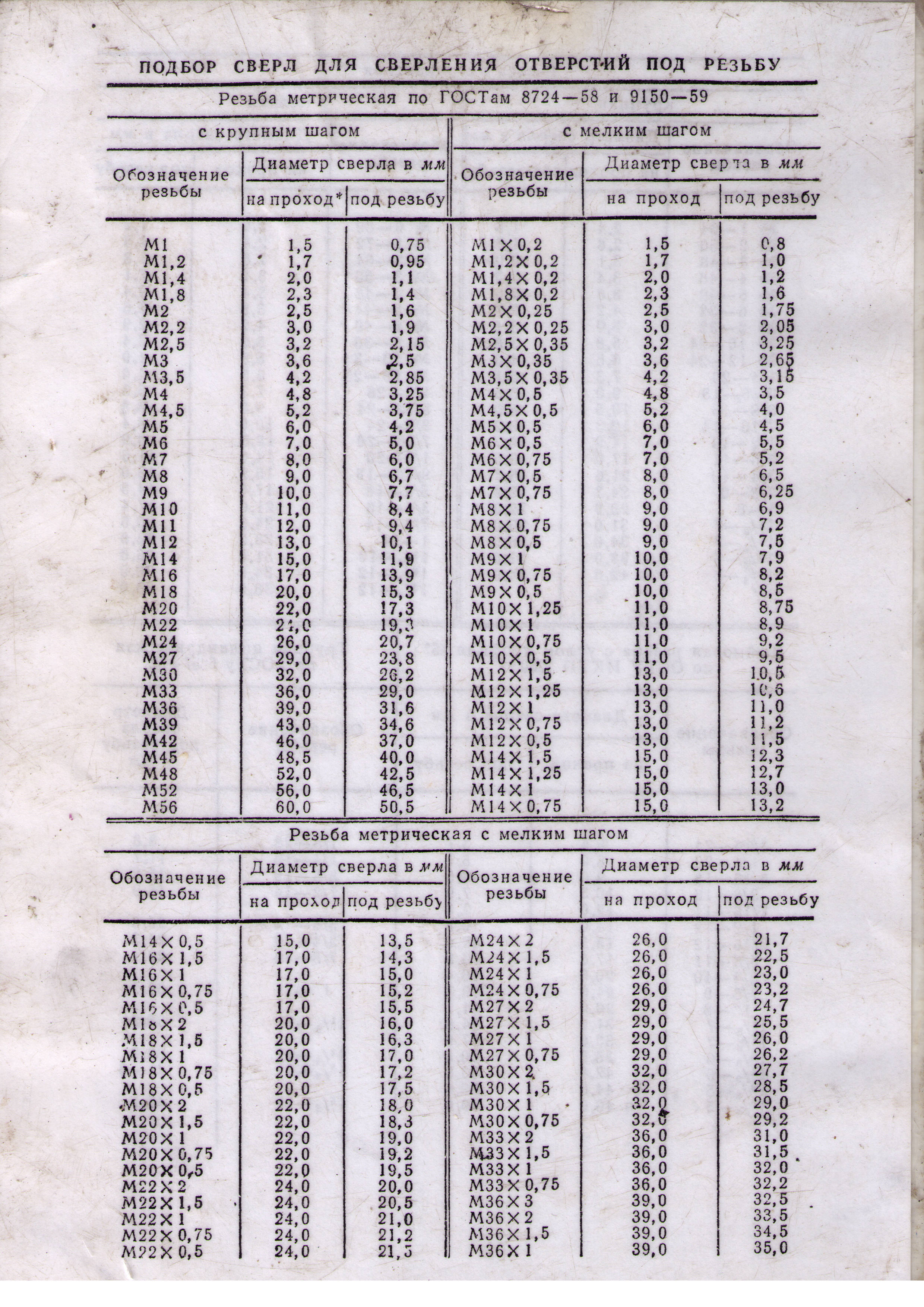
Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
-
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
-
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
-
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
-
В процессе нарезания резьбы, формируются канавки в металлической заготовке.

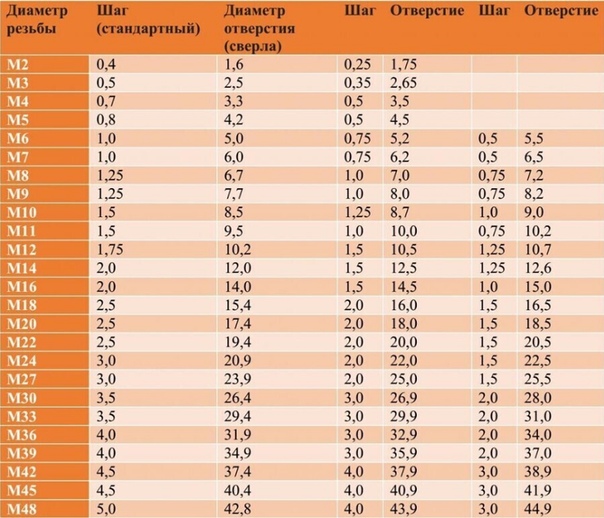
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
Таблица соответствия нарезки резьбы метчиком сверлу
|
D резьбы |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
|
d сверла, мм |
Шаг резьбы |
d сверла, мм |
Шаг резьбы |
d сверла, мм |
|
2 |
0. |
1.6 |
0.25 |
1.75 |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
0.5 |
2.5 |
0. |
2.65 |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
0.7 |
3.3 |
0.5 |
3.5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
5 |
0. |
4.2 |
0.5 |
4.5 |
- |
- |
- |
- |
- |
- |
|
- |
|
6 |
1 |
5 |
0. |
5.2 |
0.5 |
|
- |
- |
- |
- |
- |
- |
|
7 |
1 |
6 |
0.75 |
6.2 |
0. |
6.5 |
- |
- |
- |
- |
- |
- |
|
8 |
1.25 |
6.7 |
1 |
7 |
0.75 |
7.2 |
0. |
7.5 |
- |
- |
- |
- |
|
9 |
1.25 |
7.7 |
1 |
8 |
0.75 |
8.2 |
0.5 |
8. |
- |
- |
- |
- |
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.75 |
9.2 |
0. |
9.5 |
- |
- |
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0.5 |
10.5 |
- |
- |
- |
- |
|
12 |
1. |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.5 |
|
14 |
2 |
12 |
1. |
12.5 |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1.5 |
14. |
1 |
15 |
0.75 |
15.2 |
0.5 |
15.5 |
- |
- |
|
18 |
2.5 |
15.4 |
2 |
16 |
1. |
16.5 |
1 |
17 |
0.75 |
17.2 |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18. |
1 |
19 |
0.75 |
19.2 |
0.5 |
19.5 |
|
22 |
2.5 |
19.4 |
2 |
20 |
1.5 |
20.5 |
1 |
21 |
0. |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.9 |
2 |
22 |
1.5 |
22.5 |
1 |
23 |
0.75 |
23. |
- |
- |
|
27 |
3 |
23.9 |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0.75 |
26.2 |
- |
- |
|
30 |
3. |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29.2 |
|
33 |
3.5 |
29. |
3 |
29.9 |
2 |
31 |
1.5 |
31.5 |
1 |
32 |
0.75 |
32.2 |
|
36 |
4 |
31.9 |
3 |
32. |
2 |
34 |
1.5 |
34.5 |
1 |
35 |
- |
- |
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1. |
37.5 |
1 |
38 |
- |
- |
|
42 |
4.5 |
37.4 |
4 |
37.9 |
3 |
38.9 |
2 |
34 |
1. |
40.5 |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43. |
1 |
44 |
|
48 |
5 |
42.8 |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1.5 |
46.5 |
1 |
47 |

 35
35

 75
75
 5
5
 5
5
 5
5
 5
5
 75
75
 5
5
 5
5
 5
5
 5
5
 75
75
 2
2
 5
5
 4
4
 9
9
 5
5
 5
5
 5
5
Полезная таблица — диаметр резьбы и шаг.
 — Bezhelme.ru
— Bezhelme.ruМногие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая. А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.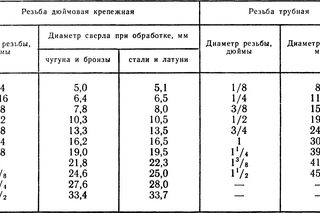
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм. Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.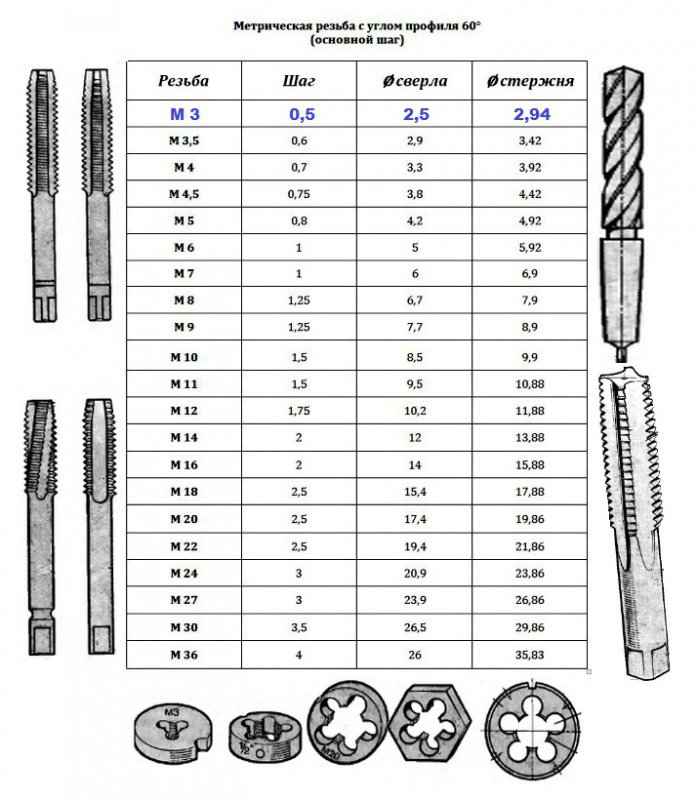 25 25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу. Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла.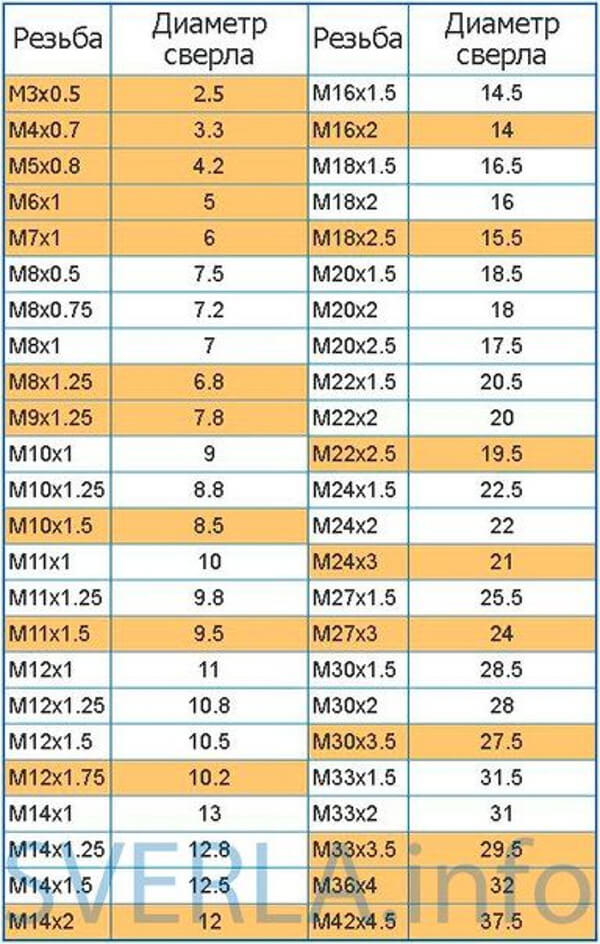 Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
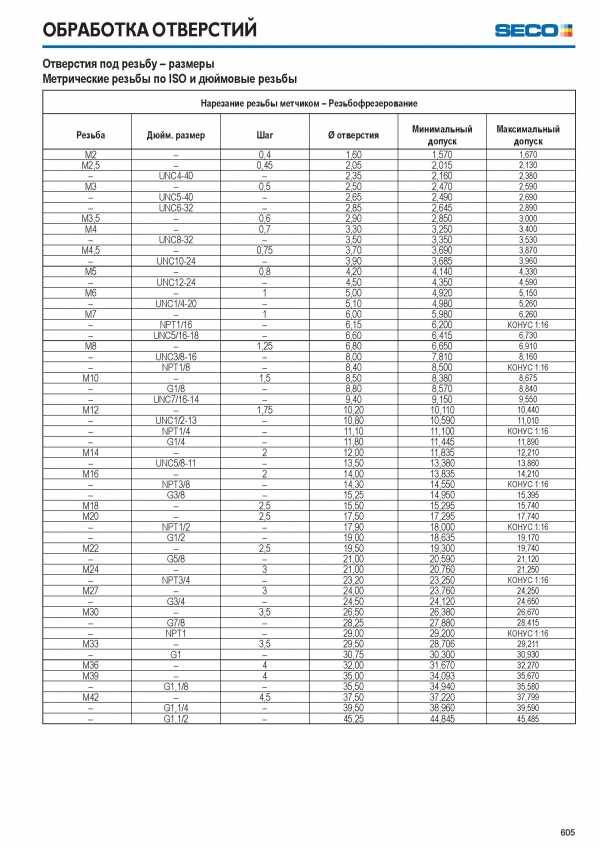
Диаметр отверстия под метрическую резьбу: с помощью таблицы и без
Несмотря на простоту нарезки внутренней резьбы в сравнении со многими другими металлорежущими операциями, что вполне доступно к выполнению при минимальном наборе инструментов в бытовых условиях, необходимо выполнить некоторые требования для получения надежного соединения. Одно из этих требований – точный подбор диаметра отверстия под номинальный размер метрической резьбы. Если он будет ниже необходимого, то существует риск поломки метчика, если больше – то будет ослабление резьбового соединения, деформация нитей и выход из строя детали. Рассмотрим особенности подбора сверла под диаметр метрических резьб.
Выбор диаметра с помощью таблицы
Подобрать необходимый диаметр сверла можно с помощью приведенной ниже таблицы или другой справочной документации.
Для получения искомого значения необходимо знать два параметра – номинальный диаметр резьбы (d) и её шаг (Р). Первое представляет собой расстояние между противоположными вершинами витков винтовой линии. Шаг резьбы – это расстояние между вершинами соседних витков. Зная эти значения можно легко определить потребный диаметр сверла для подготовки отверстия.
Первое представляет собой расстояние между противоположными вершинами витков винтовой линии. Шаг резьбы – это расстояние между вершинами соседних витков. Зная эти значения можно легко определить потребный диаметр сверла для подготовки отверстия.
Упрощенный подбор
Вполне возможно, что не всегда в вашем распоряжении будет таблица для выбора диаметра. В том случае, если к резьбовому соединению не предъявляются высокие требования и оно не будет подвергаться повышенным нагрузкам, то можно определить искомое значение по простой формуле:
Дотв = d – P
Где Дотв – это потребный диаметр отверстия; d – номинальный диаметр резьбы и р – её шаг
Так, если взять резьбу М5х0,8 то мы получим диаметр с отверстия равный: 5-0,8=4,2 мм.
Также хотим отметить, что при ручной нарезке резьбы в бытовых условиях или в слесарной мастерской допускается небольшое увеличение диаметра отверстия относительно табличного значения. В целом же, подбор диаметра отверстия под резьбу регулирует ГОСТ 19257-73.
Особенности нарезки
Перед использованием метчика необходимо произвести сверление отверстия, диаметр которого вы определили по указанной выше методике. Далее приходит очередь метчика. Для получения витков соответствующих требованиям к данному типу резьб необходима постепенная нарезка. Металл тонкими слоями поэтапно снимается с обрабатываемой поверхности, образуя требуемую форму витков. Поэтому при одном проходе резьбонарезной инструмент разделен на отдельные черновые и чистовые участки. Второй вариант – это использовании набора из двух или трех метчиков, которыми поочередно, в порядке присвоенного номера, производится нарезка резьбы во внутреннем отверстии.
При нанесении резьбы необходимо установить метчик строго вертикально относительно поверхности детали. Производить нарезку следует с помощью воротка, наиболее удобным является вариант конструкции с трещоткой. Деталь должна быть надежно зафиксирована, нарезка производится путем вращения резьбонарезного инструмента по часовой стрелке. Для удаления стружки необходимо чередовать рабочие вращения метчика с обратными. Как правило, после совершения половины оборота по часовой стрелке необходимо произвести четверть оборота назад.
Для удаления стружки необходимо чередовать рабочие вращения метчика с обратными. Как правило, после совершения половины оборота по часовой стрелке необходимо произвести четверть оборота назад.
Для облегчения процесса нарезки и отвода тепла рекомендуется использование смазочных материалов. Для этих целей может быть использован солидол, олифа для стали, керосин или скипидар для алюминия. Также возможно использование и машинных масел.
Как подобрать диаметр сверла под резьбу? Резьбовое соединение деталей – это часто применяемый способ соединения деталей разных видов. Различают два Вида по типу поверхности резьбы:
Инструменты применяемые для нарезания Резьбы на деталях это
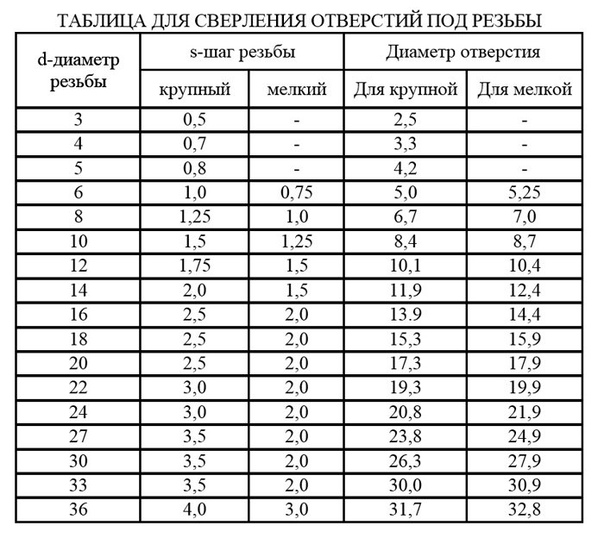
Прежде, чем нарезать внутреннюю резьбу нужно сделать отверстие, правильно подобрав его диаметр. И сразу встает вопрос: «Как подобрать диаметр сверла под резьбу?» Ведь, если отверстие сделать большого размера, то резьба будет недостаточно глубокой и быстро скосится, если маленького, то сломается сам инструмент в процессе сверления Самый простой способ — это воспользоваться специальной Таблицей Диаметров сверл под резьбу, где указаны основные параметры: маркировка, Диаметр Резьбы, Шаг Резьбы, Диаметр сверла под резьбу Параметры, указанные в таблице, соответствуют ГОСТу: размеры отверстий для любого диаметра резьбы, с учетом шага резьбы и допусков. Если этой Таблицы сверл под резьбу нет в нужный момент под рукой, то можно воспользоваться простым методом, рассчитав диаметр отверстия по формуле: Из наружного диаметра резьбы вычесть шаг и в результате получается диаметр сверла. Как видно, рассчитать диаметр сверла под резьбу несложно. Можно воспользоваться готовой таблицей или использовать простую формулу для вычисления нужного диаметра. Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм Магазин инструментов «Инструмент-Уфа» предоставляет возможность купить в Уфе все необходимое оборудование и оснастку для нарезания резьбы в материалах любой твердости, выполнения различных металлорежущих и слесарных работ Таблица рекомендуемых диаметров отверстий под резьбу, мм
Изготавливаем и поставляем Все Инструменты для Металлообработки: сверла, метчики, плашки, фрезы, развертки, резцы, калибры, зенкеры зенковки, ролики протяжки, долбяки, цековки, оправкипресс-формы, оснастку, шестерни согласно ГОСТ и по чертежам заказчика В магазине продается профессиональный инструмент для токарей-фрезеровщиков представленные компанией ООО «АНГО», а также инструменты от мировых ведущих производителей
Алфавитный каталог: Адаптеры, переходники и держатели для бит Алмазная и эльборовая паста, ГОИ Алмазные головки Алмазные карандаши, иглы, алмазы в оправе Алмазные круги Алмазные надфили Алмазные напильники Алмазные отрезные диски Алмазные сверла и коронки Биты двухсторонние Биты квадратные тип S Биты крестовые РZ Биты крестовые РН Биты шлицевые SL Бородки, высечки и кернеры Борфрезы твердосплавные Бруски ручные алмазные Бруски хонинговальные тип АБХ Бруски шлифовальные Буры твердосплавные Взрывобезопасный инструмент Воротки для метчиков и плашкодержатели Воротки и оснаcтка для торцевых головок Вставки к пробкам Втулки 7:24 MAS 403 BT / КМ Втулки 7:24 ГОСТ 25827 исп.
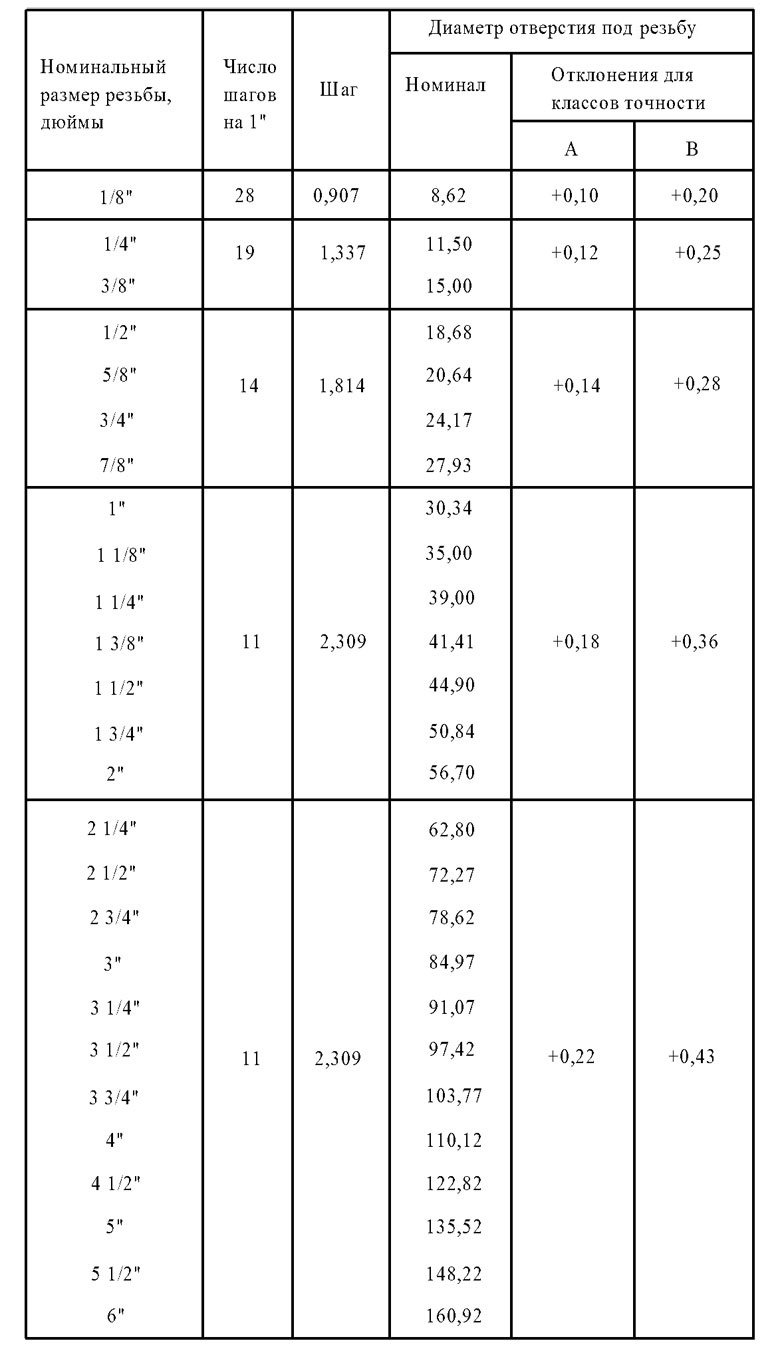
Таблица диаметра Сверл под Дюймовую резьбу
| ||||||||||||
 Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств
Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств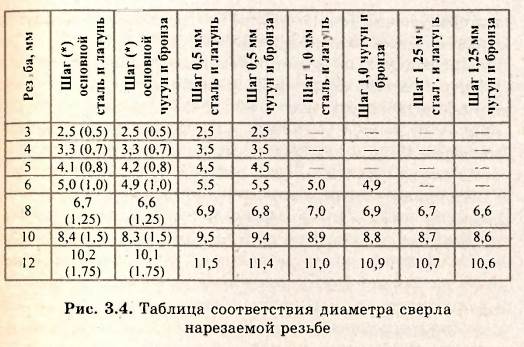 Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73
Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73 4
4 8
8 25
25 25
25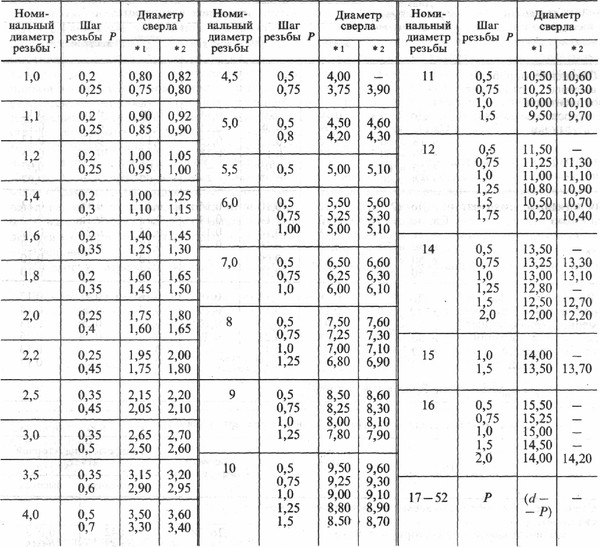 5
5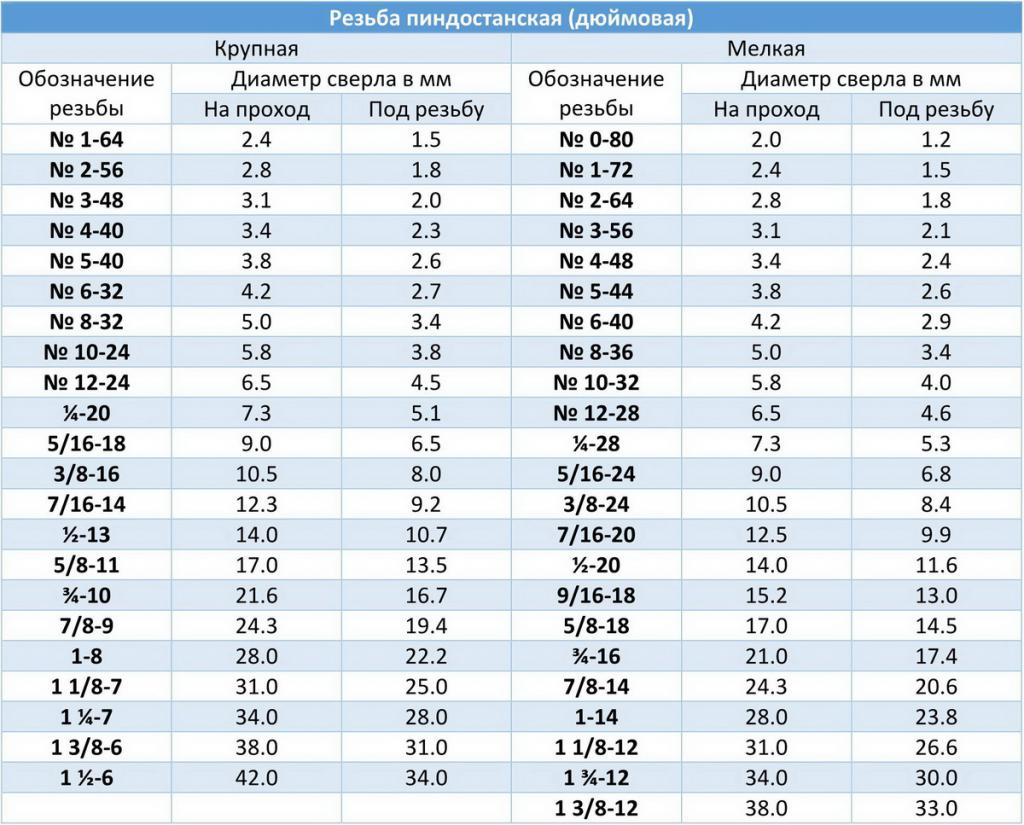 5
5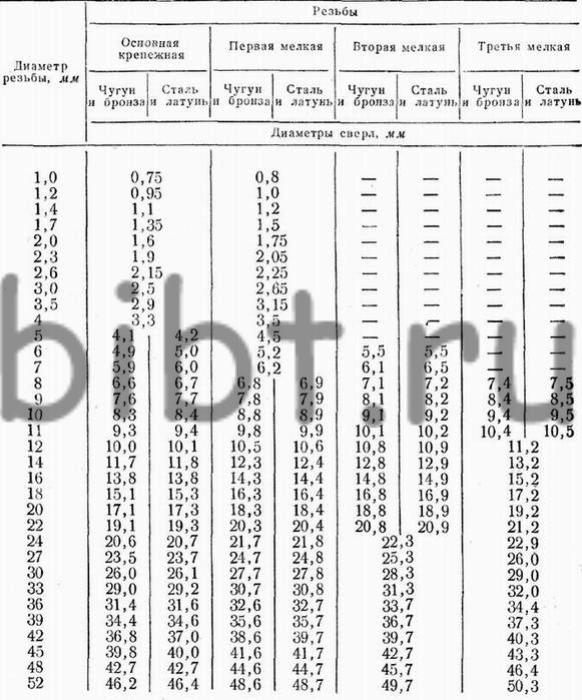 75
75 5
5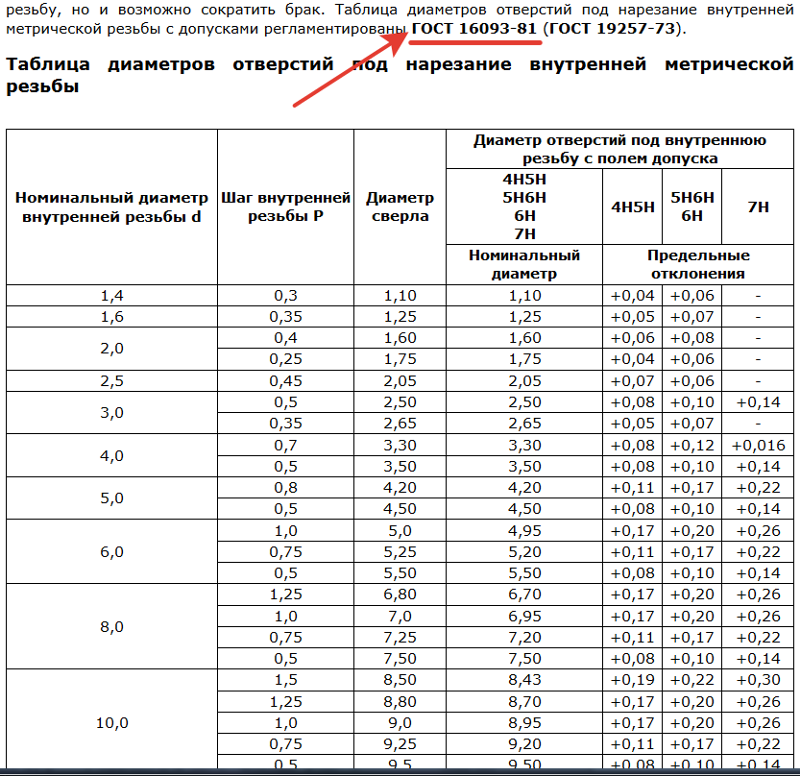 9
9 5
5 9
9 5
5 5
5 1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные — наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки — стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т.
1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные — наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки — стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т. д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование — газопламенное Сварочное оборудование — электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач.
д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование — газопламенное Сварочное оборудование — электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач. пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов «ласточкин хвост» Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил.
пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов «ласточкин хвост» Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил.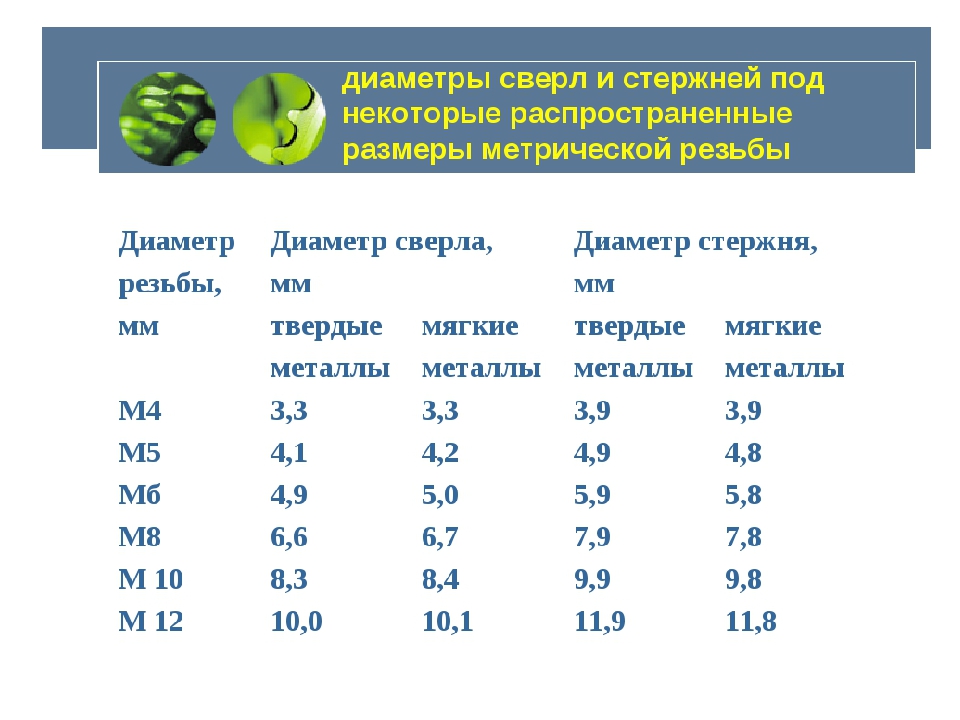 хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные
хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные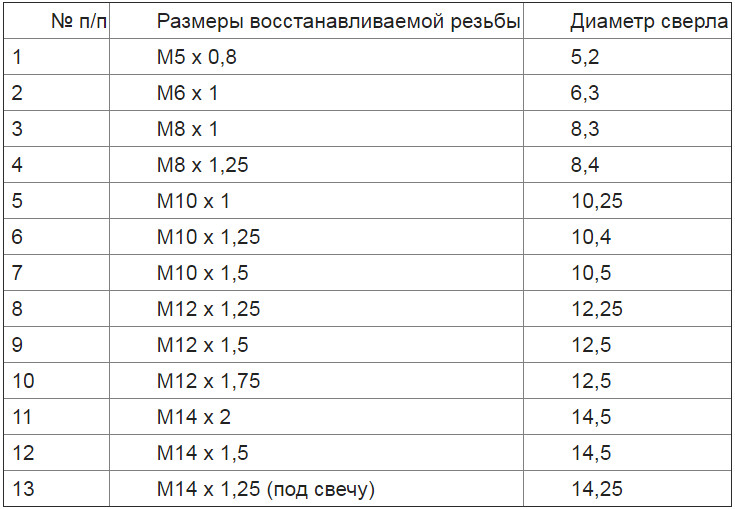 25
25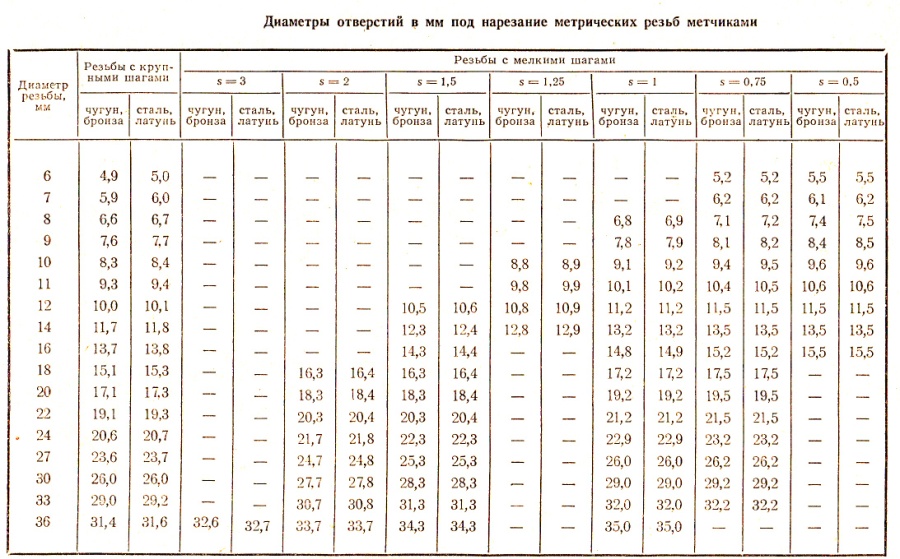 5
5 5
5 5
5lab4x4.ru — Диаметр сверла и прутка для нарезания резьбы
Диаметр сверла и прутка для нарезания резьбы
В процессе изготовления или ремонта конструкций из металла часто требуется выполнить резьбовое соединение. Для этого существуют определённые стандарты.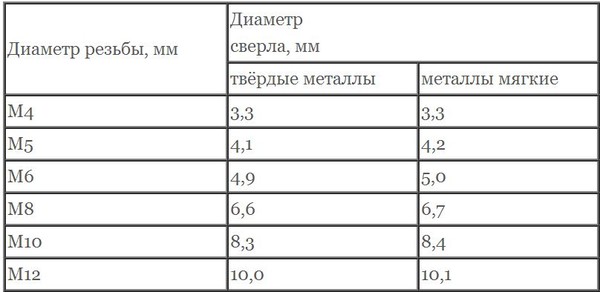 На просторах интернета представлено огромное количество информации. Мы же рассмотрим самые распространённые вопросы и представим некоторые шпаргалки для повседневного использования.
На просторах интернета представлено огромное количество информации. Мы же рассмотрим самые распространённые вопросы и представим некоторые шпаргалки для повседневного использования.
Как правило, самой часто-изготавливаемой является метрическая резьба. Она подходит для большинства случаев. На чертежах метрическая резьба обозначается буквой М:
M16, М42, М64 — с крупным шагом
М16×0,5; М42×2; М64×3 — с мелким шагом
М42×3 (Р1) — это означает, что резьба многозаходная с диаметром 42 мм, шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
M14LH, M40×2LH, M42×3(P1)LH — если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH.
Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба является способом подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.
В остальных случаях нарезается стандартный (крупный) шаг.
Инструментами для нарезания резьбы являются:
— метчик — для нарезания внутренней резьбы;
— лёрка — для нарезания наружной резьбы.(второе название — плашка)
Для нарезания внутренней резьбы необходимо просверлить отверстие в материале определённого диаметра. Подобрать подходящий метчик и нарезать резьбу. Правильный выбор диаметра отверстия под резьбу имеет большое значение. Если диаметр отверстия выполнен больше требуемого, то резьба не будет иметь полного профиля, что отрицательно скажется на прочности соединения. При меньшем диаметре отверстия вход метчика в него затруднен, что приведёт либо к срыву резьбы, либо к заклиниванию и поломке метчика. Для вычисления необходимого диаметра сверла существует формула: диаметр сверла = диаметр резьбы — шаг резьбы.
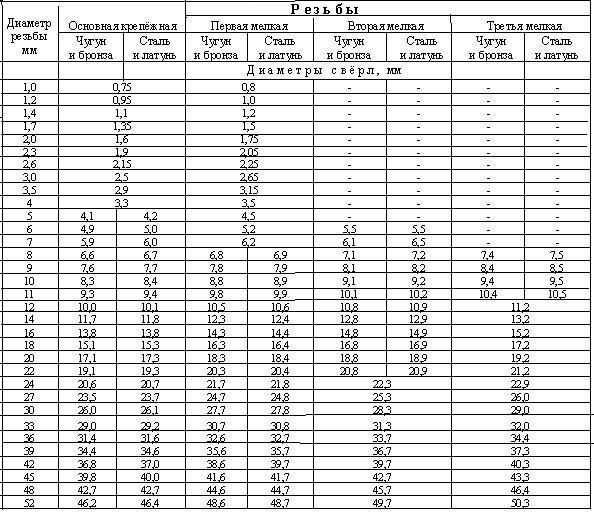
Для наглядности приведём таблицу с заранее посчитанными значениями. Данные в таблице приведены для таких материалов как сталь, латунь, алюминий. Для хрупких материалов, таких, например, как чугун, бронза, пластмасса диаметр сверла следует брать меньше на 0,1 мм, чем значение в таблице.
Для хрупких материалов, таких, например, как чугун, бронза, пластмасса диаметр сверла следует брать меньше на 0,1 мм, чем значение в таблице.
Отверстия под нарезание метрической резьбы регулируется ГОСТ 19257-73.
Полный ГОСТ 19257-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла | Шаг резьбы | Диаметр сверла |
| 1 | 0.2 | 0.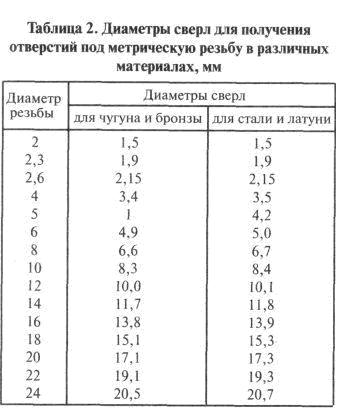 8 8 |
0.25 | 0.75 | ||||||||
| 1.1 | 0.2 | 0.9 | 0.25 | 0.85 | ||||||||
| 1.2 | 0.2 | 1.0 | 0.25 | 0.95 | ||||||||
1. 4 4 |
0.2 | 1.0 | 0.3 | 1.1 | ||||||||
| 1.6 | 0.2 | 1.4 | 0.35 | 1.25 | ||||||||
| 1.8 | 0.2 | 1.6 | 0. 35 35 |
1.45 | ||||||||
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.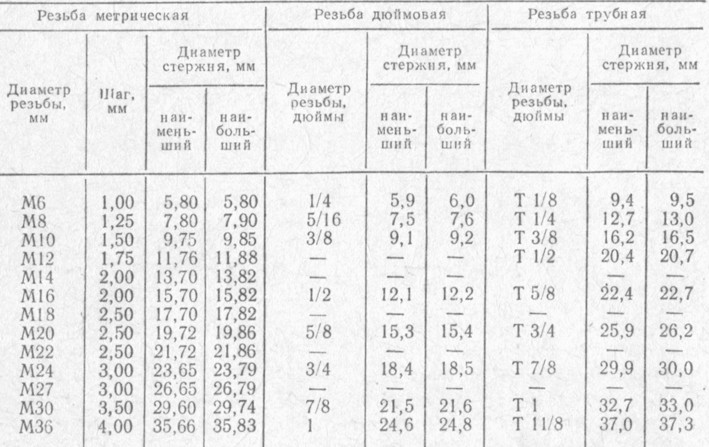 7 7 |
3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0. 5 5 |
5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1. 25 25 |
7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0. 75 75 |
10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0. 75 75 |
13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.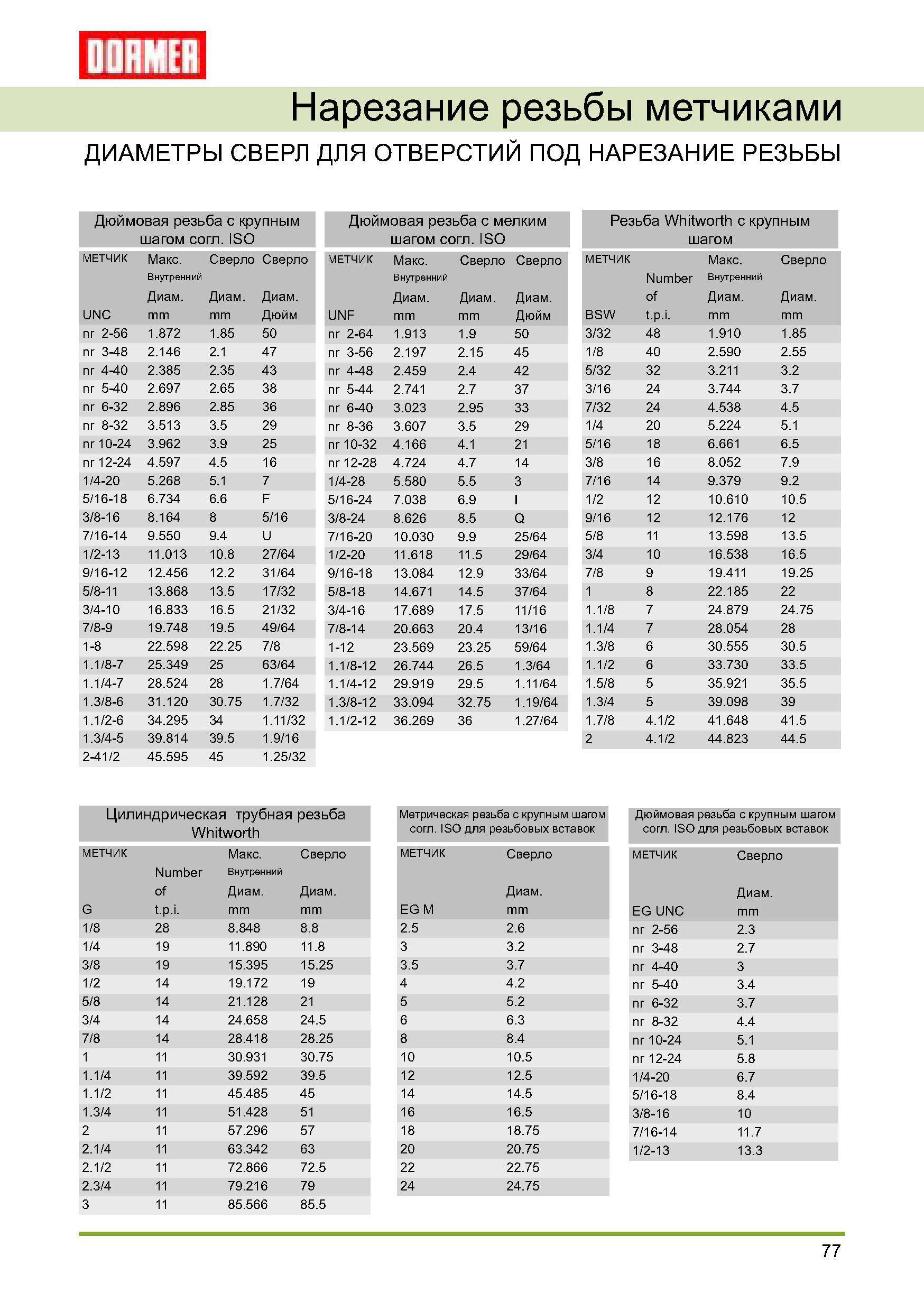 5 5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.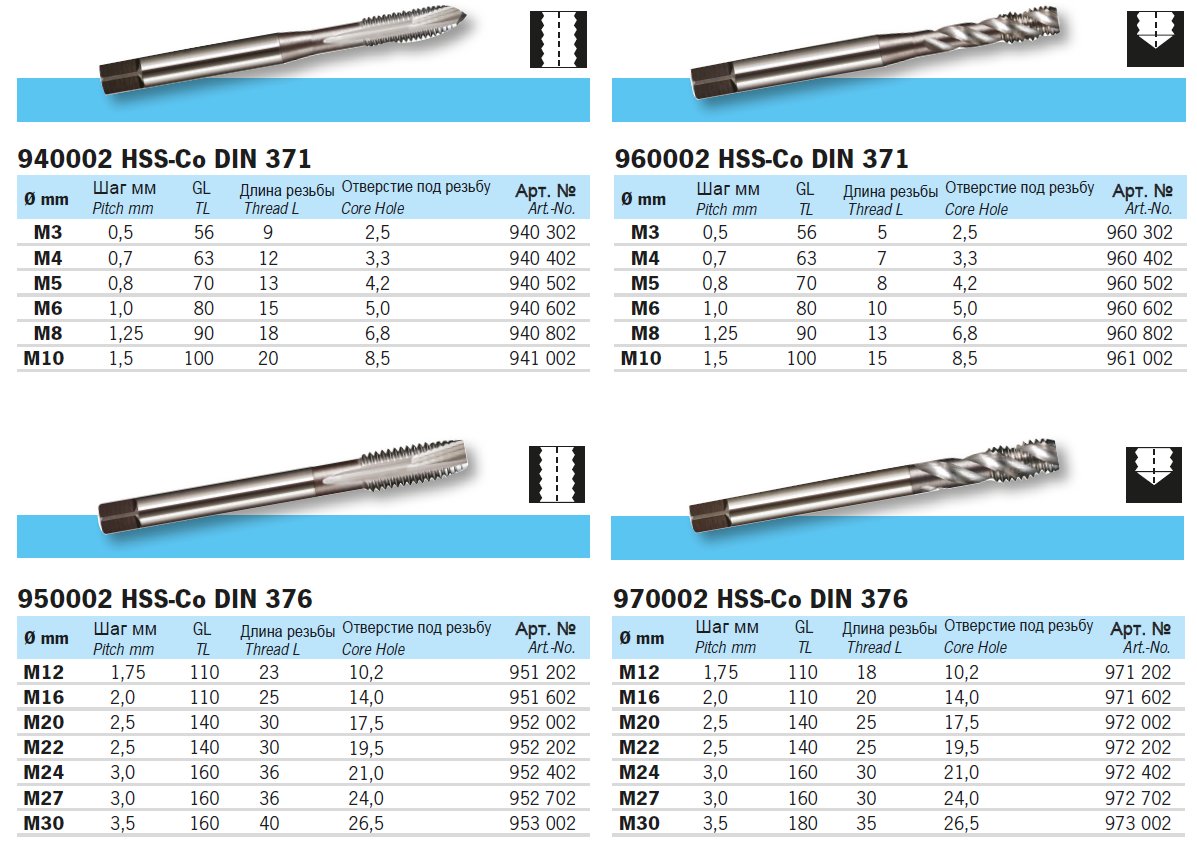 9 9 |
2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1. 5 5 |
28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.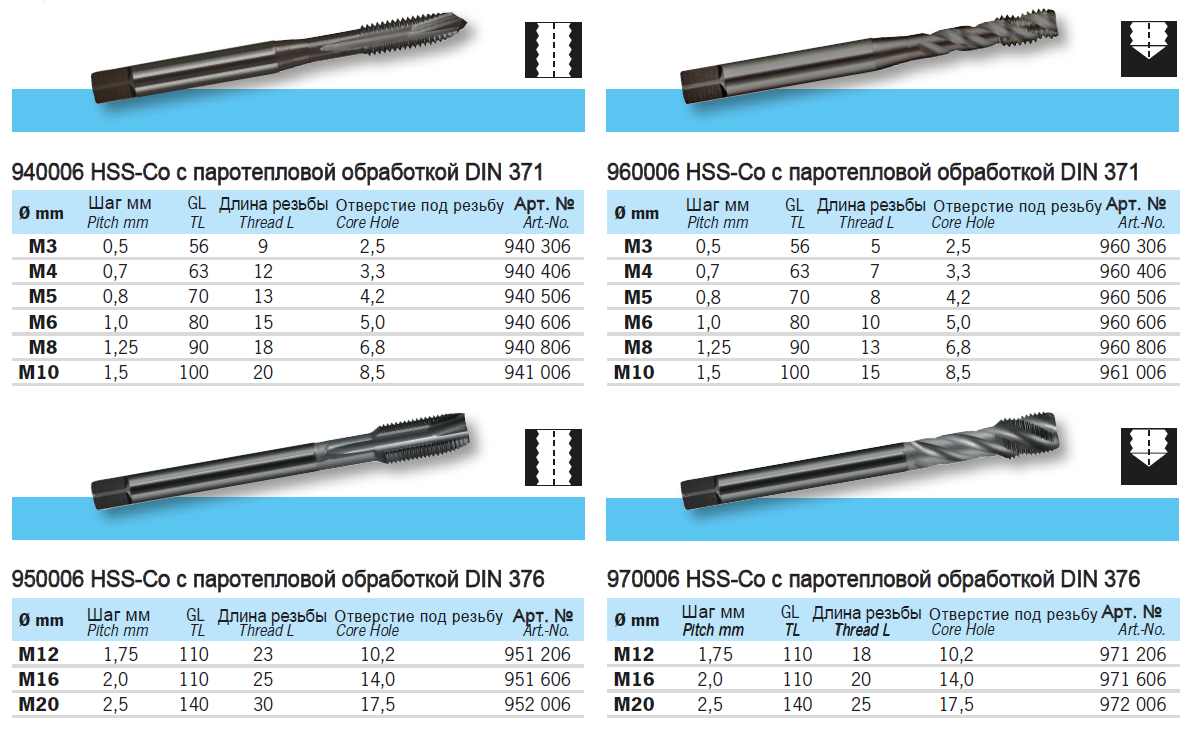 9 9 |
3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41. 9 9 |
2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Табличка для печати
Для нарезания внутренней резьбы используем заранее приготовленные метчики. Для производства качественной резьбы следует использовать наборы из двух, трёх или (в редких случаях) из пяти мечиков. Каждый метчик в таком комплекте имеет свой порядковый номер. Делать первый проход нужно метчиком с первым номером, он же черновой, и далее по возрастанию. Последний проход делается чистовым метчиком с наибольшим номером. Такая последовательность обусловлена чистотой обработки и облегчением выполнения резьбы. После чернового метчика профиль резьбы будет не полным и болт или шпильку просто не получится ввернуть. Используя сразу чистовой метчик, возникает большая вероятность заклинивания и поломки инструмента. При нарезании резьбы необходимо чередовать направление вращения метчика для облома и извлечения стружки.
Последний проход делается чистовым метчиком с наибольшим номером. Такая последовательность обусловлена чистотой обработки и облегчением выполнения резьбы. После чернового метчика профиль резьбы будет не полным и болт или шпильку просто не получится ввернуть. Используя сразу чистовой метчик, возникает большая вероятность заклинивания и поломки инструмента. При нарезании резьбы необходимо чередовать направление вращения метчика для облома и извлечения стружки.
Для выполнения наружной резьбы на круглом прокате используется лёрка (плашка). Процесс нарезания подобен нарезанию внутренней резьбы. При всех видах работ рекомендуется использовать смазку. Также необходимо помнить о соблюдении мер безопасности при работе. В заключении приведём таблицу диаметров стержней под нарезание метрической наружной резьбы.
Стержни под нарезание метрической резьбы регулируется ГОСТ 19258-73.
Полный ГОСТ 19258-73 в формате .pdf
| Диаметр резьбы | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня | Шаг резьбы | Диаметр стержня |
| 1 | 0. 25 25 |
0.97 | ||||||||||
| 1.2 | 0.25 | 1,17 | ||||||||||
| 1.4 | 0.3 | 1.36 | ||||||||||
1. 6 6 |
0.35 | |||||||||||
| 2 | 0.4* | 1.95 | 0.25 | 1.97 | ||||||||
| 2.5 | 0.45 | 2.45 | ||||||||||
| 3 | 0. 5* 5* |
2.94 | 0.35 | 2.95 | ||||||||
| 4 | 0.7* | 3.94 | 0.5 | 3.94 | ||||||||
| 5 | 0.8* | 4.94 | 0.5 | 4. 94 94 |
||||||||
| 6 | 1* | 5.92 | 0.75 | 5.94 | 0.5 | 5.94 | ||||||
| 8 | 1.25* | 7.90 | 1 | 7.92 | 0.75 | 7.94 | 0. 5 5 |
7.94 | ||||
| 10 | 1.5* | 9.88 | 1 | 9.92 | 0.5 | 9.94 | 0.75 | 9.94 | ||||
| 12 | 1.75* | 11.86 | 1.5 | 11.88 | 1.25 | 11.90 | 1 | 11.92 | 0.75 | 11. 94 94 |
0.5 | 11.94 |
| 14 | 2* | 13.84 | 1.5 | 13.88 | 1 | 13.92 | 0.75 | 13.94 | 0.5 | 13.94 | ||
| 16 | 2* | 15.84 | 1.5 | 15.88 | 1 | 15.92 | 0.75 | 15.94 | 0.5 | 15.94 | ||
| 18 | 2* | 17.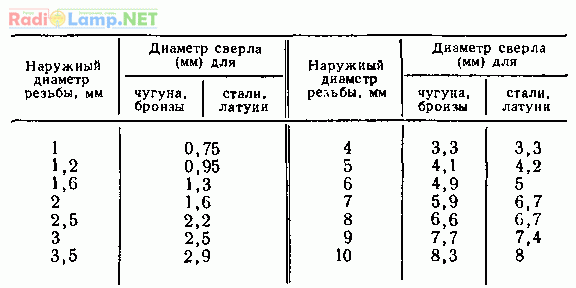 84 84 |
1.5 | 17.88 | 1 | 17.92 | 0.75 | 17.94 | ||||
| 20 | 2.5* | 19.84 | 1.5 | 19.88 | 1 | 19.92 | 0.75 | 19.94 | 0.5 | 19.94 |
* — стандартный шаг метрической резьбы.
Табличка для печати
Таблицы DPVA.ru — Инженерный Справочник | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Оборудование / / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов. / / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Диаметры (размеры) сверл под нарезание дюймовой резьбы BA (British Association). Таблица. Поделиться:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. Вложите в письмо ссылку на страницу с ошибкой, пожалуйста. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator Free xml sitemap generator | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Таблица.
Таблица. Л. Тимингс, Справочник инженера механика (Roger L.Timings)
Л. Тимингс, Справочник инженера механика (Roger L.Timings)
Как правильно подобрать сверло под метчик? — РИНКОМ
Содержание
- Особенности выбора сверла под метчик
- Диаметр предварительного отверстия для метрических метчиков
- Как подобрать сверло под бесстружечный метчик
- Диаметры сверл для трубных (дюймовых) метчиков
- Как подобрать сверла под метчики UNC/UNF
- Диаметры сверл под трапецеидальную резьбу
- Где купить сверла для нарезания черновой резьбы под метчик?
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем, как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
В этой статье мы приводим таблицы с диаметрами сверл под популярную резьбу для метрических, трапецеидальных, трубных и бесстружечных метчиков. Информация представлена для основного и мелкого шага. Кроме того, мы коснемся основных проблем, с которыми может быть связан подбор инструмента для высверливания черновых отверстий.
Особенности выбора сверла под метчик
При выборе сверла под метчик необходимо учитывать следующие рекомендации.
- Следите, чтобы сверло подходило под обрабатываемый материал. Для большинства резьбонарезных операций хватает инструмента из быстрорежущей стали с содержанием кобальта. Однако если материал тверже, используйте твердосплавное сверло.
- Черновое отверстие требуется обработать зенковкой и сделать фаску. Это позволит лучше центрировать метчик, а также обеспечит лучший заход в резьбу болтов, шпилек и т. п.
- Принимайте во внимание свойства материала. У хрупких твердых и мягких вязких металлов диаметр отверстия будет отличаться. Так, диаметр сверла под резьбу М8 в мягком материале составит 6,8 мм, а в твердом — 6,7 мм.
 п.
п.В этой статье вы найдете ссылки на ГОСТы, которые указывают, какое сверло выбрать под имеющийся метчик. В документах прописаны размеры отверстий разной точности и предельные отклонения диаметров. Здесь же приведены диаметры отверстий для нарезания резьбы в мягких и вязких материалах.
Диаметр предварительного отверстия для метрических метчиков
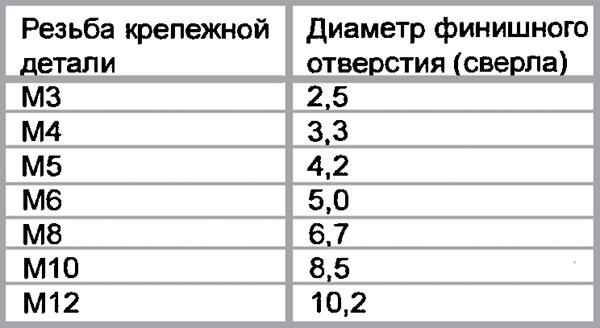
Предлагаем ознакомиться с ГОСТами для метрической резьбы, которая нарезается стандартными метчиками наиболее популярных размеров М3, М4, М5, М6, М8, М10 и М12 с основным шагом.
Краткая таблица для самых распространенных размеров метрической резьбы с крупным шагом:
|
Метчик (резьба/основной шаг) |
Диаметр отверстия (⌀ сверла), мм |
|
М3х0,5 |
2,5 |
|
М4х0,7 |
3,3 |
|
М5х0,8 |
4,2 |
|
М6х1,0 |
5,0 |
|
М8х1,25 |
6,8 |
|
М10х1,5 |
8,5 |
|
М12х1,75 |
10,2 |
|
М14х2,0 |
12,0 |
|
М16х2,0 |
14,0 |
|
М18х2,5 |
15,4-15,6 |
|
М20х2,5 |
17,4-17,6 |
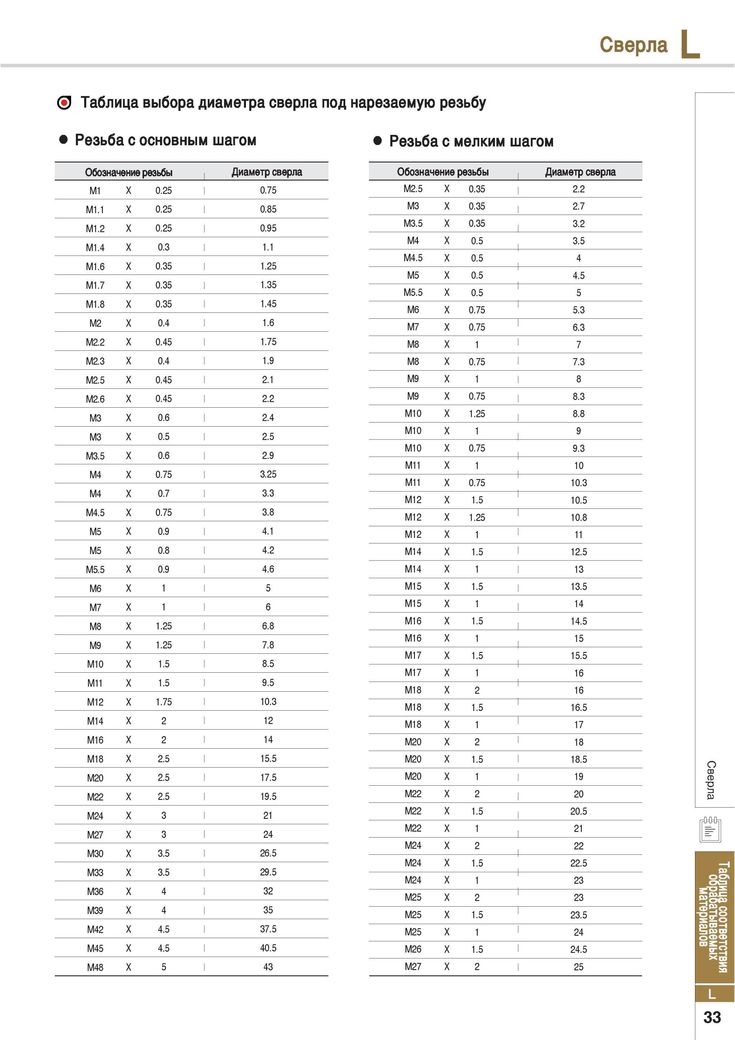
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
|
М |
Шаг, мм |
Внутренний диаметр резьбы гайки, мм
(доп. |
Диаметр сверла, мм (по DIN336) |
|
1 |
0,25 |
*0,774 |
0,75 |
|
1,1 |
0,25 |
*0,874 |
0,85 |
|
1,2 |
0,25 |
*0,974 |
0,95 |
|
1,4 |
0,3 |
*1,128 |
1,1 |
|
1,6 |
0,35 |
1,321 |
1,25 |
|
1,8 |
0,35 |
1,521 |
1,45 |
|
2 |
0,4 |
1,679 |
1,6 |
|
2,2 |
0,45 |
1,838 |
1,75 |
|
2,5 |
0,45 |
2,138 |
2,05 |
|
3 |
0,5 |
2,599 |
2,5 |
|
3,5 |
0,6 |
3,010 |
2,9 |
|
4 |
0,7 |
3,422 |
3,3 |
|
4,5 |
0,75 |
3,878 |
3,7 |
|
5 |
0,8 |
4,334 |
4,2 |
|
6 |
1 |
5,153 |
5,0 |
|
7 |
1 |
6,153 |
6,0 |
|
8 |
1,25 |
6,912 |
6,8 |
|
9 |
1,25 |
7,912 |
7,8 |
|
10 |
1,5 |
8,676 |
8,5 |
|
11 |
1,5 |
9,676 |
9,5 |
|
12 |
1,75 |
10,441 |
10,2 |
|
14 |
2 |
12,210 |
12,0 |
|
16 |
2 |
14,210 |
14,0 |
|
18 |
2,5 |
15,744 |
15,5 |
|
20 |
2,5 |
17,744 |
17,5 |
|
22 |
2,5 |
19,744 |
19,5 |
|
24 |
3 |
21,252 |
21,0 |
|
27 |
3 |
24,252 |
24,0 |
|
30 |
3,5 |
26,771 |
26,5 |
|
33 |
3,5 |
29,771 |
29,5 |
|
36 |
4 |
32,270 |
32,0 |
|
39 |
4 |
35,270 |
35,0 |
|
42 |
4,5 |
37,799 |
37,5 |
|
45 |
4,5 |
40,799 |
40,5 |
|
48 |
5 |
43,297 |
43,0 |
|
52 |
5 |
47,297 |
47,0 |
|
56 |
5,5 |
50,796 |
50,5 |
|
60 |
5,5 |
54,796 |
54,5 |
|
64 |
6 |
58,305 |
58,0 |
|
68 |
6 |
62,305 |
62,0 |
 по ISO2 – 6H)
по ISO2 – 6H)
*Поле допуска по ISO1 – 4H.
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
|
МхШаг |
Внутренний диаметр резьбы гайки, мм (доп. по ISO2 — 6H) |
Диаметр сверла, мм (по DIN336) |
|
МхШаг |
Внутренний диаметр резьбы гайки, мм (доп. по ISO2 — 6H) |
Диаметр сверла, мм (по DIN336) |
|
2×0,25 |
*1,774 |
1,75 |
24×1 |
23,153 |
23 |
|
|
2,2×0,25 |
*1,974 |
1,95 |
24×1,5 |
22,676 |
22,5 |
|
|
2,3×0,25 |
2,071 |
2,05 |
24×2 |
22,210 |
22 |
|
|
2,5×0,35 |
*2,184 |
2,15 |
25×1 |
24,153 |
24 |
|
|
2,6×0,35 |
2,252 |
2,2 |
25×1,5 |
23,676 |
23,5 |
|
|
3×0,35 |
*2,684 |
2,65 |
26×1,5 |
24,676 |
24,5 |
|
|
3,5×0,35 |
*3,184 |
3,15 |
27×1,5 |
25,676 |
25,5 |
|
|
4×0,35 |
*3,684 |
3,65 |
27×2 |
25,210 |
25,0 |
|
|
4×0,5 |
3,599 |
3,5 |
28×1,5 |
26,676 |
26,5 |
|
|
5×0,5 |
4,599 |
4,5 |
28×2 |
26,210 |
26,0 |
|
|
6×0,5 |
5,599 |
5,5 |
30×1 |
29,153 |
29,0 |
|
|
6×0,75 |
5,378 |
5,2 |
30×1,5 |
28,676 |
28,5 |
|
|
7×0,75 |
6,378 |
6,2 |
30×2 |
28,210 |
28,0 |
|
|
8×0,5 |
7,599 |
7,5 |
32×1,5 |
30,676 |
30,5 |
|
|
8×0,75 |
7,378 |
7,2 |
33×1,5 |
31,676 |
31,5 |
|
|
8×1 |
7,153 |
7,0 |
33×2 |
31,210 |
31,0 |
|
|
9×0,75 |
8,378 |
8,2 |
34×1,5 |
32,676 |
32,5 |
|
|
9×1 |
8,153 |
8,0 |
35×1,5 |
33,676 |
33,5 |
|
|
10×0,5 |
9,599 |
9,5 |
36×1,5 |
34,676 |
34,5 |
|
|
10×0,75 |
9,378 |
9,2 |
36×2 |
34,210 |
34,0 |
|
|
10×1 |
9,153 |
9,0 |
36×3 |
33,252 |
33,0 |
|
|
10×1,25 |
8,912 |
8,8 |
38×1,5 |
36,676 |
36,5 |
|
|
11×1 |
10,153 |
10,0 |
39×1,5 |
37,676 |
37,5 |
|
|
12×0,75 |
11,378 |
11,2 |
39×2 |
37,210 |
37,0 |
|
|
12×1 |
11,153 |
11,0 |
39×3 |
36,252 |
36,0 |
|
|
12×1,25 |
10,912 |
10,8 |
40×1,5 |
38,676 |
38,5 |
|
|
12×1,5 |
10,676 |
10,5 |
40×2 |
38,210 |
38,0 |
|
|
13×1 |
12,153 |
12,0 |
40×3 |
37,252 |
37,0 |
|
|
14×1 |
13,153 |
13,0 |
42×1,5 |
40,676 |
40,5 |
|
|
14×1,25 |
12,912 |
12,8 |
42×2 |
40,210 |
40,0 |
|
|
14×1,5 |
12,676 |
12,5 |
42×3 |
39,252 |
39,0 |
|
|
15×1 |
14,153 |
14,0 |
45×1,5 |
43,676 |
43,5 |
|
|
15×1,5 |
13,676 |
13,5 |
45×2 |
43,210 |
43,0 |
|
|
16×1 |
15,153 |
15,0 |
45×3 |
42,252 |
42,0 |
|
|
16×1,5 |
14,676 |
14,5 |
48×1,5 |
46,676 |
46,5 |
|
|
18×1 |
17,153 |
17,0 |
48×2 |
46,210 |
46,0 |
|
|
18×1,5 |
16,676 |
16,5 |
48×3 |
45,252 |
45,0 |
|
|
18×2 |
16,210 |
16,0 |
50×1,5 |
48,676 |
48,5 |
|
|
20×1 |
19,153 |
19,0 |
50×2 |
48,210 |
48,0 |
|
|
20×1,5 |
18,676 |
18,5 |
50×3 |
47,252 |
47,0 |
|
|
20×2 |
18,210 |
18,0 |
52×1,5 |
50,676 |
50,5 |
|
|
22×1 |
21,153 |
21,0 |
52×2 |
50,210 |
50,0 |
|
|
22×1,5 |
20,676 |
20,5 |
52×3 |
49,252 |
49,0 |
|
|
22×2 |
20,210 |
20,0 |
63×1,5 |
61,676 |
61,5 |
Важно! Чтобы без таблицы понять, какое сверло под метчик подойдет оптимально, необходимо из номинального диаметра резьбы вычесть его шаг. Рассмотрим метод на примере резьбы М10х1,5.
Рассмотрим метод на примере резьбы М10х1,5.
- Номинальный диаметр резьбы — 10 мм.
- Шаг — 1,5 мм.
- Вычитаем из диаметра резьбы шаг: 10 – 1,5 = 8,5 мм.
- Получаем диаметр сверла: 8,5 мм.
Разрешено округлять полученный результат в большую сторону. Например, 9,75 округлить до 9,8 мм. Однако такой способ позволяет узнать только приблизительное значение и больше подходит для бытовых нужд. На производстве специалисты опираются на таблицы, указанные в ГОСТах, и учитывают допуски и особенности обрабатываемого материала.
Как подобрать сверло под бесстружечный метчик
Выбор сверла под бесстружечный метчик, который используется для выдавливания резьбы, имеет свои сложности, связанные с деформацией металла. Металл в ходе обработки деформируется как в направлении оси отверстия, так и в противоположном. По этой причине черновое отверстие под раскатку обычно делают большего диаметра, чем под нарезку со стружкой.
К примеру, чтобы нарезать резьбу М8 с шагом 1,25 мм, необходимо взять метчик диаметром 6,8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие диаметром 7,45 мм. Вначале ознакомимся с табличными значениями для метрических бесстружечных метчиков.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
|
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
МхШаг |
Внутренний диаметр резьбы гайки (доп. по ISO2 — 7H) |
Мин. мм |
Макс. мм |
Диаметр чернового отверстия (расчетное значение), мм |
|
2×0,25 |
*1,785 |
1,9 |
1,91 |
|
|
2,2×0,25 |
*1,985 |
2,1 |
2,11 |
|
|
2,3×0,25 |
*2,071 |
2,2 |
2,21 |
|
|
2,5×0,35 |
2,201 |
2,36 |
2,38 |
2,37 |
|
2,6×0,35 |
2,252 |
2,46 |
2,48 |
2,47 |
|
3×0,35 |
*2,701 |
2,87 |
2,89 |
2,88 |
|
3,5×0,35 |
*3,201 |
3,37 |
3,39 |
3,38 |
|
4×0,35 |
*3,701 |
3,87 |
3,89 |
|
|
4×0,5 |
3,639 |
3,79 |
3,82 |
3,8 |
|
5×0,5 |
4,639 |
4,79 |
4,82 |
4,8 |
|
6×0,5 |
**5,599 |
5,8 |
5,83 |
5,8 |
|
6×0,75 |
5,424 |
5,63 |
5,7 |
5,7 |
|
7×0,75 |
6,424 |
6,67 |
6,72 |
6,7 |
|
8×0,5 |
**7,599 |
7,8 |
7,83 |
|
|
8×0,75 |
7,424 |
7,67 |
7,72 |
7,7 |
|
8×1 |
7,217 |
7,51 |
7,6 |
7,55 |
|
9×0,75 |
8,424 |
8,67 |
8,72 |
8,7 |
|
9×1 |
8,217 |
8,55 |
8,6 |
8,6 |
|
10×0,5 |
**9,599 |
9,8 |
9,83 |
9,8 |
|
10×0,75 |
9,424 |
9,67 |
9,72 |
9,7 |
|
10×1 |
9,217 |
9,51 |
9,6 |
9,55 |
|
10×1,25 |
8,982 |
9,41 |
9,48 |
9,45 |
|
11×1 |
10,217 |
10,55 |
10,6 |
10,6 |
|
12×1 |
11,217 |
11,52 |
11,61 |
11,55 |
|
12×1,25 |
10,982 |
11,43 |
11,5 |
11,45 |
|
12×1,5 |
10,751 |
11,29 |
11,38 |
11,35 |
|
14×1 |
13,217 |
13,55 |
13,61 |
13,6 |
|
14×1,25 |
12,982 |
13,43 |
13,5 |
13,45 |
|
14×1,5 |
12,751 |
13,29 |
13,38 |
13,35 |
|
15×1 |
14,217 |
14,55 |
14,61 |
14,6 |
|
15×1,5 |
13,751 |
14,26 |
14,36 |
14,35 |
|
16×1 |
15,217 |
15,55 |
15,61 |
15,6 |
|
16×1,5 |
14,751 |
15,29 |
15,38 |
15,35 |
|
18×1 |
17,217 |
17,55 |
17,61 |
17,6 |
|
18×1,5 |
16,751 |
17,29 |
17,38 |
17,35 |
|
18×2 |
16,310 |
17,02 |
17,14 |
17,1 |
|
20×1 |
19,217 |
19,55 |
19,61 |
19,6 |
|
20×1,5 |
18,751 |
19,29 |
19,38 |
19,35 |
|
20×2 |
18,310 |
19,02 |
19,14 |
19,1 |
|
22×1,5 |
20,751 |
21,26 |
21,36 |
|
|
22×2 |
20,310 |
21 |
21,15 |
|
|
24×1,5 |
22,751 |
23,26 |
23,38 |
|
|
24×2 |
22,310 |
23,01 |
23,16 |
23,1 |
*Поле допуска по ISO1 – 5H.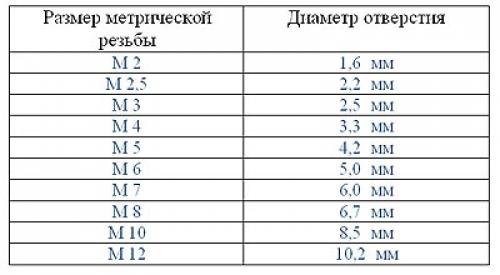 **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Теперь посмотрим, какое сверло подобрать под бесстружечный метчик для нарезания дюймовой трубной резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
G |
Число ниток на дюйм |
Наружный диаметр резьбы, мм |
Внутренний диаметр резьбы гайки, макс. мм |
Мин. мм |
Макс. мм |
Диаметр чернового отверстия (расчетное значение), мм |
|
G 1/16″ |
28 |
7,723 |
6,843 |
7,24 |
7,32 |
|
|
G 1/8″ |
28 |
9,728 |
8,848 |
9,24 |
9,32 |
9,25 |
|
G 1/4″ |
19 |
13,157 |
11,890 |
12,48 |
12,56 |
12,55 |
|
G 3/8″ |
19 |
16,662 |
15,395 |
15,99 |
16,06 |
16,06 |
|
G 1/2″ |
14 |
20,955 |
19,172 |
20,02 |
20,12 |
20,05 |
|
G 5/8″ |
14 |
22,911 |
21,128 |
21,97 |
22,07 |
|
|
G 3/4″ |
14 |
26,441 |
24,658 |
25,5 |
25,6 |
|
|
G 7/8″ |
14 |
30,201 |
28,418 |
29,26 |
29,36 |
|
|
G1″ |
11 |
33,249 |
30,931 |
32,05 |
32,18 |
|
|
G 1 1/8″ |
11 |
37,897 |
35,579 |
36,7 |
36,83 |
|
|
G 1 1/4″ |
11 |
41,910 |
39,592 |
40,72 |
40,84 |
|
|
G 1 3/8″ |
11 |
44,323 |
42,005 |
43,13 |
43,26 |
|
|
G 1 1/2″ |
11 |
47,803 |
45,485 |
46,61 |
46,74 |
|
|
G 1 3/4″ |
11 |
53,746 |
51,428 |
52,55 |
52,68 |
|
|
G 2″ |
11 |
59,614 |
57,296 |
58,42 |
58,55 |
Диаметры сверл для трубных (дюймовых) метчиков
Приводим таблицу с размерами черновых отверстий для трубной резьбы.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба с крупным (UNC) и мелким (UNF) реже используется в России, чем метрическая. Их профиль немного различается (55 градусов у дюймовой против 60 градусов у метрической), кроме того ее шаг измеряется в дюймах.
Их профиль немного различается (55 градусов у дюймовой против 60 градусов у метрической), кроме того ее шаг измеряется в дюймах.
Приводим таблицу диаметров сверл под метчики с американской резьбой UNC/UNF.
|
Дюймовая резьба UNC |
|||
|
Резьба х Ниток на дюйм |
Диаметр сверла, мм |
Резьба х Ниток на дюйм |
Диаметр сверла, мм |
|
1/4х20 |
5,1 |
7/8х9 |
19,5 |
|
5/16х18 |
6,5 |
1х8 |
22,25 |
|
3/8х16 |
8 |
1 1/8х7 |
25 |
|
7/16х14 |
9,4 |
1 1/4х7 |
28,25 |
|
1/2х13 |
10,8 |
1 3/8х6 |
30,75 |
|
9/16х12 |
12,2 |
1 1/2х6 |
34 |
|
5/8х11 |
13,6 |
1 3/4х5 |
39,5 |
|
3/4х10 |
16,5 |
2х4 |
45 |
Дюймовая мелкая резьба UNF |
|||
|
Резьба х ниток на дюйм |
Диаметр сверла, мм |
Резьба х ниток на дюйм |
Диаметр сверла, мм |
|
1/4х28 |
5,5 |
3/4х16 |
17,5 |
|
5/16х24 |
6,9 |
7/8х14 |
20,5 |
|
3/8х24 |
8,5 |
1х12 |
23,25 |
|
7/16х20 |
9,9 |
1 1/8х12 |
26,5 |
|
1/2х20 |
11,5 |
1 1/4х12 |
29,75 |
|
9/16х18 |
12,9 |
1 3/8х12 |
33 |
|
5/8х18 |
14,5 |
1 1/2х12 |
36 |
Диаметры сверл под трапецеидальную резьбу
| |||||||||||||||||||||||||||||||||||||||
Мы привели основные таблицы, которые помогут быстро подобрать правильное сверло под метчик.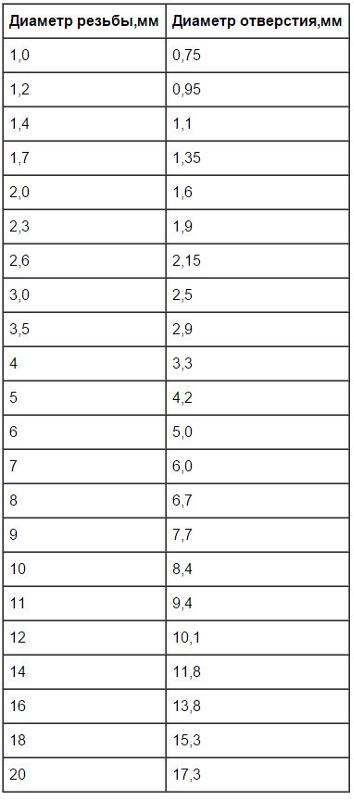 Еще больше информации, в том числе по допускам с учетом обрабатываемых материалов, вы найдете в соответствующих стандартах:
Еще больше информации, в том числе по допускам с учетом обрабатываемых материалов, вы найдете в соответствующих стандартах:
- ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»;
- ГОСТ 21348-75 «Отверстия под нарезание трубной цилиндрической резьбы»;
- ГОСТ 18844-73 «Метчики бесстружечные».
Где купить сверла для нарезания черновой резьбы под метчик?
Купить сверла для нарезания черновой резьбы под метчик вы можете в интернет-магазине «РИНКОМ». В наличии всегда есть следующие виды инструмента:
- сверла конические;
- сверла цилиндрические;
- сверла твердосплавные;
- сверла центровочные.
У нас вы также можете заказать метчики и другие виды металлорежущего инструмента. Доставка производится во все регионы России.
Таблица метчиковТаблица метчиков
ТАБЛИЦА МЕТЧИКОВ
РЕКОМЕНДУЕМ ИСПОЛЬЗОВАТЬ МЕТЧИКИ ДЛЯ 75% ГЛУБИНЫ РЕЗЬБЫ
* Эти размеры относятся к отводам свечей зажигания
|
|
 0469
0469 0935
0935 4 мм
4 мм 1590
1590 00 мм
00 мм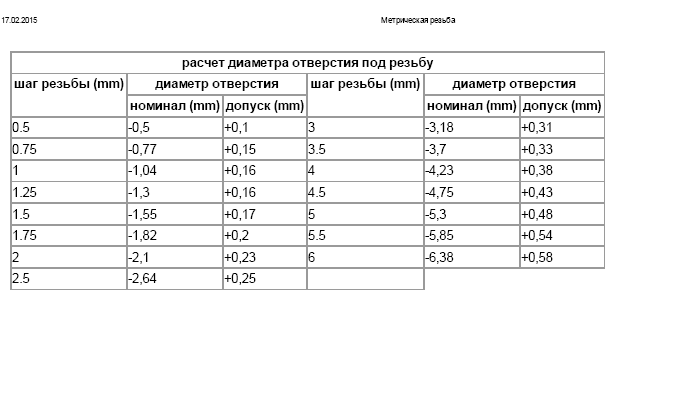 I
I 3189
3189 3906
3906 4844
4844 6220
6220 8228
8228 0469
0469
Bolt Depot — Таблица размеров метчиков и сверл для США
| Метчик | Дробное сверло | Номер сверла | Сверло с буквой |
|---|---|---|---|
| #0-80 | 3/64″ | — | — |
| #1-64 | — | 53 | — |
| #2-56 | — | 50 | — |
| #3-48 | — | 47 | — |
| #4-40 | 3/32″ | 43 | — |
| #5-40 | — | 38 | — |
| #6-32 | 7/64″ | 35 | — |
| #8-32 | — | 29 | — |
| #10-24 | 5/32 дюйма | 25 | — |
| #10-32 | 5/32 дюйма | 21 | — |
| #12-24 | 11/64″ | 16 | — |
| 1/4″-20 | 13/64 дюйма | 7 | — |
| 1/4″-28 | 7/32 дюйма | 3 | — |
| 5/16″-18 | 17/64″ | — | Ф |
| 5/16″-24 | — | — | я |
| 3/8″-16 | 5/16″ | — | — |
| 3/8″-24 | 21/64″ | — | В |
| 7/16″-14 | 23/64 дюйма | — | У |
| 7/16″-20 | 25/64″ | — | — |
| 1/2″-13 | 27/64″ | — | — |
| 1/2″-20 | 29/64″ | — | — |
| 9/16″-12 | 31/64″ | — | — |
| 9/16″-18 | 33/64″ | — | — |
| 5/8″-11 | 17/32″ | — | — |
| 5/8″-18 | 37/64″ | — | — |
| 3/4″-10 | 21/32″ | — | — |
| 3/4″-16 | 11/16″ | — | — |
Размеры сверла указаны для 75% глубины резьбы. | |||
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 6
6 3 х 1
3 х 1 5
5 5
5Таблица метрических метчиков и сверл
Таблица метрических метчиков и сверл | Сверла и фрезы. ком Метрические грубые размеры
ком Метрические грубые размеры | Размер метчика | Размер сверла |
| 1 x 0,25 | 0,75 |
| 1,1 x 0,25 | 0,85 |
| 1,2 x 0,25 | 0,95 |
| 1.4 x 0,3 | 1,1 |
| 1,6 x 0,35 | 1,25 |
| 1,7 x 0,35 | 1,3 |
| 1,8 x 0,35 | 1,45 |
| 2 x 0,4 | 1,6 |
| 2,2 x 0,45 | 1,75 |
| 2,5 x 0,45 | 2,05 |
| 3 x 0,5 | 2,5 |
3. 5 x 0,6 5 x 0,6 | 2,9 |
| 4 x 0,7 | 3,3 |
| 4,5 x 0,75 | 3,7 |
| 5 x 0,8 | 4,2 |
| 6 x 1 | 5 |
| 7 x 1 | 6 |
| 8 x 1,25 | 6,8 |
| 9 x 1,25 | 7,8 |
| 10 х 1.5 | 8,5 |
| 11 x 1,5 | 9,5 |
| 12 x 1,75 | 10,2 |
| 14 x 2 | 12 |
| 16 x 2 | 14 |
| 18 x 2,5 | 15,5 |
| 20 x 2,5 | 17,5 |
| 22 x 2,5 | 19,5 |
| 24 x 3 | 21 |
| 27 x 3 | 24 |
30 х 3. 5 5 | 26,5 |
| 33 x 3,5 | 29,5 |
| 36 x 4 | 32 |
| 39 x 4 | 35 |
Мелкие метрические размеры
| Размер метчика | Размер сверла |
| 4 x 0,35 | 3,6 |
| 4 шт.5 | 3,5 |
| 5 x 0,5 | 4,5 |
| 6 x 0,5 | 5,5 |
| 6 x 0,75 | 5,25 |
| 7 x 0,75 | 6,25 |
| 8 x 0,5 | 7,5 |
| 8 x 0,75 | 7,25 |
| 8 х 1 | 7 |
| 9 х 1 | 8 |
10 шт. 75 75 | 9,25 |
| 10 х 1 | 9 |
| 10 х 1,25 | 8,8 |
| 11 х 1 | 10 |
| 12 x 0,75 | 11,25 |
| 12 х 1 | 11 |
| 12 х 1,5 | 10,5 |
| 14 х 1 | 13 |
| 14 х 1.25 | 12,8 |
| 14 х 1,5 | 12,5 |
| 16 х 1 | 15 |
| 16 х 1,5 | 14,5 |
| 18 х 1 | 17 |
| 18 х 2 | 16 |
| 20 х 1 | 19 |
| 20 х 1,5 | 18,5 |
| 20 х 2 | 18 |
| 22 х 1 | 21 |
22 х 1. 5 5 | 20,5 |
| 22 х 2 | 20 |
| 24 х 1,5 | 22,5 |
| 24 х 2 | 22 |
| 26 х 1,5 | 24,5 |
| 27 х 1,5 | 25,5 |
| 27 x 2 | 25 |
| 28 х 1,5 | 26,5 |
| 30 х 1.5 | 28,5 |
| 30 х 2 | 28 |
| 33 x 2 | 31 |
| 36 х 3 | 33 |
| 39 х 3 | 36 |
Таблица метчиковых сверл – Полная таблица дюймовых и метрических единиц (мм и дюймы)
Вам нужно увидеть диаграмму Drill and Tab прямо сейчас? Перейти к закладке Таблицы упражнений .
Метчики — это режущие инструменты, используемые слесарями для нарезания или формирования резьбы. Первое зарегистрированное использование метчиков в металлообработке относится к 18 веку, а британский инженер и промышленник Джозеф Клемент популяризировал этот инструмент в середине 19 века. Затем мы увидели появление стандартов в нарезании резьбы с помощью таблицы сверления метчика. Как следствие, разработка метчиков соответствовала этой стандартизации, обеспечивающей повышенную совместимость.
Процесс нарезания резьбы
Как и следовало ожидать, метчики бывают всех форм и размеров, чтобы соответствовать стандартной резьбе.Поэтому таблица сверления метчиков чрезвычайно важна. Чтобы правильно создать поток, потребуется набор из трех ответвлений, соответствующих одному и тому же размеру бит; а именно нижний, промежуточный и конический кран. Промежуточный или пробковый метчик используется в первую очередь для начала вырезания материала из отверстия без резьбы. Вот почему он имеет коническую насадку, позволяющую машинисту правильно его выровнять.
Вот почему он имеет коническую насадку, позволяющую машинисту правильно его выровнять.
К сожалению, из-за формы он не может нарезать резьбу до конца отверстия.Итак, затем идет нижний кран, который может это сделать. Однако донный метчик не может начать нарезание резьбы на непрорезанном отверстии, поэтому он может участвовать в процессе нарезания только в качестве второго или третьего метчика. Конический метчик используется только в определенных ситуациях, например, когда материал очень твердый или отверстие слишком маленькое. Конический метчик отличается плавным переходом диаметра, что обеспечивает менее агрессивное резание. Это сводит к минимуму риск повреждения просверленного отверстия. Если конус должен идти первым, промежуточный метчик следует вторым, а резьба завершается метчиком дна.
Геометрия резьбы и сверление отверстия
Как видно из вышеизложенного, для создания резьбы нам сначала нужно просверлить отверстие в заготовке. Определив болт, который мы хотим использовать в конкретном случае, у нас уже есть техническое задание на резьбу, на которую он будет крепиться. Болты классифицируются по кодам спецификаций, таким как: —
Болты классифицируются по кодам спецификаций, таким как: —
Буква «M» указывает на «метрический диаметр» резьбы (см. таблицу ниже), который в нашем случае составляет 4 мм. Второе число (0.7) — шаг, соответствующий расстоянию между двумя соседними витками в миллиметрах. Наконец, 20 — это длина болта в мм, измеренная от кончика резьбы до основания головки (за исключением болтов с овальной головкой).
Итак, если бы мы хотели просверлить отверстие для болта в нашем примере, нам нужно было бы использовать сверло меньше 4 мм. Материал придется разрезать и вытолкнуть, чтобы в этом отверстии образовалась резьба. Если это так, можем ли мы просто использовать следующий наименьший доступный размер сверла.Это будет сверло диаметром 3,7 мм, но использование этого сверла оставит недостаточный запас для создания соответствующей глубины резьбы. Эмпирическое правило заключается в том, что правильное сверло для метчика составляет около 85% для крупной резьбы и 90% для мелкой резьбы, которая имеет большее количество витков на осевое расстояние. В нашем случае правильное сверло для метчика будет ближе всего к 3,4 мм снизу, а это 3,3 мм или 0,13-дюймовое сверло. Более низкие проценты, такие как «75% глубины резьбы», также широко используются и считаются безопасными.
В нашем случае правильное сверло для метчика будет ближе всего к 3,4 мм снизу, а это 3,3 мм или 0,13-дюймовое сверло. Более низкие проценты, такие как «75% глубины резьбы», также широко используются и считаются безопасными.
Чтобы помочь вам понять разницу между мелкими и крупными частицами, классификация M4 включает: —
- Крупная резьба 0,7 мм
- Мелкая резьба 0,5 мм
- Очень мелкая резьба с шагом 0,35 мм
Чем меньше значение шага, тем меньшую глубину необходимо нарезать. Итак, для: —
- M4-07 используем метчик 3,3 мм
- M4-05 используем сверло 3,5 мм
- M4-035 мы используем 3.Сверло 6 мм
В соответствии со стандартом метрической резьбы ISO глубина резьбы должна составлять 0,614 x шаг, поэтому меньшее значение шага также приводит к меньшему значению глубины резьбы. Теперь инженеры могут сесть и вручную рассчитать нужное сверло для метчика. Или они могут свериться со схемой сверления метчиком, подобной той, что приведена в следующем разделе.
Или они могут свериться со схемой сверления метчиком, подобной той, что приведена в следующем разделе.
Некоторые предпочитают использовать несколько произвольные, но надежные формулы, например: «Dtap = номинальный диаметр – шаг резьбы». Эта формула работает как для метрических, так и для британских единиц измерения, а также для всех 60-градусных резьб (все болты ISO, DIN, UTS, UNC, UNS и UNF).Первая таблица сверления метчиков ниже указана в миллиметрах, а следующая — в дюймах. Оба доступны в виде таблицы сверления метчика для печати в формате PDF.
Таблица метчиков (мм и дюймы)
Указанные размеры сверла являются «ближайшим» размером сверла. Загрузите схему сверления метчиком в формате PDF здесь.
| РАЗМЕР ОТВОДА | МЕТЧИКИ | МЕТЧИКИ TRU-FLO™ | |||
| ДЮЙМ | МЕТРИЧЕСКАЯ | РАЗМЕР СВЕРЛА | ДЕСЯТИЧНЫЙ ЭКВИВАЛЕНТНЫЙ | РАЗМЕР СВЕРЛА | ДЕСЯТИЧНЫЙ ЭКВИВАЛЕНТНЫЙ |
| 0-80 | 3/64 | . 0469 0469 | 54 | .0550 | |
| М1,6 х 0,35 | 1,25 мм | .0492 | 1,45 мм | .0571 | |
| М1,8 х 0,35 | 1,45 мм | .0571 | 1,65 мм | .0650 | |
| 1-64 | 53 | .0595 | 51 | .0650 | |
| 1-72 | 53 | .0595 | 51 | .0650 | |
| М2 Х 0,40 | 1,60 мм | .0630 | 1,80 мм | .0709 | |
| 2-56 | 50 | .0700 | 5/64 | .0781 | |
| 2-64 | 50 | .0700 | 47 | .0785 | |
| М2,2 х 0,45 | 1,75 мм | .0689 | 2,00 мм | .0787 | |
| М2,5 х 0,45 | 2,05 мм | . 0807 0807 | 2,30 мм | .0906 | |
| 3-48 | 47 | .0785 | 43 | .0890 | |
| 3-56 | 46 | .0810 | 2,30 мм | .0905 | |
| 4-40 | 43 | .0890 | 38 | .1015 | |
| 4-48 | 42 | .0935 | 2,60 мм | .1024 | |
| М3 Х 0,50 | 2,50 мм | .0984 | 7/64 | .1094 | |
| 5-40 | 38 | .1015 | 33 | .1130 | |
| 5-44 | 37 | .1040 | 2,90 мм | .1142 | |
| М3,5 х 0,60 | 2,90 мм | .1142 | 3,20 мм | . 1260 1260 | |
| 6-32 | 36 | .1065 | 1/8 | .1250 | |
| 6-40 | 33 | .1130 | 3,25 мм | .1280 | |
| М4 Х 0,70 | 3.30мм | .1299 | 3,70 мм | .1457 | |
| 8-32 | 29 | .1360 | 25 | .1495 | |
| 8-36 | 29 | .1360 | 24 | .1520 | |
| М4,5 х 0,75 | 3,70 мм | .1476 | 4,10 мм | .1614 | |
| 10-24 | 26 | .1470 | 11/64 | .1719 | |
| 10-32 | 21 | .1590 | 16 | .1770 | |
| М5 Х 0,80 | 4,20 мм | . 1654 1654 | 14 | .1820 | |
| 12-24 | 16 | .1770 | 5 мм | .1969 | |
| 12-28 | 15 | .1800 | 7 | .2010 | |
| М6 Х 1,00 | 5,00 мм | .1969 | 7/32 | .2188 | |
| 1/4-20 | 7 | .2010 | 1 | .2280 | |
| 1/4-28 | 3 | .2130 | 15/64 | .2340 | |
| М7 Х 1,00 | 6,00 мм | .2362 | Ф | .2570 | |
| 16-18 5/18 | Ф | .2570 | л | .2900 | |
| 16/5-24 | я | .2720 | М | .2950 | |
| М8 Х 1,25 | 6,70 мм | . 2638 2638 | 7,40 мм | .2913 | |
| М8 Х 1,0 | 7,00 мм | .2756 | 19/64 | .2969 | |
| 3/8-16 | 5/16 | .3125 | С | .3480 | |
| 3/8-24 | В | .3320 | Т | .3580 | |
| М10 х 1,50 | 8,50 мм | .3346 | У | .3680 | |
| М10 х 1,25 | 8,70 мм | .3425 | 9,40 мм | .3701 | |
| 16-14 июля | У | .3680 | Д | .4040 | |
| 16/7-20 | 25/64 | .3906 | З | .4130 | |
| М12 Х 1,75 | 10,20 мм | .4016 | 11,20 мм | .4409 | |
| М12 Х 1,25 | 10. 80мм 80мм | .4252 | 11,50 мм | .4528 | |
| 1/2-13 | 27/64 | .4219 | 15/32 | .4682 | |
| 1/2-20 | 29/64 | .4531 | 12,25 мм | .4823 | |
| М14 Х 2,00 | 12,00 мм | .4224 | 33/64 | .5156 | |
| 16-12 сентября | 31/64 | .4844 | 17/32 | .5312 | |
| 16-18 сентября | 33/64 | .5156 | 13,50 мм | .5315 | |
| 5/8-11 | 17/32 | .5312 | 14,75 мм | .5807 | |
| 5/8-18 | 37/64 | .5781 | 15,25 мм | .6004 | |
М16 Х 2. 00 00 | 14,00 мм | .5512 | 19/32 | .5938 | |
| М16 Х 1,50 | 14,50 мм | .5906 | 15,25 мм | .6004 | |
| М18 Х 2,50 | 15,50 мм | .6102 | 39/64 | .6094 | |
| М18 Х 1,50 | 16,50 мм | .6496 | 17,25 мм | .6791 | |
| 3/4-10 | 21/32 | 0.6562 | 45/64 | 0,7031 | |
| 3/4-16 | 16.11 | 0,6875 | 23/32 | 0,7188 | |
| М20 х 2,50 | 17,50 мм | 0,689 | |||
| М20 х 1,50 | 18,50 мм | 0,7283 | |||
| М22 х 2,50 | 19,50 мм | 0,7677 | |||
М22 Х 1. 50 50 | 20,50 мм | 0,8071 | |||
| 7/8-9 | 49/64 | 0,7656 | |||
| 7/8-14 | 13/16 | 0,8125 | |||
| М24 х 3,00 | 21,00 мм | 0,8268 | |||
| М24 х 2,00 | 22,00 мм | 0,8661 | |||
| 1-8 | 7/8 | 0.875 | |||
| 1-12 | 59/64 | 0,9219 | |||
| М27 Х 3,00 | 24,00 мм | 0,9449 | |||
| М27 х 2,00 | 25,00 мм | 0,9843 | |||
| 1-1/8-7 | 63/64 | 0,9844 | |||
| 1-1/8-12 | 1-3/64 | 1.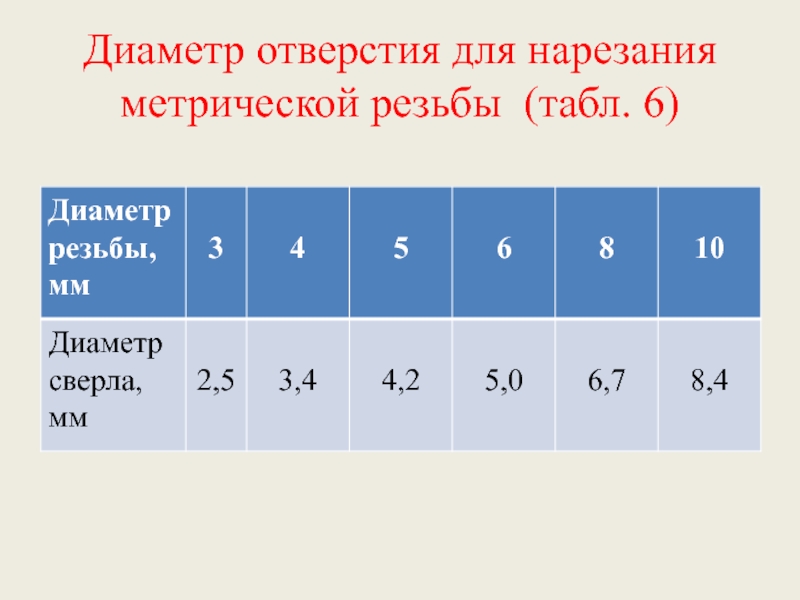 0469 0469 | |||
| М30 х 3,50 | 26,50 мм | 1.0433 | |||
| М30 х 2,00 | 28,00 мм | 1.1024 | |||
| 1-1/4-7 | 1-7/64 | 1.1094 | |||
| 1-1/4-12 | 1-11/64 | 1.1719 | |||
| М33 Х 3.50 | 29,50 мм | 1.1614 | |||
| М33 х 2,00 | 31,00 мм | 1.2205 | |||
| 1-3/8-6 | 1-7/32 | 1.2188 | |||
| 1-3/8-12 | 1-19/64 | 1,2969 | |||
| М36 Х 4,00 | 32,00 мм | 1,2598 | |||
| М36 Х 3.00 | 33,00 мм | 1,2992 | |||
| 1-1/2-6 | 1-11/32 | 1,3438 | |||
| 1-1/2-12 | 1-27/64 | 1. 4219 4219 | |||
| М39 Х 4,00 | 35,00 мм | 1,378 | |||
| М39 Х 3,00 | 36,00 мм | 1.4173 | |||
Размеры отверстий с трубной резьбой
Указанные размеры сверла являются «ближайшим» размером сверла.Скачать размеры отверстий для трубной резьбы в формате PDF можно здесь.
| НОМИНАЛЬНЫЙ РАЗМЕР | NPT | НПТФ | НПСК | НПСМ | НПФ | НПСИ | БСПТ | БСПП |
| 1/16 – 27 | Д (0,246) | Д (0,246) | 0,25 | 0.25 | 0,25 | |||
| 1/8 – 27 | К (0,332) | К (0,332) | 0,3437 | 0,3593 | 0,3437 | 0,3437 | ||
| 1/8 – 28 | 0,3281 | 0,3437 | ||||||
| 1/4 – 18 | 0,4375 | 0,4375 | 0,4375 | 0,4687 | 0,4375 | 0. 4375 4375 | ||
| 1/4 – 19 | 0,4375 | 0,4531 | ||||||
| 3/8 – 18 | 0,5625 | 0,5781 | 0,5781 | 0,6093 | 0,5781 | 0,5781 | ||
| 3/8 – 19 | 0,5781 | 0,5937 | ||||||
| 1/2 – 14 | 0.7031 | 0,7031 | 0,7187 | 0,75 | 0,7187 | 0,7187 | 0,7187 | 0,7343 |
| 5/8 – 14 | 0,8125 | |||||||
| 3/4 – 14 | 0,9062 | 0,9218 | 0,9218 | 0,9646 | 0,938 | 0,965 | ||
| 7/8 – 14 | 1.1093 | |||||||
| 1 – 11 | 1. 1718 1718 | 1.1875 | ||||||
| 1 – 11-1/2 | 1.1406 | 1.1562 | 1.1562 | 1.2031 | ||||
| 1-1/4 – 11 | 1,5 | 1,5468 | ||||||
| 1-1/4 – 11-1/2 | 1.4843 | 1,5 | 1.5 | 1,5468 | ||||
| 1-1/2 – 11 | 1,75 | 1,7656 | ||||||
| 1-1/2 – 11-1/2 | 1,7343 | 1,7343 | 1,75 | 1,7913 | ||||
| 1-3/4 – 11 | 2 | |||||||
| 2 – 11 | 2.2187 | 2,25 | ||||||
| 2 – 11-1/2 | 2.2031 | 2,2187 | 2,2187 | 2,2638 |
Читайте также:
Задание диаметров метчиков – хорошая практика или микроуправление?
Таблица размеров метчика— обработка
Таблица размеров метчиков содержит список метчиков стандартных размеров,
указание диаметра и шага резьбы для дробных, метрических и винтовых
размеры. Десятичные эквиваленты диаметров показаны как в английском, так и в метрическом формате.
единицы. Дробные размеры указаны в дюймах, а метрические размеры указаны
в миллиметрах после буквы «М». Номер размера винта соответствует
диаметр, который больше для большего размера винта. Шаг резьбы, который
может быть грубым или мелким, указывается после диаметра. В дробном и
В системах размеров винтов используется количество резьб, измеряемое в нитях на дюйм.В метрической системе используется шаг резьбы, то есть расстояние между витками.
измеряется в миллиметрах. Для каждого количества резьбы эквивалентный шаг резьбы равен
при условии, а для метрических метчиков приблизительное количество резьб показано на основе
шаг. Наконец, рекомендуемый размер сверла для метчика указан для каждого стандарта.
размер крана. Сверло этого размера следует использовать для сверления начального отверстия, которое
затем будет прослушиваться.
Десятичные эквиваленты диаметров показаны как в английском, так и в метрическом формате.
единицы. Дробные размеры указаны в дюймах, а метрические размеры указаны
в миллиметрах после буквы «М». Номер размера винта соответствует
диаметр, который больше для большего размера винта. Шаг резьбы, который
может быть грубым или мелким, указывается после диаметра. В дробном и
В системах размеров винтов используется количество резьб, измеряемое в нитях на дюйм.В метрической системе используется шаг резьбы, то есть расстояние между витками.
измеряется в миллиметрах. Для каждого количества резьбы эквивалентный шаг резьбы равен
при условии, а для метрических метчиков приблизительное количество резьб показано на основе
шаг. Наконец, рекомендуемый размер сверла для метчика указан для каждого стандарта.
размер крана. Сверло этого размера следует использовать для сверления начального отверстия, которое
затем будет прослушиваться.
Стандартный размер крана:
Дробное
Размер винта
Метрическая
Тип резьбы:
Грубый
Отлично
| Размер метчика | Диаметр (дюймы) | Диаметр (мм) | Счетчик резьбы (TPI) | Шаг резьбы (мм) | Сверло для метчиков, размер | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| #0000-160 | 0.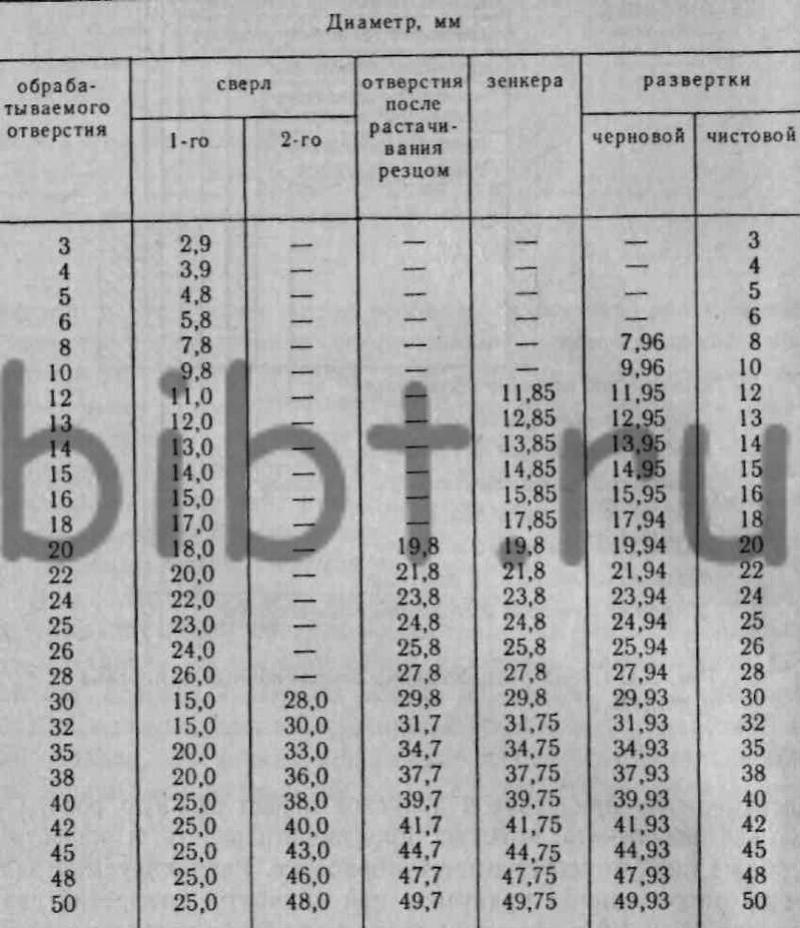 0210 0210 | 0.5334 | 160 | 0.159 | 1/64 в | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.0340 | 0.0340 | 0.8636 | 120 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1x0.2 | 0.0394 | 1.0000 | ~ 127 | 0.200 | 0,8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1x0.25 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.0394 | 1.0394 | 1.0000 | ~ 102 | 0.250 | 0,75 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1.1×0.25 | 0.0433 | ~ 102 | ~ 102 | 0.250 | 0.85 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1.1×0.2 | 0.0433 | 1.1000 | ~ 127 | 0.200 | мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 00-90 | 0.0470 | 1.0470 | 0.282 | # 65 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1.2×0.2 | 0.0472 | 0.0472 | 1.2000 | ~ 127 | 0.200 | 1 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М1.2×0.25 | 0.0472 | ~ 102 0028 | ~ 102 | 0.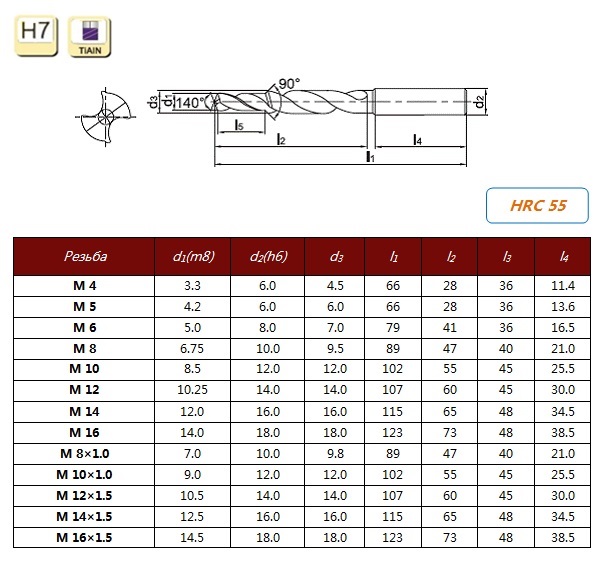 250 250 | 0,95 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1.4×0.2 | 0.0551 | 1.4000 | ~ 127 | 0.200 | 1,2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1.4×0.3 | 0.0551 | ~ 85 000 | ~ 85 | 0.300 | 1,1 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0-80041 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0,0600 | 1.5240 | 80 | 0.318 | 3/64 в | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М1.6×0.2 | 0.0630 | ~ 127 | ~ 127 | 0.200 | 1,4 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| m1.6×0.35 | 0.0630 | 1.6000 | ~ 73 | ~ 73 | 0.350 | 1,25 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1.8×0.2 | 0.0709 | ~ 0.07000 | ~ 127 | 0.200 | 1,6 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M1.8×0.35 | 0.0709 | 1.8000 | ~ 73 | 0.350 | 1,45 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| #1-64 | 0.0730 | 1,8542 64 | 0,397 # 52 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 1-72 | +0,0730 1,8542 | 72 | 0,353 # 53 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
M2x0. 25 0,0787 25 0,0787 | 2.0000 | ~ 102 | ~ 102 | 0.250 | 1,75 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2x0.4 | 0.0787 | 0.0787 | 2.0000 | ~ 64 | 0.400 | 1,6 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 2-56 | 0.0860 | 2.1844 | 56 | 0.454 | # 50 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.0860 | 0.0844 | 64 | 64 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2.220.25 | 0.0866 | ~ 102 | ~ 102 | ~ 102 | 0.250 | 1.95 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2.2×0.45 | 0.0866 | 2,2000 | ~ 57 | ~ 57 | 0.450 | 1,75 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| м2.5×0.35 | 0.0984 | ~ 73 000 | ~ 73 | 0.350 | 2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M2.5×0.45 | 0.0984 | 2,5000 | ~ 57 | 0.450 | 2,05 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 3-48 | 0.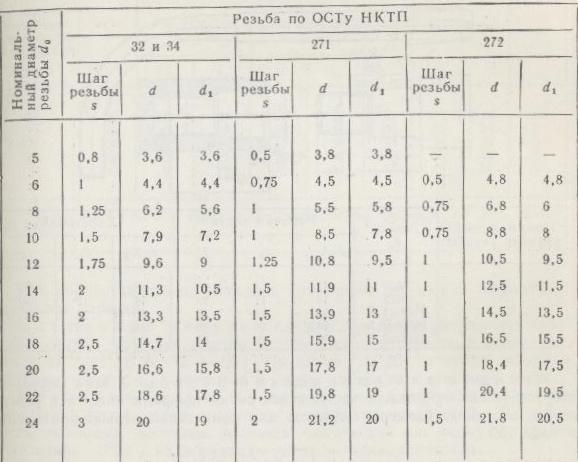 0990 0990 | 2.5146 | 48 | 0.529 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.0990 | 0.0990 | 25146 | 56 | 0.454 | # 45 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 4 -40 | 0.1120 | 2,8448 40 | 0,635 # 43 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 4-48 | +0,1120 2,8448 | 48 | 0,529 # 42 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M3x0.35 0,1181 | 3.0000 | ~ 73 | ~ 73 | 0.350 | 2,6 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M3x0.5 | 0.1181 | 0.1181 | 3.0000 | ~ 51 | 0.500 | 2,5 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0. 5-40 | 0.1250 | 3.1750 | 40 | 0.635 | # 39 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.1250 | 0.1250 | 44 | # 37 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M3.5×0.35 | 0.1378 | 35000 | ~ 73 | ~ 73 | 0. 350 350 | 3.1 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M30041 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M3 5×0.6 | 0.1378 | 35000 | ~ 43 | 0.600 | мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 6-32 | 0.1380 | 3.5052 | 32 | 0.794 | # 36 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.1380 | 0,5052 | 40 | # 33 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M4x0.35 | 0.1575 | 4.0000 | ~ 73 | 0.350 | 0,6 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M4x0.5 | 0.1575 | 0.1575 | 40000 | ~ 51 | 0.500 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M4x0.7 | 0.1575 | 40000 | ~ 37 | 0.700 | 3,3 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.1640 | 4.1656 | 32 | # 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 8-36 | 0.1640 | 4.1656 | 36 | 0,706 | # 29 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
M4. 5×0.5 5×0.5 | 0.1772 | 4,5000 | ~ 51 | ~ 51 | 0.500 | 4 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M4.5×0.75 | 0.1772 | 45000 | ~ 34 | 0,750 | 3,8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.1900 | 4.8260 | 32 | 0.794 | # 21 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 10-24 | 0.1900 | 4,8260 | 24 | 1.058 | # 25 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M5x0.5 | 0.1969 | 50000 | ~ 51 | ~ 51 | 0.500 | 4,5 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M5x0.8 | 0.1969 | 50000 | ~ 32 | 0.800 | 4,2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.2160 | 5.4864 | 24 | 1.058 | # 17 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| # 12-28 | 0.2160 | 5.4864 | 28 | 0.907 | # 15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M5 5×0.5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.2165 | 5.5000 | ~ 51 | ~ 51 | 0. 500 500 | 5 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M6x0.5 | 0.2362 | 6,0000 ~ 51 | +0,500 5,5 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M6x0.75 0,2362 6,0000 | 34 ~ | 0,750 | 5,2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M6x1 0,2362 6,0000 | ~ 26 | ~ 26 | 5000 | 5 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 / 4-20 | 0.2500 | 6.3500 | 20 | 1,270 | # 7 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/4-28 | 0. | 2500 | 6,3500 28 | 0,907 # 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M7x0.75 0,2756 7,0000 | 34 ~ | 0,750 | 6,2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M7x1 0,2756 7,0000 | ~ 26 | 1.000 | 6 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5/12125 | 0.3125 | 7.9375 | 18 | 18 | 1.411 | F | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 / 16-24 | 0.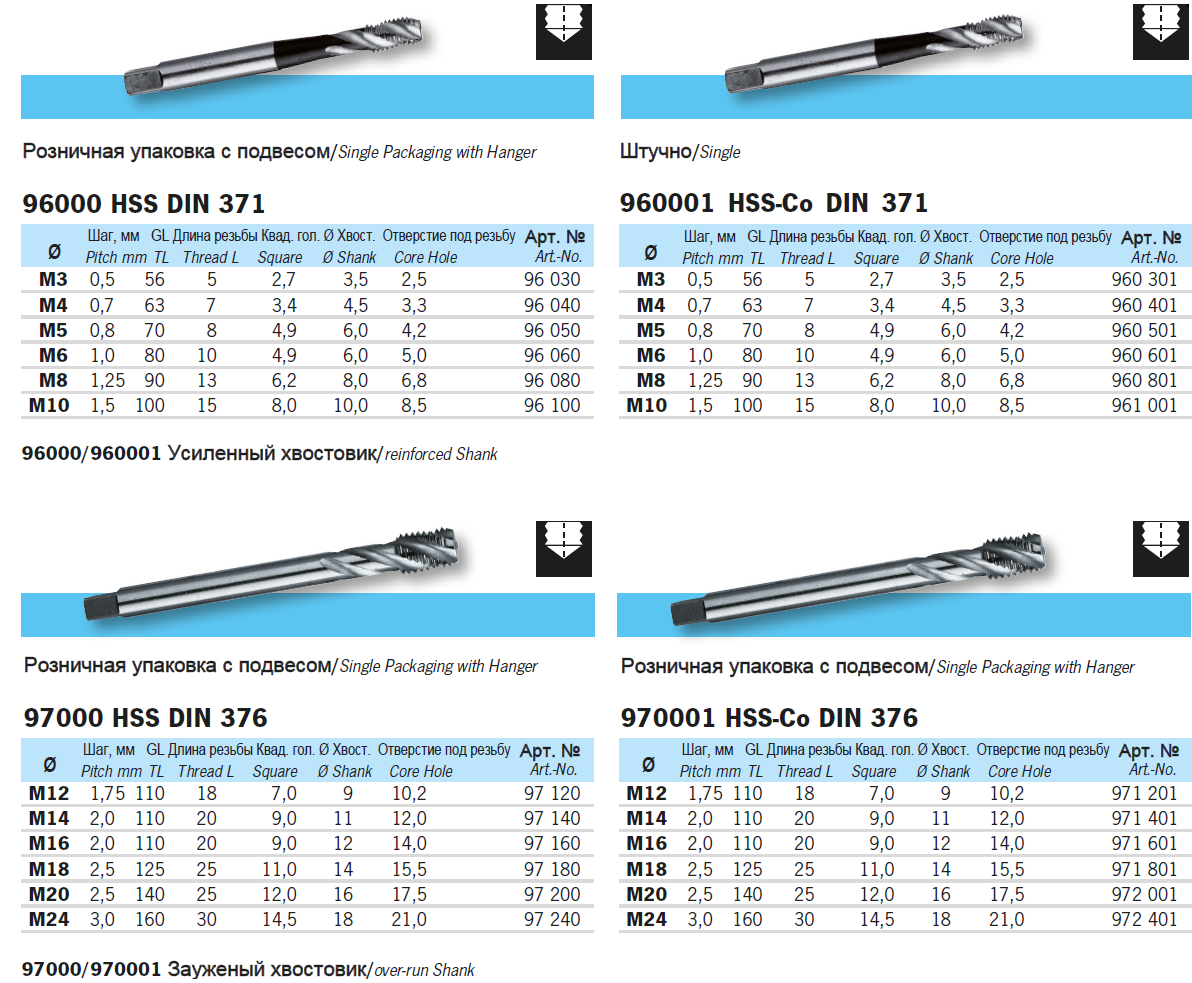 3125 3125 | +7,9375 24 | 1,058 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M8x0.5 0,3150 8,0000 | 51 ~ | 0,500 | 7,5 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M8x0.75 0,3150 8,0000 | ~ 34 | ~ 34 | 0.750 | 7.2 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M8x1 | 0.3150 | 80000 | ~ 26 | ~ 26 | 1000 | 7 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M8x1.25 | 0.3150 | +8,0000 ~ 21 | +1,250 6,8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M9x0.75 0,3543 9,0000 | 34 ~ | 0,750 | 8,2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M9x1 0,3543 9,0000 | ~ 26 | 1.000 | 8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M9x1.25 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.3543 | ~ 21 | ~ 21 | 1,250 | 7,8 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 / 8-24 | 0.3750 | 9.5250 | 24 | 1,058 | Q | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 / 8-16 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
0.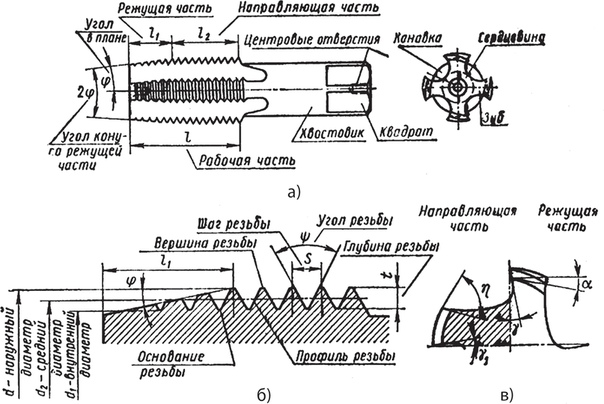 3750 3750 | 9 5250 | 16 | 1,588 | 5/16 в | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M10x0.75 | 0.3937 | 10.0000 | ~ 34 | 0.750 | 9.2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M10x1.5 | 0.3937 | 10.0000 | ~ 17 | ~ 17 | 1,500 | 8,5 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M10x1.25 | 0,3937 10,0000 | ~ 21 | 1,250 8,8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M10x1 0,3937 | 10.0000 ~ 26 | 1,000 9 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M11x0.75 0,4331 | 11.0000 | ~ 34 | ~ 24 | 0,2 мм | 10.2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M11x1 | 0.4331 | 11.0000 | ~ 26 | ~ 26 | 1.000 | 10 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M11x1.5 | 0.4331 | 11.0000 | ~ 17 | 1.500 | 9.5 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 / 16-14 | 0.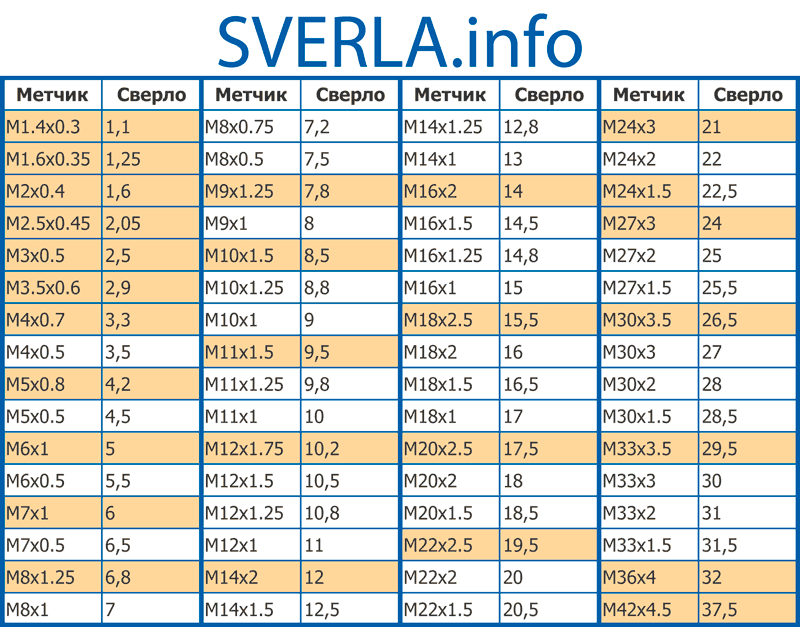 4375 4375 | 11.1125 | 14 | 1,814 | U | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 / 16- 20 | 0.4375 | 11.1125 | 20 | 25/64 в | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M12x1.5 | 0.4724 | 12.0000 | ~ 17 | ~ 17 | 1,500 | 10,5 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M12x1.75 | 0,4724 12,0000 | ~ 15 | 1,750 10,2 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M12x0.75 0,4724 | 12,0000 ~ 34 | 0,750 11,25 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М12х1 0,4724 | 12.0000 | ~ 26 | ~ 26 | мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M12X1.25 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0.4724 | 12.0000 | ~ 21 | ~ 21 | 1,250 | 10.8 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 / 2-20 | 0 .5000 | 12.7000 | 20 | 1.270 | 29/64 в | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/2-13 | 0.5000 | 12.7000 | 13 | 13 | 1,954 | 27/64 в | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
M14x1. 5 5 | 0,5512 14,0000 | ~ 17 | 1,500 12,5 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M14x1.25 0,5512 | 14,0000 ~ 21 | 1,250 12,8 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M14x1 0.5512 | ~ 26 | 1.000 | 13 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M14x2 | 0.5512 | 140012 | ~ 13 | ~ 13 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 / 16-18 | 0.5625 | 0.5625 | 14.2875 | 18 | 1.411 | 33/64 в | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9/1612 | 9/1625 | 14.2875 | 14.2875 | 12 | 12 | 2117 | 31/64 в | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M15X1 | 0.5906 | 15.0000 | ~ 26 | 1.000 | 14 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| M15x1.5 | 0.5906 | 15.0000 | ~ 17 |
Назад Метчик с резьбой Machinist — Таблица размеров сверла Размеры ANSIМетчик с резьбой Machinist — Таблица размеров сверла Размеры ANSI Меню «Производственные и проектные данные» ANSI Standard Vee-Thread Рекомендуемый размер метчика и просверленное направляющее отверстие.
 2019 © Все права защищены. Карта сайта | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 5 мм
5 мм 0000
0000 500
500 5
5 0630
0630 500
500 5000
5000 8000
8000
 05.
05.