электротехническая процедура, как сварка проводов в распределительной коробке возможна лишь при наличии компактного аппарата, обеспечивающего удобство проведения работ в пределах ограниченных пространств.
Этой особенностью она отличается от других сварочных операций (от обустройства электрощитов, в частности), при монтаже которых может применяться стандартное оборудование.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры.

Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности.
К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.
 При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока.
С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.


Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Выбор типа сварочного аппарата
 Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Помимо этого многие из промышленных образцов инверторов оснащаются специальным ремнём для переноски, что также обеспечивает удобство работы в данных условиях.
К указанным преимуществам следует добавить, что при работе с инвертором энергопотребление минимально (не более 1 киловатта), а также исключаются перебои в работе из-за непостоянства сети.
Отдельные мастера используют для этих целей обычные понижающие трансформаторы, посредством которых им удаётся сваривать провода переменным током постоянной амплитуды (без регулировки).
За счёт большого личного опыта им удаётся приспосабливаться к режиму работы понижающего трансформатора и постоянно контролировать сварочный процесс.
Для неспециалистов такой прибор для сварки точно не подходит, поскольку экспериментировать по ходу работ и постоянно контролировать дугу способен не каждый.
Вообще говоря, работа на переменном токе (с обычным трансформатором) не обеспечивает требуемое качество сплавления проводов, так что для достижения нужного результата требуется немалое мастерство. По этой причине начинающим сварщикам следует побеспокоиться о приобретении подходящего устройства.
Выбор электродов
 Помимо сварочного агрегата для проведения электротехнических работ потребуются специальные электроды, подходящие к выбранному режиму обработки проводов. Чаще всего для этих целей применяются медные стержни особой конструкции с добавками из графита или угля.
Помимо сварочного агрегата для проведения электротехнических работ потребуются специальные электроды, подходящие к выбранному режиму обработки проводов. Чаще всего для этих целей применяются медные стержни особой конструкции с добавками из графита или угля.
Для получения качественного и надёжного соединения в процессе его формирования методом электросварки обязательно используются специальные присадочные и активирующие добавки (флюсы, в частности). Кроме того, для этого потребуются следующие вспомогательные и расходные материалы:
- изоляционная лента;
- хорошо отточенный монтажный нож;
- бокорезы или пассатижи.
После подготовки полного набора инструментов можно смело приступать к сварочным мероприятиям.
Самостоятельное изготовление сварного устройства
При подготовке материала для самодельного сварочного агрегата, которым будут варить провода, необходимо исходить из следующих соображений:
- сам аппарат проще всего сделать из старого понижающего трансформатора от СВЧ печи;
- соединительные кабели должны иметь по возможности максимальное сечение, рассчитанное на рабочую величину тока;
- их длина должна выбираться с таким расчетом, чтобы её хватало для протягивания до каждой распределительной коробки с проводами;
- при выборе конструкции держателя основное внимание должно быть уделено надёжности фиксации электрода;
- для изготовления «массы» желательно использовать подпружиненную клемму типа «крокодил» или обычные плоскогубцы с жёстко закреплённым на них заземляющим проводом.
Клеммное приспособление в виде плоскогубцев используется только на время сварки проводов.
 При условии соблюдения всех приведённых замечаний изготовить аппарат для сварки проводов в распредкоробке сможет любой желающий. Сваренные посредством самодельного аппарата провода имеют вполне аккуратный вид.
При условии соблюдения всех приведённых замечаний изготовить аппарат для сварки проводов в распредкоробке сможет любой желающий. Сваренные посредством самодельного аппарата провода имеют вполне аккуратный вид.
При проведении сварочных работ нельзя забывать о безопасности. При любом варианте сварочного агрегата для предохранения лица от ожогов необходимо использовать специальные защитные очки.
Особую важность такая защита приобретает в случае, когда для повышения эффективности сварки используются упоминавшиеся термитные добавки.
Устройство подачи сварочной проволоки Mag00 Euro ConnectionИнформация о продукте
Наименование изделия: Механизм подачи сварочной проволоки Mag Connection
Размер: 480 * 205 * 300 мм
Материал: железо
Вес 000000 Назначение:
Технические характеристики:
1.Механизм подачи сварочной проволоки Mag Connection Euro.
2. Доступны многие виды механизмов подачи проволоки.
3.Все запасные части механизма подачи проволоки.
Специальный запрос :
1. Вы можете предоставить нам логотип для производства.
2. Высокое качество и конкурентоспособные цены и новый дизайн.
3. Мы можем в соответствии с требованиями к сборке.
4. Мы можем поставить различные проволоки и опытные.
5. Выше только для справки, мы можем сделать согласно вашему запросу.
6. Мы искренне приветствуем иностранных друзей, которые нуждаются в экспорте.
Технологические параметры:
| Номинальное напряжение | Номинальный ток | Скорость подачи проволоки | Диаметр шелка | Проволока | Wire Wight | |||||||||||||||||||||
24 В | 5A | 1.5-18 м / мин. | 50мм | 103мм | 25 кг | |||||||||||||||||||||
18,3 В | 5.5A | 1,5-17 м 930 9013 | 901
Вес | Размер | Подходящий диаметр проволоки | Подходящий провод |
9.5kg | 9803 8-1,6 мм | Сплошная проволока |
Фотографии:
Информация о компании
Сварочный аппарат Ренге
город р Мануфактура Co., Ltd. основана в 2008 году, но у нас 9-летний опыт производства в этой области, мы специализируемся на производстве защитной сварочной горелки Co2 и других вспомогательных деталей.В последние годы, чтобы удовлетворить требования клиентов и улучшить качество продукции, наша компания уже реализовала механическую обработку с числовым программным управлением автоматизации производства и была привержена к производству продукции с лучшим качеством.И мы получаем последовательную похвалу!
Мы твердо верим, что:
Сегодня мы производим качество, завтра мы будем наслаждаться качеством.
Таможенное обслуживание Звоните или пишите по электронной почте в любое время. Перед тем, как оформить заказ, мы будем рады обсудить с вами ваши цели и помочь вам выбрать ассортимент нашей продукции, который подходит именно для вашего проекта.
Выбор Вы отвечаете.Сообщите нам тип, размер и материал необходимой вам продукции, и мы выполним ваши требования благодаря широкому выбору доступных сварочных горелок и механизмов подачи проволоки. Также мы можем принять OEM.
Быстрая доставка Благодаря широкому запросу сварочных горелок и механизма подачи проволоки мы можем выполнить большинство запросов в течение нескольких дней с момента вашего заказа.
Заказ будет доверять Если по какой-либо причине полученные вами товары не соответствуют вашим ожиданиям, позвоните или напишите нам, и мы вместе с вами договоримся о возврате, замене и возврате.
ОСНОВНЫЕ ПРОДУКТЫ:
1. Горелка с воздушным охлаждением 15AK, 24KD, 25AK, 36KD, 501D, 602D Сварочные горелки с водяным охлаждением
2.Panasonic 180А, 200А, 350А Сварочная горелка
3. Сварочная горелка 180А, 200А, 350А, 500А, 900А 4. Сварочная горелка 5.PSF / ESAB 205А, 305А, 405А, 505А Сварочная горелка 6.Сварочная горелка Trafimet 15AK, 24KD, 25AK, 36KD 7.TBI 15AK, 24KD, 25AK, 36KD Сварочная горелка 8. P80, AG60, PT31, AG100, SG51, JG60, JG100, SG55 для плазменной резки Горелка 9. Горелки для сварки Tig: WP9 / WP12 / WP17 / WP18 / WP26 / WP20 / WP27 Горелка с воздушным / водяным охлаждением 10. Сварочные детали Mig / Co2: контактный наконечник, держатель наконечника, лебедка, сварочное сопло, газовый диффузор, сварочный вкладыш, тефлоновый вкладыш, штекер кабеля, евроразъем, разъем panasonic, разъем otc, изолятор, подающий валик, защитная паста, механизм подачи проволоки, двигатель механизма подачи проволоки, 11.Сварка и резка Tig / Argon: наконечник и сопло электрода, сварочный коллектор, корпус коллектора, газовая линза, керамическое сопло, длинная крышка, короткая 13. Тип OC, тип Panasonic, механизм подачи проволоки европейского типа, двигатель механизма подачи проволоки и все аксессуары Наши услуги Мы поставляем различные виды комплектных сварочных горелок MIG и запасные части. Мы можем предложить обслуживание OEM и в цветовой упаковке. Наша фабрика поддерживает оптовый склад и может быть обработана под заказ. Контактная информация: Skype: firlendwelding6 WhatsApp: +86 13603272483 Тел: +86 13603272483 QQ: 1026852345 wechat: 1026852345 ПРИМЕЧАНИЕ. Характеристики цены указаны только для справки, окончательная цена зависит от подробных переговоров Описание продукта Ультразвуковой точечный сварочный аппарат для сварки проволочных соединений Ультразвуковой сварочный аппарат — это ориентированный на будущее метод для проволоки и клемм. Сварочный аппарат представляет собой новое промышленное ультразвуковое решение для сращивания проволоки. Он сваривает многожильные, плетеные и магнитные провода для создания соединения проводов, обжима проводов или соединения кабелей аккумулятора.Соединения, которые он производит, используются в автомобильной, авиационной, компьютерной и бытовой электронике, а также в других приложениях управления процессами и промышленными приборами. Это чаще всего используется в производстве жгутов проводов. По сравнению с опрессовкой или контактной сваркой этот процесс имеет множество преимуществ. Помимо превосходных электрических свойств соединения и чрезвычайно низкого энергопотребления, этот метод особенно характеризуется комплексным управлением процессом и управлением данными процесса. Принцип ультразвуковой сварки: l Ультразвуковой сварочный аппарат для металла использует принцип ультразвуковой вибрации частоты для преобразования энергии ультразвуковой вибрации в энергию трения и передачи на металлическую поверхность, подлежащую сварке, в то время как трение производит тепло под давлением, Металлическая структура молекул полностью активирует процесс слияния молекулярного слоя с образованием нового оборудования. Особенности l Автоматическая регулировка ширины стыка от 0.От 5 до 40 мм (в зависимости от уровня мощности) л Микрокомпьютерное управление, частота электронной настройки. л Регулируемая мощность, простота в эксплуатации, стабильная и надежная работа. л Светодиодный дисплей обеспечивает видимость машины в процессе эксплуатации и регулировки. л Импортные компоненты, хорошие показатели по выработке энергии. l Защита от перегрузки по току и плавный запуск могут обеспечить безопасность машины. л Простота установки и эксплуатации. л Сварка может производить не только похожий металл, но и разный.это может сварить металлический кусок или прилипнуть к толстому металлу Обычно используется для сварки проводов транзисторов или микросхем. Преимущества л Высококачественный ультразвуковой преобразователь, высокая мощность, хорошая стабильность. л Хорошая проводимость и удельное сопротивление очень низкое или почти близко к нулю. л Окись металла или металлизация могут быть сварены. л Короткое время сварки, не требуется дополнительный флюс, газ, припой. л Отсутствие сварочных искр, защита окружающей среды и безопасность. l Без необходимости частой замены усилителя из-за бесступенчатой регулировки амплитуды. л Низкое энергопотребление, высокая эффективность, отсутствие искажений, отсутствие загрязнения, сварочная фирма и удобное управление. л Сварочный материал не плавит нехрупкие металлические свойства. l Можно сваривать пары сварных металлических поверхностей, требующих низкого окисления или металлизации. Спецификация Частота 20 кГц Номинальная Мощность Доступно в: 2000 Вт ~ 5000 Вт Область сварки Напряжение источника AC 110/220 ± 10% В 50/60 ± 10% Гц Тип генератора Цифровое автоматическое отслеживание частоты , генератор может регулировать выходную амплитуду от 5% до 100%. Пневматическое давление 0.3-0.6Mpa Размер Контроллер: 420 мм (л) * 380 мм ( Ш) * 200 мм (В) Сварщик: 510 мм (Л) * 280 мм (Ш) * 210 мм (В) Вес Сварщик: 35 ~ 50 кг, контроллер: 10 кг Гарантия Годовая гарантия с пожизненной поддержкой Область применения л Многослойная сварка положительным и отрицательным электродом для аккумулятора с динамическим питанием Эриал не плавится, не хрупкие металлические свойства. л Литий-ионный аккумулятор и полимерный аккумулятор: медная фольга сваривает никелевый лист; Алюминиевая фольга сваривает алюминиевый лист; Алюминиевая фольга сваривает никелевый лист. l Автоматическая сварка сплайс, Формирование конца электрического провода, Сварка электрических проводов; Сварка нескольких электрических проводов. л Электрическая сварка проводов и кабелей, клеммы, разъемы, сварка электрических частей. л Панели солнечных батарей, плоские солнечные панели, соединения медных и алюминиевых пластин. л Электромагнитный выключатель, выключатель без плавкого предохранителя: точечная сварка с точечной сваркой и сварка разнородных металлов. л Уплотнение медных трубок холодильника и кондиционера. Вакуумные детали из медной и алюминиевой трубки. Кроме того, достижения в области технологии металлов позволяют производить более тонкую и легкую металлическую фольгу и проволоку для использования в чувствительной электронике и других продуктах. Ультразвуковая сварка металла может удовлетворить чистые и деликатные требования этих применений, тогда как традиционные методы сварки могут быть слишком разрушительными. Ультразвуковая сварка также отвечает требованиям надежности более крупных, тяжелых условий эксплуатации, таких как системы зарядки для электромобилей, ветроэнергетические вышки и системы солнечной энергии. Пожалуйста, нажмите на картинку, чтобы увидеть больше моделей Упаковка и отгрузка 1 Стандартная экспортируемая упаковка: Внутренняя защита от столкновений, внешняя экспортная упаковка из деревянной коробки. 2 Доставка по FedEx, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ, 3 Ответственный за ущерб в процессе доставки изменит часть повреждения для вас бесплатно. 4 Поставьте подходящее входное напряжение и штепсельную вилку в соответствии с требованиями вашей страны. Наши услуги 1. Помочь клиенту проанализировать проект продукта и предоставить сварочное решение. 2. Сварочное испытание образца. 3. Обеспечить профессиональное решение для сварки. 4. Услуги квалифицированного дизайна джиг. 5. Предоставить услугу проверки доставки / доставки информации. 6. Одна гарантия года, вся жизнь поддерживает обещание. 7. Скорость обратной связи 24 часа по электронной почте. FAQ Q: Могу ли я иметь свой ЛОГОТИП на моей продукции? A: Да, мы можем предложить шелкографию LOGO, могилу.Плата за ЛОГОТИП может быть бесплатной, в то время как количество заказа достигает требования. Q: Сколько времени занимает доставка? A: Срок исполнения заказа составит 5-10 рабочих дней. Q: Какова длительность вашей гарантии? Q: Как я могу сделать платеж? Q: как насчет пакета? Q: Как насчет способа доставки? Описание продукта Малая перемычка для сварки сварочной проволоки Для подключения электронной проволоки двойное торцевое покрытие 5 / 0,8 22 / 24awg50 / 150мм Информация о компании Мы специализируемся на производстве различных электронных компонентов. Наша миссия состоит в том, чтобы предоставить клиентам лучший сервис, нацеленный на установление долгосрочного сотрудничества с клиентами, с нетерпением ожидающими сотрудничества с вами. Наши услуги 1. Внимательно прислушивайтесь к запросам клиентов и предоставляйте различные типы электронных продуктов для удовлетворения требований клиентов. Одним из таких способов достижения долгосрочной экономии средств и повышения эффективности производства является упаковка из проволоки.При переходе от мелкой упаковки к объемной упаковке, такой как бочка или коробка, большинство магазинов смогут сократить расходы на замену и почти сразу. MIG весом 250 фунтов и более в таких упаковках, как барабаны, барабаны или коробки, может иметь много преимуществ по стоимости. С тех пор, как он был впервые использован несколько десятилетий назад, насыпная проволока использовалась для обеспечения последовательной, непрерывной и эффективной подачи проволоки в систему сварочного привода. Если вы решили использовать оптовые пакеты MIG, необходимо оценить различные варианты на рынке и определить, какое решение лучше всего подходит для вашего конкретного магазина.Никакие два магазина не имеют одинаковых потребностей или схем подачи проволоки, и это следует учитывать при выборе наилучшей системы доставки проволоки и упаковки. Первый объемный трос попал в магазины в виде барабанов и барабанов, которые нужно было вращать для правильной выплаты проволоки — выбор, который все еще доступен сегодня. Эти опции обеспечивают лучшее размещение проволоки, предоставляя сварщикам, автоматическим горелкам и роботам возможность непрерывно точно и точно размещать проволоку в сварном соединении. дают дополнительные преимущества для магазинов с ограниченным складским помещением и торговой площадью, так как их можно укладывать друг на друга до трех высот. Тем не менее, вращающаяся упаковка барабана или барабана имеет некоторые недостатки. Это самый дорогой пакет для установки, так как для обеспечения ротации требуется дополнительное, относительно дорогое оборудование для подачи проволоки. Настройка также требует дополнительного времени переключения с одного барабана или барабана на следующий по сравнению с некоторыми из более новых вариантов упаковки. обеспечивают ограниченную защиту сварочной проволоки, так как большая часть проволоки подвергается воздействию окружающей среды во время использования.Существуют защитные чехлы для катушек, однако это увеличивает расходы. Вращающиеся барабаны или барабаны идеально подходят для применений, где необходимо критическое размещение проволоки, например, на тонкостенных материалах или когда требуются небольшие сварочные отложения. Другие идеальные приложения включают автоматизированные или роботизированные приложения без сварщика, чтобы компенсировать смещение провода. Такие работы включают сварные швы на резервуарах для воды или пропана. Следующий тип опции для сыпучей проволоки, не вращающаяся рулонная упаковка, также предлагает хорошее, точное размещение проволоки и, как и любое изделие на катушке, минимальное запутывание.Вспомогательная установка дешевле и проще, чем вращающиеся барабаны. Кроме того, хранение является простым, так как эти барабаны также хорошо укладываются в местах с ограниченным пространством. Как и вращающиеся барабаны, не повернутая катушка также подвергает проволоку воздействию окружающей среды во время использования. Этот тип провода MIG в пакетной упаковке идеально подходит для жестких систем автоматизации или для магазинов, которые уже используют вращающиеся катушки. Все типы деревянных катушек — повернутые и не повернутые — могут быть переработаны, а во многих случаях повторно использованы производителем катушек. Третий тип насыпной проволоки выпускается в виде неповоротных барабанов из ДВП. Самым большим преимуществом этого типа упаковки, помимо того, что он обеспечивает хорошее размещение проволоки, является то, что проволока не подвергается непосредственному воздействию окружающей среды во время использования. С точки зрения изменений, этот вариант упаковки предлагает простую настройку с недорогим вспомогательным оборудованием для выплаты, хотя для некоторых это требуется. При хранении не повернутые барабаны могут складываться до трех высот, минимизируя использование площади. Самым большим недостатком этого типа упаковки сыпучих проволоки является то, что она может есть несколько потоков отходов, которые трудно отделить при утилизации и переработки, в том числе и фибролита стали, используемой для структурной поддержки в верхней и нижней части барабана. Эти барабаны также более восприимчивы к проблемам погрузочно-разгрузочных работ, поскольку в них нет встроенных поддонов или ремней, и их зачастую сложнее поднимать и перемещать. Барабаны не могут быть опрокинуты или наклонены, так как проволочные петли могут двигаться и вызывать спутывание во время выплаты. Лучшее применение для не вращающихся барабанов — это большие объемы, полуавтоматическая сварка, робототехника и те, которые имеют ограниченное пространство. Четвертый вариант — это не поворачиваемая гофрированная коробка, которая обеспечивает хорошее расположение проводов. Эта 100% перерабатываемая альтернатива имеет ограниченное количество материалов, которые легко разделить на несколько потоков отходов. Он также предлагает интегрированную выплату, не требуя дополнительного оборудования для выплаты. Множество методов обработки продукции включают в себя ремни или прикрепленные встроенные мини-поддоны, которые готовы к погрузке, предлагая максимальную портативность и возможность повторного использования. Этот выбор упаковки может потребовать больше места для хранения, чем другие объемные варианты, и может складывать только две коробки по 1000 фунтов и три упаковки по 500 фунтов. Однако, поскольку такая упаковка является штабелируемой, она все равно может сократить традиционные способы хранения на 50% или более, в зависимости от магазина. Роботизированная и полуавтоматическая сварка лучше всего подходят для этого варианта упаковки навалом, так как он сводит к минимуму переналадку и повышает производительность. Для того, чтобы получить правильное решение для оптоволоконной проволоки, при выборе выберите следующие вопросы: Вы ищете объемную упаковку, которая требует меньше вспомогательного оборудования? Рассмотрим вариант с интегрированной выплатой Критическое ли расположение проводов? Лучше всего выбрать упаковку с вращающейся катушкой, а затем упаковку без вращающейся катушки Есть ли у вас ограниченное пространство для хранения? Обязательно выберите продукт, который имеет правильную способность укладки Лиза Байолл (Lisa Byall) — менеджер портфолио сварочных материалов в компании Lincoln Electric.
A: Длится 12 месяцев.
A: Paypal, T / T, Western Union и Escow являются наиболее популярными методами.
A: пенопласт и деревянный корпус для защиты продуктов.
A: Обычно мы принимаем экспресс, такие как DHL, FedEx, UPS и TNT для заказов образцов.Для массового заказа, будут принимать авиаперелеты или морские перевозки.
2. Отвечать на запросы клиентов в течение 10 минут рабочего времени, чтобы предоставить клиентам наилучшую цену.
3. Терпение и общение с клиентами, и стремиться удовлетворить требования клиентов.
4. Быстро создайте платежное поручение, чтобы клиентам не приходилось ждать. Принимайте удобные способы оплаты: клиенты могут произвести оплату с помощью торговой гарантии alibaba, Paypal, кредитной карты, банковского перевода, Western Union и т. Д.
5. Производить высококачественную продукцию, тестировать, упаковывать и производить 100% качественную продукцию.
6. Выберите курьерскую компанию, запрошенную клиентом для быстрой доставки.
7. Клиент получает товар и заказ завершен. MIG Wire Selection
Как выбрать пакет для оптоволоконной проволоки MIG
Лиза Байолл, менеджер по портфолио, The Lincoln Electric Company
В эти непростые экономические времена производители постоянно ищут способы сократить расходы и оптимизировать сварочные работы наиболее эффективным и продуктивным способом. Эффективные решения для этого конечного результата не всегда рождаются из больших изменений, но маленьких.
Эволюция упаковки
Проволока для сыпучих материалов МИГ развивалась на протяжении многих лет, и в настоящее время предлагается множество вариантов, которые предлагают различные функции и преимущества, которые расширяют возможности применения в различных средах сварочного цеха. Важные факторы, которые следует учитывать, включают количество потоков отходов (например, картонную коробку, пластиковую пленку, стальные рамы, деревянные катушки), размещение проволоки в сварочном шве, риск запутывания, установки, площади пола и хранения.
Вопросы для рассмотрения
Теперь, когда вы знакомы с различными вариантами упаковки для массовых грузов, а также с особенностями, преимуществами и проблемами каждого типа, вы можете лучше оценить, какой из продуктов будет лучшим для вашей массы провода нужны.
Является ли вторичная переработка серьезной проблемой? Если это так, ищите упаковку с ограниченным количеством потоков отходов.
Хотите несколько вариантов подъема (например, один, который можно забрать сверху или снизу)? Если это так, рассмотрите возможность использования упаковки, которая предлагает интегрированный поддон
и варианты ремней
Каждому производителю требуются различные упаковочные решения для экономии средств, повышения эффективности и производительности.Понимание ваших потребностей и того, как различные варианты упаковки могут удовлетворить их, является первым шагом в выборе объемной проволочной упаковки MIG, которая лучше всего работает в вашем магазине и, в конечном итоге, сократит время простоя и перенастройки, что снизит вашу прибыль.