Полярность при сварке инвертором: прямая или обратная
Каждый уважающий себя сварщик должен знать, что такое полярность. Ведь без этого просто не получится правильно настроить оборудование.
По сути, полярность при сварке – это один из способов подключения инвертора. Есть два варианта:
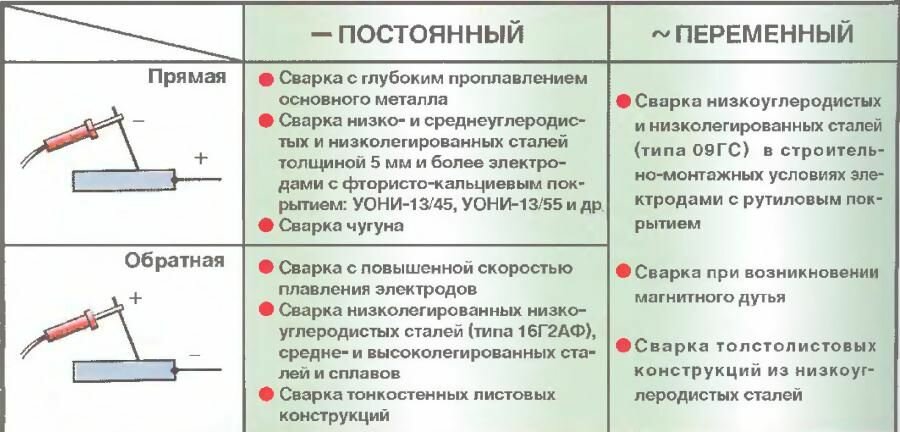
- Прямая полярность – электрод подсоединен к минусу, а металл к плюсу. При такой сварке металл нагревается сильнее, а электрод остается сравнительно холодным. Глубина проплавления заметно больше. Сварочная дуга при этом будет ровнее и стабильнее, что упрощает получение хорошего шва. Однако у такого метода сварки есть и свои недостатки. В первую очередь это высокий риск прожога тонких деталей. Также увеличивается разбрызгивание металла.
- Обратная полярность – металл подключается к минусу, а электрод к плюсу. Благодаря такому подключению металл нагревается заметно меньше, зато электрод плавится намного быстрее.

Теперь рассмотрим сферу применения разных способов сварки. Это поможет лучше понять особенности использования прямой и обратной полярности.
Прямая полярность обычно применяется для сварки металлов толщиной от 5 мм. Лучшего всего подходит для работы с чугуном и практически любой сталью. За счет большой глубины проплавления с помощью прямого подключения удобно не только сваривать, но резать различные изделия.
Цветные металлы практически всегда сваривают в режиме прямого подключения инвертора. Это не случайно. Например, при сварке алюминия очень важно быстро преодолеть оксидную пленку. Благодаря этому во время работы на металле образуется меньше окислов.
Обратная полярность применяется в первую очередь для работы с тонким листовым металлом. Хорошо подходит для сварки различных стальных и чугунных сплавов. Дело в том, что из-за сильного нагрева могут образовываться тугоплавкие соединения. Использование обратной полярности позволяет этого избежать. Также такой тип подключения хорошо подходит для сварки нержавейки, низколегированной низкоуглеродистой стали, среде- и высоколегированной стали.
Дело в том, что из-за сильного нагрева могут образовываться тугоплавкие соединения. Использование обратной полярности позволяет этого избежать. Также такой тип подключения хорошо подходит для сварки нержавейки, низколегированной низкоуглеродистой стали, среде- и высоколегированной стали.
Очень важно правильно подобрать электроды или проволоку под используемый способ сварки. К счастью, практически всегда на упаковке указывается, для какого способа подключения они используются.
Однако есть несколько общих рекомендаций, которые помогут с выбором:
- При обратном подключении всегда используйте электроды устойчивые к перегреву.
- Для цветных металлов обычно используют вольфрамовые неплавящиеся электроды.
- Угольные электроды используют только при прямом подключении.
- Флюсовая проволока лучше всего подходит для варки стали при прямом подключении.
Резюмируем:
- Для варки и резки стали или чугуна, а также для работы с цветными металлами используется прямая полярность.
- Для работы с тонкими листами металла или со сплавами применяется обратная полярность.

Категория в каталоге:
Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
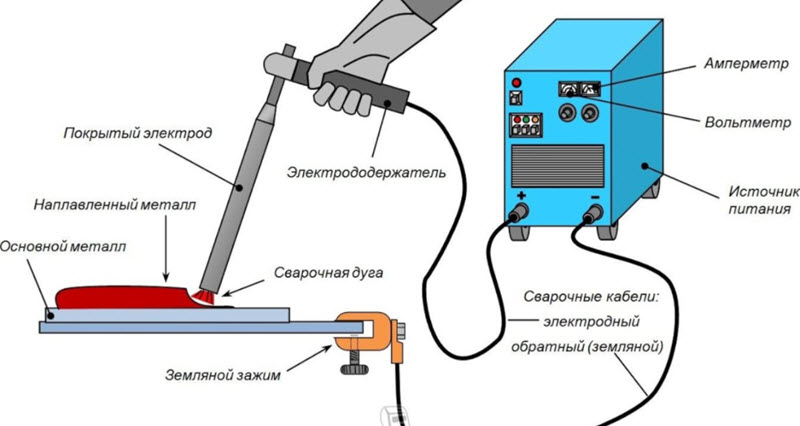
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.
Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:

Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам.
Сварка полуавтоматом
При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с «минусом» на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка инвертором ММА проводится на прямой полярности «классическим» способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:

Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды
Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке При какой полярности шов более красивый внешне? СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности? СкрытьПодробнееЧтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать? СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Прямая и обратная полярность при сварке инвертором, режимы сварки
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.

Этот порядок сварочных работ не учитывает форму соединения, ориентацию электрода. Подобные тонкости понадобятся для формирования особых видов сварочных швов.
Подобные виды сварочных швов важны для цилиндрических ёмкостей, таких как локальные очистные станции ЛОС, нефтегазовые сепараторы, строительные резервуары.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
Рекомендуемый функционал инверторов:
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
 При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Подобные операции рекомендуются в следующих случаях:
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач.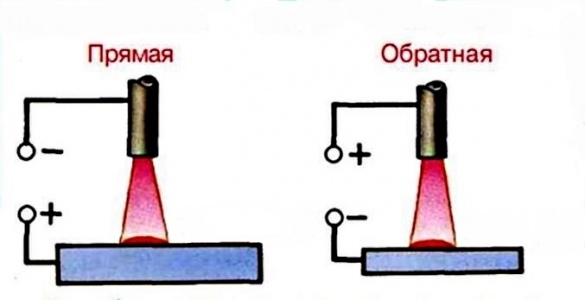 Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Что даёт прямая и обратная полярность при сварке инвертором | ММА сварка для начинающих
- Что даёт прямая и обратная полярность при сварке инвертором
- Что даёт смена полярности на инверторе
Прямая и обратная полярность при сварке инвертором
Варить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором? Когда лучше варить на обратной полярности, а когда, только на прямой? Именно об этом и будет посвящена данная статья сайта mmasvarka.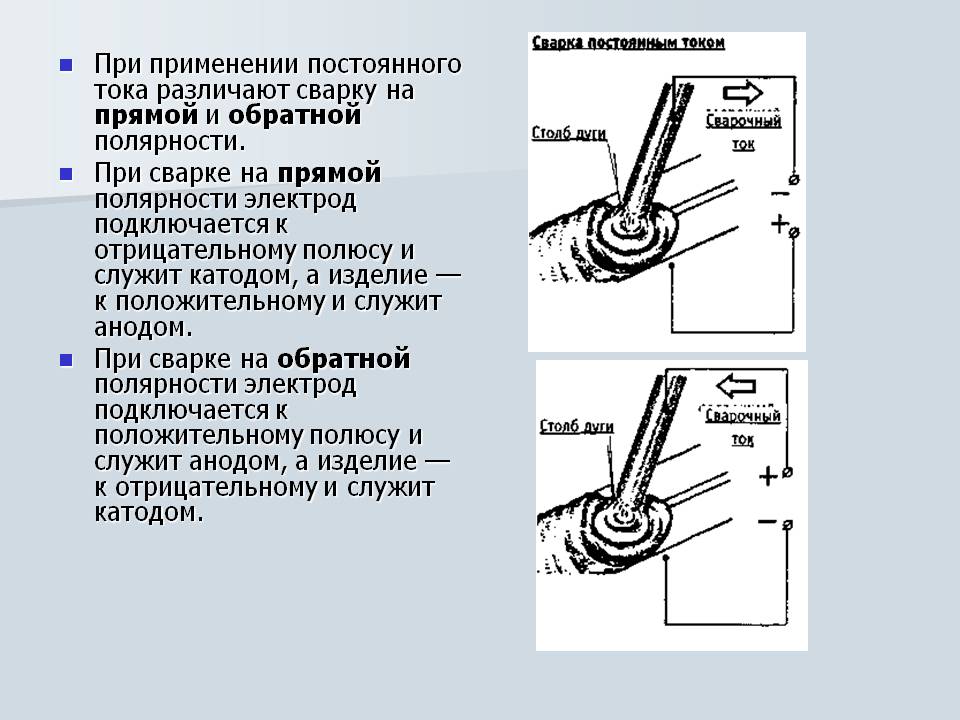 ru про ручную дуговую сварку (ММА).
ru про ручную дуговую сварку (ММА).
Что даёт прямая и обратная полярность при сварке инвертором
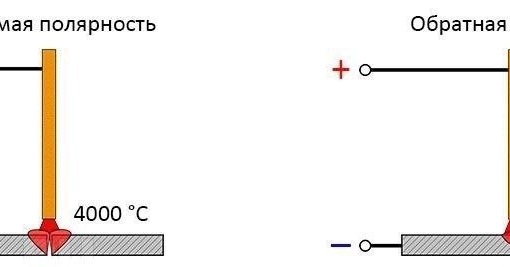
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.
В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
- Когда нужно углубить корень сварочного шва, то лучше всего применять именно прямую полярность при подключении инвертора. В таком случае, большая температурная нагрузка будет приходиться на металл.
- В том случае, если нужно варить тонкий металл, то сварочный инвертор лучше всего переключать в режим обратной последовательности. Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
 В таком случае, большая температурная нагрузка будет приходиться на металл.
В таком случае, большая температурная нагрузка будет приходиться на металл.Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.
При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Полярность при сварке инвертором.
 То есть куда подключить держак, к плюсу или минусу на аппарате | Ручная дуговая сваркаПолярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппарате
То есть куда подключить держак, к плюсу или минусу на аппарате | Ручная дуговая сваркаПолярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппаратеВсех приветствую на канале для самоучек в сварке и слесарке.
Когда начинаешь самостоятельно осваивать это нужное и интересное дело, то на первых порах важна любая мелочь, любая подсказка. Вот такой простой, но важный совет я сегодня вам дам.
Полярность при сварке, если простыми словами, это куда нам подключить провод с держаком-к плюсу аппарата или к минусу, понятно что провод с прищепкой массы подключаем в оставшееся гнездо.
Полярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппаратеВот передняя панель любого инвертора. Здесь все кнопки и крутушки управления режимами сварки. Также клеммы плюса и минуса подключения сварочных проводов. От того как мы подключим провод держака и провод массы будет зависеть удобство и правильность сварочного процесса.
Вот мы подключаем держак с электродом к минусу инвертора. Друзья запомните, это прямая полярность. Минус похож электрод, а электрод прямой, значит так будет прямая полярность.
Провод с массой соответственно подключим к плюсу инвертора. Я не стал этого делать на фото чтобы всё было нагляднее и лучше запомнилось.
Полярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппаратеДержак с электродом подсоединим к плюсу инвертора. Это будет обратная полярность. Давайте также придумаем весёлую аналогию чтобы легко это запомнить.
Обратная дорога домой всегда ближе, значит это хорошо, это плюс. Или там где было хорошо(плюс) всегда возвращаешься ОБРАТНО. Плюс на электрод-обратная полярность, теперь навсегда запомним. А зачем нам всё это знать? Смотрите.
Полярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппаратеПолярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппарате
То есть куда подключить держак, к плюсу или минусу на аппаратеПолярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппаратеЕсть такие электроды, они называются электроды с основным покрытием. Это марки УОНИ 13-55, это самые массовые и приемлемые по цене и качеству. Есть ЛБ-52У, они получше но гораздо дороже.
Такими электродами варят ответственные соединения без отрыва. В основном ими сваривают более толстые металлы. Для домашней бытовой сварки их редко покупают, но всё же иметь будет не лишнем. Для них нужна полярность вот такая.
Полярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппаратеВы уже знаете что такое подключение это обратная полярность. Также для лучшего запоминания я положил держак на швеллер. Швеллер у нас сделан из толстого металла. Электроды с основным покрытием варят только на обратной полярности.
Полярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппаратеЭлектроды с рутиловым покрытием это такие марки
ано-21
мр-з
монолит
ок-46
Они могут варить как на прямой, так и на обратной полярности. Хотя на пачке у большинства марок рекомендуют обратную полярность-плюс на держак.
Хотя на пачке у большинства марок рекомендуют обратную полярность-плюс на держак.
Эти электроды и покупают большинство для работ дома или на даче. И варят в основном тонкую профильную трубу. А с ней у начинающих проблема с частыми прожогами. И чтобы уменьшить эту проблему подключить держак нужно вот так.
Полярность при сварке инвертором. То есть куда подключить держак, к плюсу или минусу на аппаратеДля сварки тонких металлов и профильных труб подключаем прямую полярность-минус на держак с электродом. Это для электродов с рутиловым покрытием.
Если потратить минуту и переставить полярность на сварочном проводе, то ваша сварка станет лучше. Если нужен провар получше для более толстого металла, то только обратная полярность для любых видов электродов.
Если нужно варить профильную трубу с тонкими стенками, то изначально берём электроды с рутиловым покрытием и ставим прямую полярность. Так будет меньше прожогов.
Зачем менять Полярность при сварке Электродами
Чтобы ответить на вопрос зачем менять полярность при сварке электродами, для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный, или переменный ток.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение. Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Прямая полярность используется при сварке цветных металлов (медь, латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обратная полярность используется при сварке высоколегированых сталей, тонколистовых металлов, нержавейки, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того, какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
в чем разница между обратной и прямой полярностью? Виды подключения кабелей сварочного инверторного аппарата. Что такое полярность?
Для электрической сварки различных видов металлических заготовок применяются специальные виды сварочных электродов, но для успешного процесса еще необходимо и правильно выбрать настройки на инверторном сварочном аппарате, чтобы технологический цикл соответствовал параметрам электрического тока. Принцип полярности, который применим к электросварочным устройствам, позволяет работать с металлическими заготовками любой толщины, выполняя качественный соединительный шов.
Принцип полярности, который применим к электросварочным устройствам, позволяет работать с металлическими заготовками любой толщины, выполняя качественный соединительный шов.
Используя полуавтоматическое сварочное устройство, сварщику нужно знать не только какой силы электроток ему потребуется, но и какая полярность катода и анода будет необходима. Любой инверторный сварочный аппарат можно настроить для работы с обычными металлами, цветными сплавами, а также с высокоуглеродистой или легированной сталью.
Что это такое?
При работе сварочного инверторного аппарата должна быть выбрана его полярность – другими словами, нужно определить, к какому гнезду с «+» или с «-» будет подключен сварочный электрод, а к какому – заготовка для сварки. От выбора порядка подключения электрического тока напрямую зависит полярность, которая бывает прямой и обратной.
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.
Переменный или постоянный электрический ток, так же как и его полярность, определяется местоположением катодного и анодного пятна. Во время выполнения сварочных работ посредством прямой полярности заготовка будет сильно разогреваться, так как на ней сформировано анодное пятно, генерирующее огромный объем тепловой энергии такой интенсивности, что может расплавиться даже сама заготовка.
Особенности обратной полярности сварочного инвертора состоят в том, что присоединение клемм электрода и массы будет поменяно местами. К разъему со знаком «+» подключают сварочный электрод, а к разъему со знаком «-» – металлическую рабочую заготовку. В этом случае генерирование тепловой энергии, или как его еще называют «анодное пятно», будет обнаруживаться на конце сварочного электрода.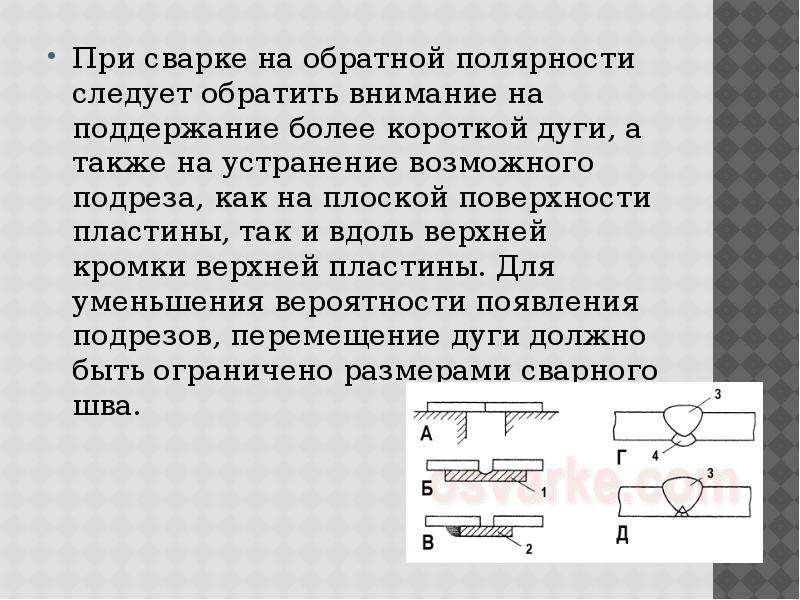
Подключение прямой или обратной полярности осуществить вручную возможно только при работе инвертора в режиме постоянного электротока, тогда как в режиме переменного тока смена полярностей на сварочном аппарате происходит в автоматическом режиме по несколько раз за 1 секунду.
Перемена места положения анодного пятна дает возможность выбора наиболее благоприятного режима работы для различного типа заготовок. Например, если нужно сварить чугунные или нержавеющие стальные заготовки, то выбирается режим обратной полярности. А для сварки алюминия нужен деликатный режим прямой полярности, необходимый для быстрого удаления окислительной пленки.
Для выполнения электросварки конкретных сплавов металла существуют определенные режимы настройки инверторного сварочного аппарата. Их выбор зависит от показаний температуры плавления металла и применяемого флюса. В случае, когда электросварочные работы выполняются с применением угольных электродов, применяется режим прямой полярности, так как нельзя допускать, чтобы флюс перегревался и приводил сварочный электрод в непригодность.
Их выбор зависит от показаний температуры плавления металла и применяемого флюса. В случае, когда электросварочные работы выполняются с применением угольных электродов, применяется режим прямой полярности, так как нельзя допускать, чтобы флюс перегревался и приводил сварочный электрод в непригодность.
Бывает и так, что для металла и сварочного электрода подходят противоположные по полярности настройки сварочного аппарата. В этом случае приходится подбирать оптимальное сочетание рабочих параметров инвертора, совмещая их с показателями силы электрического тока. В такой сложной ситуации следует учитывать рекомендации по использованию инверторного сварочного аппарата, которые имеются в его технической документации.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Для изменения полярности подключения достаточно правильно поменять местами клеммы подсоединения к сварочному аппарату.
 Полярность подключения электрического тока может быть 2-х видов. Каждый тип электросварки имеет свои преимущества и недостатки.
Полярность подключения электрического тока может быть 2-х видов. Каждый тип электросварки имеет свои преимущества и недостатки.Прямая
Прямая полярность подключения обладает следующими характеристиками:
- в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
- процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
- электрическая дуга устойчива и постоянна, не склонна к срывам;
- сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
- с помощью электродуги можно выполнять резку металлических заготовок;
- сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
- методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
- нагрев присадочной проволоки или электропроводника происходит медленно;
- с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
- при образовании шва снижен процент введения карбона в массу расплавленного металла.

Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Если требуется большая глубина проплавки металла, то ее сможет обеспечить только режим обратного подключения электротока.
Нюансы выбора
Чтобы выполнить сварочные работы инверторным аппаратом, недостаточно подключить его к сети 220 вольт.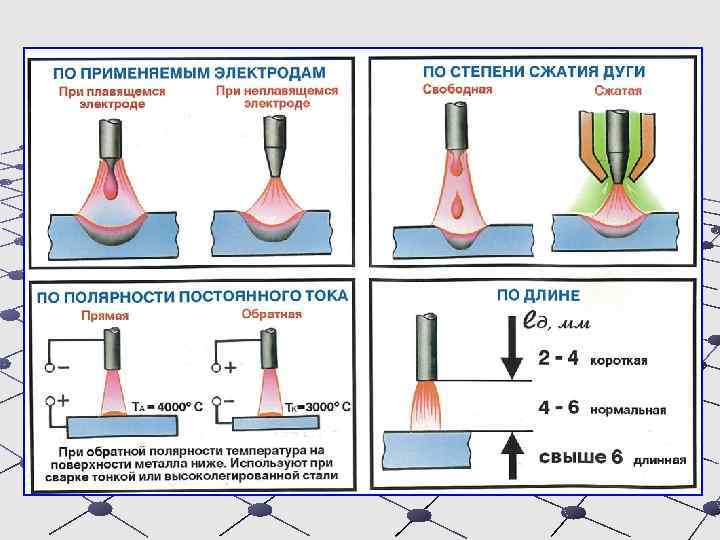 Потребуется выбрать необходимые расходные материалы, а также определить полярность, по которой его следует подключать. Полярности меняют в зависимости от толщины и марки стали, а также от типа электрода.
Потребуется выбрать необходимые расходные материалы, а также определить полярность, по которой его следует подключать. Полярности меняют в зависимости от толщины и марки стали, а также от типа электрода.
При подборе полярности важно помнить, что в области анода (где разъем «+») будет всегда сгенерирована мощная тепловая энергия, способная разогревать металл до 4000°C, а на катоде (где разъем «-») температура плавления будет достигать не более 3000°C. Поэтому для выполнения сварки тонкого металла, важно правильно использовать клеммы полярности, чтобы не прожечь стенки металлической заготовки.
Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной технологии.
- При выполнении электросварки металлических заготовок с толстыми стенками потребуется прожечь большую толщу материала, что даст возможность увеличения площади контакта металла с рабочей поверхностью и будет способствовать заполнению любых пустот. Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.
- При выполнении электросварки деталей с тонкими стенками для защиты от сквозного прожига металлической заготовки на поверхность металла нужно посылать отрицательный заряд электротока, а на стержень сварочного электрода – положительный заряд. Если пренебречь этим правилом, готовый сварочный шов может получиться неровным или с отверстиями.
- Степень прогрева поверхности металлической заготовки и сварочного электрода выбирают путем настройки силы электрического тока на инверторном сварочном аппарате. Чем выше сила электрического тока, тем сильнее будет нагреваться электродуга и та область, к которой она прикасается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, то сила электрического тока при его подаче будет снижена примерно на 15%.
 Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.
Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.Работая с инверторным сварочным инверторным аппаратом, следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хороших и надежных результатов.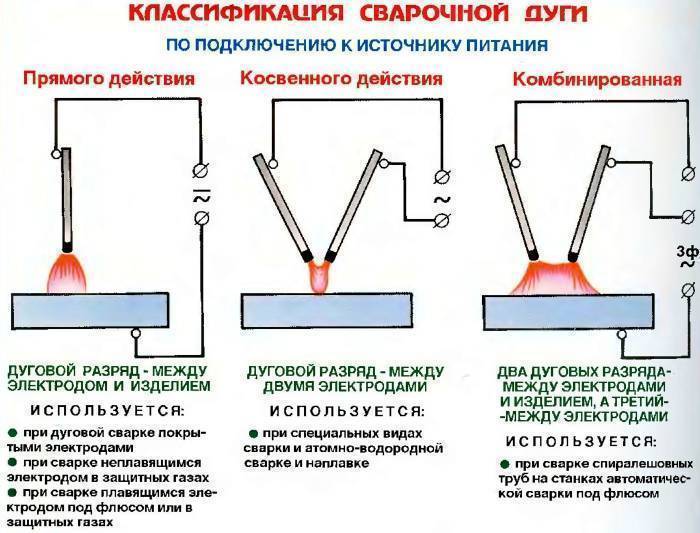 Например, толстостенная металлическая заготовка при работе с обратной направленностью электротока плохо прогреется, и готовый сварочный шов будет очень поверхностным, не захватывающим глубокие слои материала. Для устранения этого недостатка и укрепления сварки придется делать шов и с другой стороны изделия, что в значительной мере увеличит затраты средств и времени.
Например, толстостенная металлическая заготовка при работе с обратной направленностью электротока плохо прогреется, и готовый сварочный шов будет очень поверхностным, не захватывающим глубокие слои материала. Для устранения этого недостатка и укрепления сварки придется делать шов и с другой стороны изделия, что в значительной мере увеличит затраты средств и времени.
Если начать сваривать тонкостенные заготовки металла в режиме положительной полярности, то металл быстро расплавится и начнет стекать, сварочный электрод его будет прожигать, а множественные брызги загрязнят рабочую поверхность деталей, и после сварки придется потратить много сил и времени, чтобы их удалить.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет прочным и порадует своим внешний видом.
В следующем видео рассказывается о полярности при сварке.
Что такое обратная полярность при сварке? — Полное руководство
0Последнее обновление
При включении сварочного аппарата образуется электрическая цепь. Он имеет отрицательный и положительный полюс. Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Если вы используете неправильную полярность, это вызовет много брызг, плохой провар, и ваша сварочная дуга не будет регулироваться.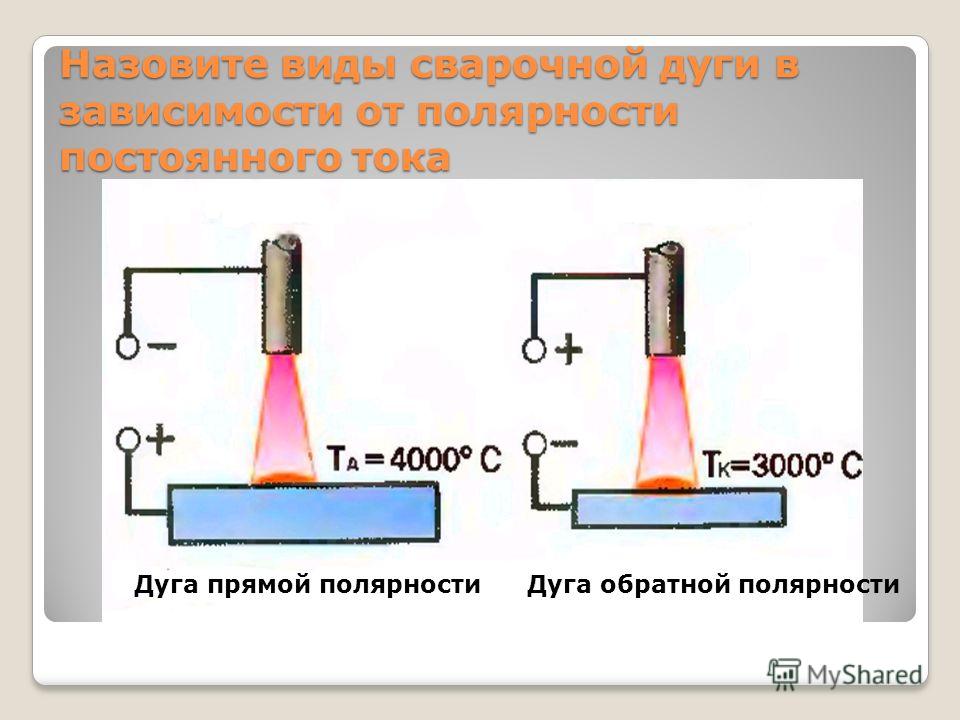
Давайте теперь подробнее остановимся на обратной полярности, чтобы вы могли лучше понять.
Обратная полярность
Это состояние, при котором анод становится положительным, а работа — отрицательным. Ток идет от минуса к плюсу. Поэтому на аноде выделяется большое количество тепла, обычно ⅔ всего тепла.
Обычно это делается, если вы свариваете более тонкие пластины. Проплавление сварного шва будет минимальным, поскольку для работы выделяется меньше тепла.
Изображение предоставлено: Данил Евский, Shutterstock
Понимание полярности
Вы, вероятно, знакомы с переменным током (AC) и постоянным током (DC) на вашем сварочном аппарате и электродах.По сути, эти два термина обозначают полярность электрического тока, формируемого сварочным аппаратом. Он проходит через анод.
Термины «обратный» и «прямой» используются при сварке. Вы также можете передать их как «электрод-положительная» и «электрод-отрицательная» полярность соответственно. Первые более понятны, и мы будем использовать их больше в этой статье.
Первые более понятны, и мы будем использовать их больше в этой статье.
Электрическая цепь имеет положительный и отрицательный полюс. Это то, что известно как полярность. Постоянный или постоянный ток течет в одном направлении, что приводит к постоянной полярности.Переменный ток или переменный ток частично течет в одном направлении и меняет направление на другой половине. Он меняет свою полярность 120 раз в секунду при электрическом токе частотой 60 Гц.
Как сварщик, вы должны понимать, что означает полярность. Кроме того, определите, как это влияет на процесс сварки. За несколькими исключениями, положительный электрод (обратная полярность) вызывает более глубокое проникновение.
Прямая полярность (отрицательный электрод) вызывает более быстрое расплавление анода и, следовательно, высокую скорость осаждения.Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Несколько типов защищенных анодов работают с любой полярностью, хотя некоторые работают с одной полярностью.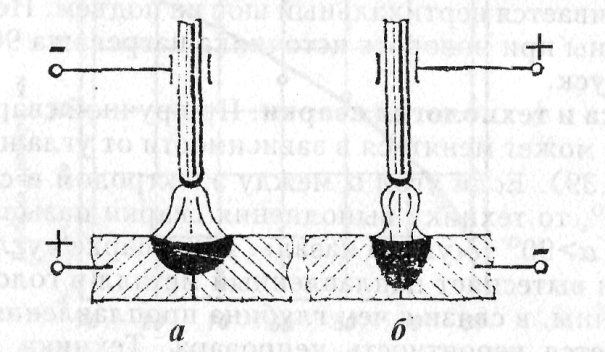 Использование сварочного аппарата с трансформатором переменного тока требует разработки анода, который будет работать на любой полярности. Это из-за постоянных изменений полярности цепи переменного тока.
Использование сварочного аппарата с трансформатором переменного тока требует разработки анода, который будет работать на любой полярности. Это из-за постоянных изменений полярности цепи переменного тока.
Хотя переменный ток не имеет полярности, аноды переменного тока обычно лучше всего работают с определенной полярностью, если используется питание постоянного тока.Крышка на аноде указывает на лучшую полярность, и все производители указывают рекомендуемую полярность на контейнере с анодом.
При сварке любым металлическим электродом необходимо соблюдать правильную полярность для достижения правильного провара, ровного внешнего вида валика и наилучших результатов сварки. Неправильная полярность приводит к плохому проплавлению, большому разбрызгиванию, неправильной форме валика, перегреву, трудностям в регулировке дуги и быстрому прогоранию анода.
Многие машины имеют четко обозначенные концы.Кроме того, они рассказывают вам, как вы можете настроить их для любой полярности.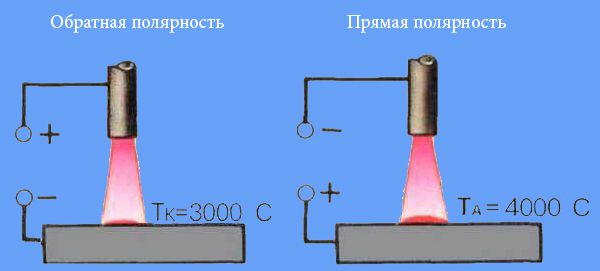 На некоторых машинах есть кнопка для изменения полярности. На других устройствах следует поменять клеммы кабеля.
На некоторых машинах есть кнопка для изменения полярности. На других устройствах следует поменять клеммы кабеля.
Если у вас есть какие-либо вопросы о том, используете ли вы правильную полярность или какая полярность установлена на устройстве постоянного тока, вы можете выполнить два теста. Для начала используйте угольный анод постоянного тока, который будет работать только при отрицательной полярности.
Второй вариант — использовать анод Fleetweld 5P, который лучше работает с положительной полярностью, чем с отрицательной.
Давайте теперь рассмотрим различия между прямой и обратной полярностью, чтобы вы лучше их поняли.
Основные различия между обратной и прямой полярностью при сварке
ОБРАТНАЯ ПОЛЯРНОСТЬ
- Анод присоединяется к положительному концу, а основные металлы присоединяются к отрицательному концу источника питания.
- Здесь электроны отрываются от поверхности родительской пластины и ударяются о кончик анода.
- На кончике анода выделяется ⅔ всего тепла дуги.Остальное производится рядом с родительской пластиной.
- Незавершенное плавление основной пластины может иметь место из-за меньшего выделения тепла вблизи базовой пластины.
- Имеет высокую скорость осаждения присадочного металла, поскольку большая часть тепла выделяется на кончике анода.
- Здесь стабильность дуги и напряжение в значительной степени зависят от коэффициента излучения рабочего материала.
- Очистка дуги отличная.
- Дефекты включения сведены к минимуму благодаря отличному очищающему действию дуги.
- При использовании постоянного тока с обратной полярностью деформация и ЗТВ минимальны.
- DCRP подходит для сварки тонких пластин.
- Вы можете соединять металлы с низкой температурой оттаивания (например, медь и алюминий) через DCRP.

ПРЯМАЯ ПОЛЯРНОСТЬ
- Основные металлы соединены с положительным полюсом, а анод прикреплен к отрицательному полюсу источника питания
- Когда разность потенциалов достаточна, электроны высвобождаются из наконечника анода. Затем они ударяются о поверхность материнской пластины.
- ⅔ всего тепла дуги производится вблизи основной пластины. Остальное генерируется на кончике анода.
- Вы можете легко добиться правильного плавления основного металла. Следовательно, это исключает непровары и непровары.
- Скорость осаждения присадочного металла низкая в случае расходуемых анодов.
- Напряжение и стабильность дуги не зависят от коэффициента излучения рабочего материала.
- Плохая очистка от оксидов (дуговая очистка).
- Могут быть ошибки включения, если вы не протерли поверхность основной пластины перед сваркой.
- Постоянный ток Прямая полярность может привести к сильному искривлению и расширению ЗТВ в свариваемом компоненте.
- DCSP не подходит для сварки узких листов.
- Вы можете соединять металлы с высокой температурой оттаивания (например, титан и нержавеющая сталь) с помощью DCSP.
 Затем они ударяются о поверхность материнской пластины.
Затем они ударяются о поверхность материнской пластины.Понимание обратной полярности при сварке
В источнике питания это место, где основной металл соединяется с отрицательным концом. Анод соединен с плюсовой клеммой.
Ознакомьтесь с некоторыми из наших самых популярных постов:
Избранное изображение предоставлено: N_Sakarin, Shutterstock
AC/DC Полярность
Знаете ли вы, что означают переменный ток (переменный ток) и постоянный ток (постоянный ток) на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод. Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность. В магазине используются термины «прямая» и «обратная» полярность. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины являются более описательными и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюса. Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки.Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом.
Для надлежащего провара, равномерного внешнего вида валика и хороших результатов сварки необходимо соблюдать правильную полярность при сварке любым металлическим электродом. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Большинство машин имеют четкую маркировку в отношении того, что представляют собой клеммы или как их можно установить для любой полярности. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники.Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый заключается в использовании угольного электрода постоянного тока, который будет корректно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который лучше работает при положительной полярности, чем при отрицательной.
На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники.Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят. Первый заключается в использовании угольного электрода постоянного тока, который будет корректно работать только при отрицательной полярности. Во-вторых, использовать электрод Fleetweld 5P, который лучше работает при положительной полярности, чем при отрицательной.
Проверка полярности:
A. Определение полярности с помощью угольного электрода
1.Очистите основной металл и расположите горизонтально
2. Сформируйте кончики двух угольных электродов на шлифовальном круге так, чтобы они совпадали с постепенным конусом, отходящим на 2 или 3 дюйма от наконечника дуги
3. Зажмите один электрод в электроде держатель близко к конусу
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте экран) и удерживайте ее в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги
7. Наблюдайте за действием дуги.Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы. Если полярность положительная
(обратная), дугу будет трудно поддерживать, и на поверхности основного металла останется черный нагар
8. Измените полярность. Другим электродом зажгите дугу и удерживайте такое же время. Наблюдайте за дугой, как и раньше
9. Осмотрите концы двух электродов и сравните. Тот, что используется на отрицательной полярности, будет равномерно сгорать, сохраняя форму.Электрод, используемый на положительной полярности, быстро сгорит тупым
B. Определение полярности по металлическому электроду (E6010)
1. Очистите основной металл и расположите горизонтально
2. Установите силу тока от 130 до 145 для электрода 5/32 дюйма
Установите силу тока от 130 до 145 для электрода 5/32 дюйма
3. Отрегулируйте любую полярность
4. Зажгите дугу. Удерживайте нормальную длину дуги и стандартный угол наклона электрода и запустите валик
5. Прислушайтесь к звуку дуги.Правильная полярность при нормальной длине дуги и силе тока приведет к нормальному потрескиванию.Неправильная полярность при нормальной
длине и силе тока приведет к неравномерному «потрескиванию» и «хлопкам» при нестабильной дуге
6. См. выше характеристики дуги и валика при использовании металлического электрода с правильной и неправильной полярностью
7. Отрегулируйте другой полярности и протяните еще одну бусину
8. Очистите бусины и проверьте. При неправильной полярности, отрицательном электроде, вы получите многие плохие характеристики валика, показанные в Уроке 1.6
9. Повторите несколько раз, пока не сможете быстро распознать правильную полярность
Разница между прямой и обратной полярностью при дуговой сварке
Источники питания для дуговой сварки могут подавать либо переменный, либо постоянный ток, либо обе формы тока. В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
В случае полярности постоянного тока ток течет только в одном направлении; тогда как в случае переменного тока направление тока меняется на противоположное в каждом цикле (количество циклов в секунду зависит от частоты питания). Теперь при дуговой сварке основные металлы соединяются с одной клеммой, а электрод подключается к другой клемме. При наличии достаточной разности потенциалов непрерывный поток электронов между ними через небольшой зазор составляет дугу (основной источник тепла при дуговой сварке). В зависимости от соединений питание постоянного тока может обеспечивать две полярности, как показано ниже:
- Прямая полярность постоянного тока (DCSP) или отрицательный электрод постоянного тока (DCEN) — когда электрод подключен к отрицательной клемме источника питания, а основные металлы подключены к положительной клемме.
- Постоянный ток обратной полярности (DCRP) или Положительный электрод постоянного тока (DCEP) — когда основные металлы соединены с отрицательной клеммой источника питания, а электрод подключен к положительной клемме.

Прямая полярность постоянного тока и обратная полярность постоянного тока имеют соответствующие плюсы и минусы. Разница между прямой полярностью постоянного тока (DCSP) и обратной полярностью постоянного тока (DCRP) представлена в таблице ниже. Для лучшего понимания вы можете прочитать:
| Прямая полярность | Обратная полярность |
|---|---|
| Электрод подключается к отрицательной клемме источника питания, а основные металлы подключаются к положительной клемме. | Неблагородные металлы подключаются к отрицательной клемме источника питания, а электрод подключается к положительной клемме. |
| При достаточной разности потенциалов электроны высвобождаются с кончика электрода и ударяются о поверхность базовой пластины. | Здесь электроны отрываются от поверхности опорной пластины и ударяются о кончик электрода. |
2/3 rd от общего количества тепла дуги выделяется вблизи опорной пластины, а остальная часть выделяется на конце электрода. | 2/3 rd всего тепла дуги выделяется на кончике электрода, а остальная часть выделяется вблизи опорной пластины. |
| Легко добиться надлежащего плавления основного металла. Так устраняется непровар и дефекты непровара. | Из-за меньшего выделения тепла вблизи опорной плиты может произойти неполное сплавление опорной плиты. |
| В случае плавящихся электродов скорость осаждения присадочного металла довольно низкая. | Скорость осаждения присадочного металла достаточно высока, так как большая часть тепла выделяется на конце электрода. |
| Напряжение дуги и стабильность дуги не зависят от коэффициента излучения рабочего материала. | Напряжение дуги и стабильность дуги в значительной степени зависят от коэффициента излучения рабочего материала. |
| Плохое действие дуговой очистки (очистка от окислов). | Очистка дуги хорошая. |
Дефекты включения могут возникнуть, если поверхности опорной плиты не были должным образом очищены перед сваркой. | Благодаря хорошей дуговой очистке снижается тенденция к включению дефектов. |
| DCSP может вызвать сильное искажение и более широкую ЗТВ в сварном компоненте. | Искажения меньше с DCRP, а также узкая зона HAZ. |
| DCSP не подходит для сварки тонких листов. | DCSP подходит для сварки тонких листов. |
| Металлы с высокой температурой плавления (например, нержавеющая сталь, титан) могут быть соединены с помощью DCSP. | Металлы с низкой температурой плавления (например, медь, алюминий) могут быть соединены с помощью DCSP. |
Процесс сварки MMA «Stick»
Что такое сварка ММА?
Аббревиатура MMA (или MMAW) расшифровывается как ручная дуговая сварка металлическим электродом. «Ручной» относится к тому факту, что процесс MMA требует от оператора нанесения присадочного металла (в отличие от «полуавтоматической» сварки MIG, когда машина подает присадочный металл в сварной шов).«Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока на работу. Сварка ММА широко известна как «дуговая сварка» или «дуговая сварка».
«Ручной» относится к тому факту, что процесс MMA требует от оператора нанесения присадочного металла (в отличие от «полуавтоматической» сварки MIG, когда машина подает присадочный металл в сварной шов).«Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока на работу. Сварка ММА широко известна как «дуговая сварка» или «дуговая сварка».
Процесс MMA включает в себя прикосновение к электроду во время работы, чтобы зажечь дугу. Электрод удерживается в электрододержателе и должен постоянно заменяться по мере его износа. Электрод состоит из металлического сердечника, представляющего собой присадочный металл, покрытого флюсовым покрытием, которое защищает сварной шов и предотвращает его окисление.Во время сварки флюс превращается в шлак, покрывающий сварной шов, который откалывается после образования шва.
Каковы преимущества сварки электродами ММА?
Сварка ММА имеет ряд преимуществ по сравнению с альтернативными способами сварки. Прежде всего, он имеет большую мощность, чем сварка MIG, или, другими словами, он может сваривать более тяжелые материалы с той же выходной силой тока. По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут выполнять сварку электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщины материала без сложностей с защитным газом или подачей проволоки.
Прежде всего, он имеет большую мощность, чем сварка MIG, или, другими словами, он может сваривать более тяжелые материалы с той же выходной силой тока. По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут выполнять сварку электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщины материала без сложностей с защитным газом или подачей проволоки.
Благодаря инверторной технологии ММА также является очень портативным процессом и часто используется для работы на стройплощадке и в полевых условиях.
Кроме того, сварка MMA, как правило, более «щадящая», чем MIG или TIG, при сварке ржавых или грязных материалов, что делает ее идеальной для технического обслуживания.
Каковы недостатки сварки электродом MMA?
Сварка тонких материалов без сквозного продувки может быть сложной задачей в процессе ММА. Это проще сделать с помощью инверторных сварочных аппаратов, таких как серия Weldforce от Weldclass, потому что дуга настолько стабильна, а мощность можно очень точно регулировать.
Сварка MMA/Stick медленнее, чем сварка MIG, из-за необходимости замены электродов и стружки шлака. По этой причине MIG является более популярным выбором для производственных работ.
Какова правильная полярность при сварке MMA/Stick?
Полярность относится к направлению тока при сварке.
Некоторые типы и марки электродов лучше всего работают при полярности DC+, другие лучше работают при полярности DC-, и многие электроды работают в любом направлении с очень небольшой разницей.Полярность обычно менее критична при сварке электродом.
DC+ (также известный как DCEP или положительный электрод постоянного тока)
Рабочий провод, подключенный к положительной (+) клемме
Заземляющий провод, подключенный к отрицательной (-) клемме
Это обычно приводит к более глубокому проплавлению сварного шва с «тепло», направленное на работу.
DC- (также известный как DCEN или отрицательный электрод постоянного тока)
Рабочий провод, подключенный к отрицательной (-) клемме
Заземляющий провод, подключенный к положительной (+) клемме -off), при этом больше «тепла» направляется на электрод.
Рекомендуется свериться с инструкциями производителя или поэкспериментировать с металлоломом, чтобы найти идеальную полярность для каждого типа электрода и области применения.
Другие статьи о MMA / сварке электродами
Что такое горячий старт, форсаж дуги и защита от прилипания?
Что такое напряжение разомкнутой цепи (OCV)?
Использование генераторов для питания инверторных сварочных аппаратов
Печи для сушки сварочных электродов
Преимущества электродов с двойным покрытием
Почему вы никогда не получите хороший сварной шов с плохим зажимом заземления
Несмотря на то, что были предприняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях.Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Простое переключение полярности при сварке с помощью новой технологии
Сварщики могут изменять процессы сварки и полярность нажатием кнопки на сварном шве, что значительно экономит время.
Смена полярности для сварки TIG и стержня
Когда при сварке труб требуется переход от корневого прохода TIG (GTAW) к последующим проходам дуговой сварки (SMAW), необходимость изменения полярности сварки может добавить много времени и хлопот в процесс.
При сварке углеродистой стали в полевых условиях, таких как установка трубопровода, при сварке TIG обычно используется отрицательный электрод постоянного тока (DCEN), в то время как в процессах сварки электродом и сварки MIG (GMAW) обычно используется положительный электрод постоянного тока (DCEP). Сварка с неправильной полярностью процесса может привести к ухудшению качества и дефектам сварки, которые могут потребовать доработки.
Сварка с неправильной полярностью процесса может привести к ухудшению качества и дефектам сварки, которые могут потребовать доработки.
При сварке в полевых условиях для переключения процесса (для чего также может потребоваться изменение полярности) сварщики должны проследить сварочные провода, чтобы найти точку соединения — обычно на источнике сварочного тока. Необходимость смены процесса при сварке труб часто возникает на многих сварочных площадках, но каковы затраты на эту смену в типичной операции?
часов в день с потерей производительности
На некоторых сварочных площадках такое переключение с ВИГ на приклеивание или ВИГ на МИГ может происходить от шести до восьми раз в день для каждого сварщика.Это может добавить до нескольких часов каждый день в потерянное время. Это особенно отнимает много времени на больших рабочих площадках, где операторы могут работать на большом расстоянии от источника сварочного тока.
Один из подрядчиков электростанций в Пенсильвании, выполняющий крупные ремонтные работы после отключения котлов, оценивает, что каждое изменение процесса сварки занимает 30 минут или более.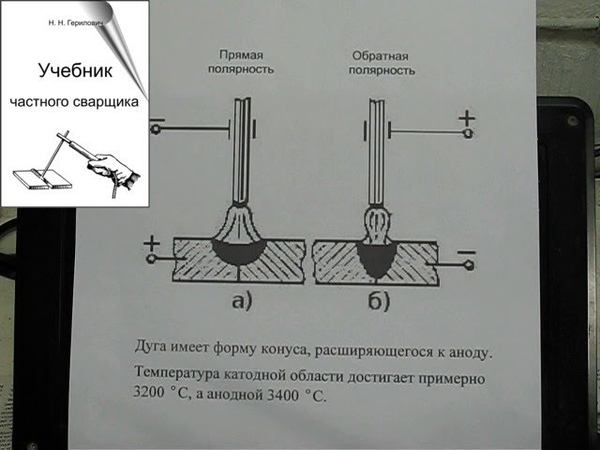 Внутри большого котла могут работать десятки сварщиков. Это означает путаницу сварочных проводов, из-за чего сварщикам сложнее определить, какой провод и машина принадлежат им, когда они хотят переключиться на другой процесс.
Внутри большого котла могут работать десятки сварщиков. Это означает путаницу сварочных проводов, из-за чего сварщикам сложнее определить, какой провод и машина принадлежат им, когда они хотят переключиться на другой процесс.
Подрядчики могут даже нанять кого-то, чьей единственной задачей является управление этими кабелями, отслеживание проводов и изменение процессов и полярности на источнике питания для сварщиков внутри котла или других труднодоступных мест.
Угрозы безопасности
Эти частые поездки к источнику питания для изменения сварочных процессов также влияют на безопасность на рабочем месте. Сварщикам, возможно, придется карабкаться по лазам или подниматься и спускаться по лесам, чтобы совершить поездку, что увеличивает опасность поскользнуться, споткнуться и упасть.
OSHA сообщает, что падения были основной причиной смерти рабочих в строительной отрасли в 2017 году, в результате чего погиб 381 из 971 строителей, или 39 процентов. Когда сварщики могут оставаться в своей рабочей зоне и сокращать количество поездок туда и обратно к источнику питания, это повышает безопасность рабочей площадки.
Влияние на качество сварки
Сварка с соблюдением полярности является важной частью наплавки качественного сварного шва и выполнения определенных требований кода.
На многолюдной рабочей площадке сварщик нередко случайно меняет полярность не на том аппарате.Это приводит к разочарованию сварщиков и потенциальной необходимости доработки сварных швов, если оператор начинает сварку с неправильной полярностью или с неправильными параметрами.
Суть в том, что неправильная полярность может стоить дополнительного времени и денег на переделку.
Упрощенное изменение полярности
Общие проблемы, связанные с частой сменой полярности сварки на строительной площадке, можно решить с помощью правильной технологии. Когда сварщик может легче переключаться между полярностями и процессами, он потенциально может сэкономить несколько часов в день, работая в этих приложениях, что повысит производительность, качество и безопасность.
Инверсия полярности, встроенная в сварочную систему, позволяет сварщикам изменять процессы и полярность одним нажатием кнопки с помощью пульта дистанционного управления TIG или механизма подачи проволоки. Наличие этого элемента управления устраняет необходимость возвращаться к источнику питания, чтобы поменять местами провода сварочного кабеля, чтобы изменить процессы и полярность, поэтому сварщики могут оставаться у сварного соединения и увеличить время горения дуги.
Наличие этого элемента управления устраняет необходимость возвращаться к источнику питания, чтобы поменять местами провода сварочного кабеля, чтобы изменить процессы и полярность, поэтому сварщики могут оставаться у сварного соединения и увеличить время горения дуги.
также могут предотвратить любые изменения в источнике питания после подключения дистанционного управления, что исключает вероятность того, что другой сварщик случайно отрегулирует параметры или изменит процессы не на той машине.Встроенное в сварочную систему управление изменением полярности, предназначенное для использования в полевых условиях, может повысить качество сварки и сократить количество переделок, а также устранить разочарование сварщика при попытке сварки с неправильной полярностью.
При использовании системы XMT® 350 FieldPro™ с изменением полярности от Miller Electric Mfg. LLC система отображает ошибку и не позволяет оператору выполнять сварку до тех пор, пока не будет исправлено подключение провода, что исключает использование неправильной полярности.
Специальная дуга рукояти системы также снижает количество доработок, вызванных частыми пусками и остановками.Благодаря меньшему блужданию дуги пуски и остановы приспособлены для сварки со скосом, что дает сварщику больше контроля над замочной скважиной и сварочной ванной, даже если соединение сваривается неравномерно.
Легкая смена полярности
Если переключение между процессами TIG, MIG и сваркой электродом является обычным явлением в ваших сварочных работах, время, затрачиваемое на обратный путь к источнику питания для замены проводов, может составлять до часа и более каждый день на одного сварщика. Это время может составить до тысячи долларов, потраченных впустую, заплатив сварщику за обход рабочей площадки.
Инвестирование в технологию, которая позволяет сварщикам легко менять процессы нажатием кнопки на сварном соединении и обеспечивает использование правильной полярности для каждого процесса, обеспечивает значительную экономию времени в дополнение к преимуществам для качества сварки и безопасности оператора.
Если вы соревнуетесь за выполнение срочных работ, экономия даже нескольких минут при каждом переключении может иметь существенное значение и снизить вероятность того, что оператор споткнется и упадет. Если операторы совершают семь обходов строительной площадки в день для внесения изменений в параметры и технологические процессы, в среднем по 15 минут на один обход, что в сумме составляет один час каждый день, система XMT 350 FieldPro с изменением полярности может помочь компаниям сэкономить 19 688 долл. США. в год.
| |
 gif» valign=»middle»>
gif» valign=»middle»>
 gif» valign=»middle»>
gif» valign=»middle»>Знай разницу – WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершите покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю от продаж от Amazon и других партнерских программ.
Тем, у кого нет модных сертификатов сварщиков, может быть сложно понять разницу между сваркой на переменном и постоянном токе. Дилемма AC/DC иногда может ввести в заблуждение, поэтому важно сравнить их лицом к лицу.
Итак, в чем основные различия между сваркой переменным током и сваркой постоянным током? Разница заключается в полярности. Сварка постоянным током основана на постоянном токе прямой полярности, в то время как сварка переменным током быстро переключается между отрицательным и положительным постоянным током. Применение каждого зависит от материала.
Сварка постоянным током основана на постоянном токе прямой полярности, в то время как сварка переменным током быстро переключается между отрицательным и положительным постоянным током. Применение каждого зависит от материала.
Вот удобная таблица, которая поможет расшифровать различия.
| | Сварка переменного тока | DC сварка | ||||||||||
| Полярность | 120185| 120184 | Одноразовая полярность; может быть положительным или отрицательным | | |||||||||
| Общие области применения | Алюминий; магнитные материалы; толстые металлы; швы длинных швов | Большинство видов сварки; накладной/вертикальный; нержавеющая сварка TIG; метчик | ||||||||||
| Прочность сварного шва | Слабее; Тяжелые брызги | сильный и гладкий | | | NO | | | | | Настройки | Алюминиевый TIG, быстрый залив, нижняя часть Постоянная, стабильная дуга | |
Хотя сварка на постоянном токе предпочтительнее для большинства сварочных работ, переменный ток удобен в некоторых особых ситуациях. Эти области применения включают сварку алюминия методом TIG; работа с дуговым разрядом; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также чаще используется в небольших сварочных аппаратах начального уровня, которые некоторые люди называют «жужжащими ящиками».
Эти области применения включают сварку алюминия методом TIG; работа с дуговым разрядом; и сварка в местах, где электрические розетки ограничены только напряжением 110 вольт. Переменный ток также чаще используется в небольших сварочных аппаратах начального уровня, которые некоторые люди называют «жужжащими ящиками».
Сварка постоянным током, с другой стороны, очень удобна для тяжелых применений. Сварные швы получаются гладкими без большого количества брызг, а сварные швы намного прочнее.
Сварочные аппараты постоянного тока требуют внутренних электронных компонентов для преобразования переменной полярности в прямую полярность.Это увеличивает размер и стоимость машин.
Им также обычно требуется напряжение 220 вольт, что требует специальной проводки дома или в магазине.
Lotos TIG200ACDCP 200A Импульсный AC/DC-сварочный аппарат для алюминия TIG/Stick ARC с цифровым управлением, IGBT инвертор прямоугольной формы, двойное напряжение 110/220 В, 10 настроек экономии, частота импульсов 0,5~200 Гц, коричневый- ★ AC/DC ИМПУЛЬСНАЯ СВАРКА АЛЮМИНИЯ TIG — точные 0,5–200 Гц при цифровом управлении ЧАСТОТА ИМПУЛЬСОВ И 50–200 ЧАСТОТА ПЕРЕМЕННОГО ТОКА обеспечивают точную сварку TIG сварки 1/4 алюминия и 3/8 мягкой стали
- Выход электрического тока; Качественная сварка TIG алюминия, нержавеющей стали или стали, а также точная сварка тонких материалов; Энергоэффективность: 80%; Рабочий цикл: 60%; ★ ДВОЙНОЙ ВХОД НАПРЯЖЕНИЯ: Автоматическое двойное напряжение / двойная частота (120 В переменного тока ± 15 %, 230 В переменного тока ± 15 %, 50/60 Гц).
- ★ 10 НАСТРОЕК СОХРАНЕНИЯ: Нужно переключаться между разными проектами/материалами? С помощью Lotos TIG200ACDCP можно сохранить 10 различных настроек параметров. Нет необходимости каждый раз настраивать параметры при переключении между разными проектами/материалами. ★ УСОВЕРШЕНСТВОВАННАЯ СИСТЕМА ОХЛАЖДЕНИЯ PAPST: обеспечивает стабильную и долговечную высокую производительность сварочного аппарата TIG.
- ★ Цифровое управление ТОЧНАЯ СВАРКА — ВЧ-пусковое управление ручной горелкой и точное управление нагревом при помощи ножной педали с настройкой параметров сварки с цифровым управлением.Подходит для точной сварки нержавеющей стали, мягкой стали, алюминия и других металлических материалов. (Ножная педаль и регулятор аргона НЕ входят в комплект поставки. Пожалуйста, найдите Lotos FP05P для ножной педали или Lotos AR03 Lotos AR04 для регулятора аргона) FORCE HOT Start: легкий старт дуги и стабильная сварочная дуга; Глубокая сварочная ванна и красивая форма сварки; Усовершенствованная технология ARC FORCE и HOT Start, которая может значительно улучшить функцию запуска дуги; Подходит для сварки различными видами кислотных или основных электродов.


Что такое сварка переменным током?
muygocho / CC BY-SA (https://creativecommons.org/licenses/by-sa/2.0)Переменный ток описывает электрический ток, используемый при сварке переменным током. В отличие от сварки постоянным током, переменный ток использует переменный ток, который чередуется с положительным на отрицательный. Вместо постоянного тока (прямая линия) изобразите на графике флуктуирующий ток (волнистая линия). Переменный ток является стандартом для домашней электропроводки, поэтому эти сварочные аппараты просто пропускают ток без изменений.
Переменный ток (AC) Минусы сварки
Переменный ток не является предпочтительной полярностью для большинства видов сварки.Наилучшие результаты в большинстве ситуаций дает сварка постоянным током. Вот некоторые из самых больших недостатков сварки на переменном токе:
- Обычное явление при сварке на переменном токе — потеря дуги . Поскольку ток колеблется взад и вперед, дуга должна перезапускаться при каждом изменении тока между положительным и отрицательным. Иногда дуга не может перезапуститься сама, и вы должны перезапустить ее вручную. Иногда это может быть проблемой для сварщика, потому что это создает разрыв в сварном шве, делая его слабее.
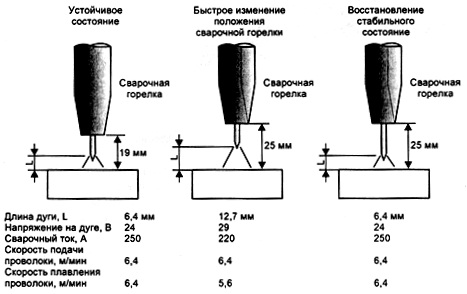 Иногда дуга не может перезапуститься сама, и вы должны перезапустить ее вручную. Иногда это может быть проблемой для сварщика, потому что это создает разрыв в сварном шве, делая его слабее.
Иногда дуга не может перезапуститься сама, и вы должны перезапустить ее вручную. Иногда это может быть проблемой для сварщика, потому что это создает разрыв в сварном шве, делая его слабее.Это особенно проблема для начинающих. Может быть трудно постоянно трескать дугу и поддерживать сварку. Использование машины, которая сбрасывает дугу, делает это еще сложнее. Необходимость разрывать сварной шов, чтобы переделать работу, быстро надоедает.
- Еще одна распространенная проблема — брызги. Брызги — это крошечные частицы металлического мусора, часто встречающиеся вокруг сварных швов переменного тока. Это тоже результат флуктуаций тока. При многих видах сварки образуются брызги, но на переменном токе все хуже.Вы потратите больше времени на шлифовку брызг, если будете использовать эту полярность.
Однако сварка переменным током полезна во многих областях, где использование сварки постоянным током может быть более сложным или совершенно непрактичным.
Преимущества сварки переменным током
Несмотря на то, что сварка переменным током имеет много недостатков, особенно то, что она создает грязные сварные швы, у нее также есть много преимуществ. Сварка на переменном токе имеет множество полезных применений, которые делают ее простой в использовании и практичной для ремонта в промышленных условиях.
Одним из самых больших преимуществ сварки переменным током является ее возможность использовать с металлом, который имеет магнитное поле.Иногда сварочная дуга не совпадает с электродом; обычно это следует за магнитными токами в металле сварного шва. Это называется «блужданием дуги» и может затруднить получение чистых, прямых сварных швов.
Sponsored LinksСварка постоянным током подвержена блужданию дуги; АС нет. Это удобно, особенно при ремонте тяжелой техники (которая часто содержит какие-то магнитные поля). Строительная техника, лесозаготовительное оборудование и даже небольшие машины, такие как вилочные погрузчики, являются хорошими примерами этого применения.
Сварочные аппараты переменного тока используются в основном в качестве второго варианта, когда ток 220 В недоступен, но это хороший способ получить некоторое время на сварку, когда варианты питания ограничены, например, в небольшом домашнем магазине или гараже. Не расстраивайтесь из-за сильного разбрызгивания; это совершенно нормально, и этого следует ожидать при сварке на переменном токе.
Переменный ток также предпочтителен для сварки алюминия методом TIG. Алюминий покрыт очень тонким слоем оксида алюминия, который мешает сварному шву.Быстрые скачки полярности переменного тока оказывают чистящее действие, которое разрушает этот слой и предохраняет соединение от загрязнения.
Хотя сварка постоянным током, как правило, лучше подходит для большинства промышленных нужд, сварка переменным током очень удобна для тех, у кого нет доступа к розетке на 220 вольт. Хотя вы можете получить дома розетку на 220 В, для этого потребуется привлечь электрика. Это делает переменный ток отличным способом сварки в домашних условиях, ремонта мелкой бытовой техники и автомобильных деталей, а также изготовления всего, что не должно выглядеть «красиво». ”
Что такое сварка постоянным током?
Сварка постоянным током использует постоянный ток для подачи электричества на электрод, который соединяет два свариваемых металла. Когда вы изображаете волнистую линию на графике, она колеблется взад и вперед. Этот тип сварки будет выглядеть на графике как прямой устойчивый поток, что предотвращает постоянное прекращение дуги при каждой смене полярности.
Постоянный ток может иметь положительную или отрицательную полярность электрода. При отрицательной полярности ток течет от сварочного аппарата к электроду, к заготовке и обратно к сварочному аппарату.При положительной полярности ток течет от сварочного аппарата к заготовке, к электроду, а затем обратно к сварочному аппарату.
Отрицательная полярность электрода иногда называется «прямой» полярностью. Он предпочтителен для большинства сварочных работ. Прямая полярность приводит к более горячей дуге и более быстрому плавлению электрода. Это позволяет быстрее укладывать борт и работать более продуктивно. Если у вас нет особой потребности в чем-то еще, прямая полярность постоянного тока почти всегда подходит.
Если у вас нет особой потребности в чем-то еще, прямая полярность постоянного тока почти всегда подходит.
Положительная или «обратная» полярность электрода обеспечивает гораздо более глубокое проникновение.Предпочтителен для сварки толстых материалов. Этот процесс медленнее, чем при прямой полярности, но лучше, если вы работаете с толстым материалом. Вам нужно работать медленнее с обратной полярностью, но это преимущество, если вы работаете с металлом толщиной более половины дюйма.
Недостатки сварки на постоянном токе (DC)
Сварка на постоянном токе, хотя в целом обеспечивает более качественные сварные швы, имеет несколько недостатков, которые затрудняют ее использование в повседневных условиях. В некоторых случаях эти недостатки затрудняют использование сварки постоянным током там, где это может быть лучше всего.
Самым большим недостатком является стоимость. Постоянный ток не подается в электрические сети, поэтому для преобразования переменного тока в постоянный необходимо использовать внутренний трансформатор. Трансформаторы увеличивают вес и сложность сварочных аппаратов постоянного тока, делая их более дорогими. Для машин постоянного тока также требуются цепи на 220 вольт, а это значит, что вам нужно вызвать электрика. Это может стоить столько же, сколько и сам сварочный аппарат.
Трансформаторы увеличивают вес и сложность сварочных аппаратов постоянного тока, делая их более дорогими. Для машин постоянного тока также требуются цепи на 220 вольт, а это значит, что вам нужно вызвать электрика. Это может стоить столько же, сколько и сам сварочный аппарат.
Прорыв дуги также является проблемой при сварке постоянным током. Магнитные токи в металле сварного шва будут смещать дугу с электрода и разрушать валик.Поскольку продувка дуги представляет собой большую проблему при сварке постоянным током, многие сварщики предпочитают сварку переменным током почти во всех случаях. Дуга не является проблемой для сварочных аппаратов переменного тока, потому что полярность дуги меняется слишком быстро, чтобы дуга могла двигаться.
В целом при сварке постоянным током возникает меньше проблем, чем при сварке переменным током, но сварка на постоянном токе требует от оператора большего мастерства и ресурсов. Хотя сварка постоянным током дороже, многие профессиональные сварщики предпочитают именно этот ток. Если вы серьезно относитесь к сварке или хотите использовать MIG или TIG, выберите постоянный ток.
Если вы серьезно относитесь к сварке или хотите использовать MIG или TIG, выберите постоянный ток.
Сварка на постоянном токе Pros
Несмотря на недостатки сварки на постоянном токе, существуют также обстоятельства, требующие ее перед использованием сварки на переменном токе. В ситуациях, когда желателен или необходим гладкий, эстетически привлекательный шов, сварка постоянным током является подходящим способом для получения гладких швов с минимальным разбрызгиванием и устойчивой, неизменной полярностью.
Возможно, лучше всего использовать сварку постоянным током в местах, где сварные швы видны и должны быть привлекательными. Обычные экземпляры включают мебель, транспортные средства и инструменты.Сварка постоянным током также полезна при изготовлении деталей, которые должны выдерживать экстремальное давление или неправильное обращение.
Некоторые примеры сварки постоянным током включают сцепные устройства, шасси, косынки, большие топливные баки и поперечины. Эти типы приложений требуют, чтобы сварные швы держались прочно в течение длительного периода времени и выглядели чистыми.
Эти типы приложений требуют, чтобы сварные швы держались прочно в течение длительного периода времени и выглядели чистыми.
Аппараты
Во-первых, я нашел это очень интересное руководство по сварочным аппаратам переменного и постоянного тока. Будучи сварщиком-любителем, я чувствовал, что это очень хорошо работает с людьми в моей ситуации.Проверьте это…
https://youtu.be/lh_Uo_zWQBo
В разделах ниже мы рассмотрим различия между реальными машинами. Все сварочные аппараты работают по одному основному принципу.
Электричество высокого напряжения проходит через электрод к свариваемому соединению.
Электрод нагревает металл по стыку до плавления, и он стекает. Присадочный стержень добавляет немного дополнительного металла, чтобы гарантировать правильное заполнение шва.
Существует три основных сварочных процесса для домашних сварщиков.Сравнение каждого типа сварочных аппаратов практически бесконечно, поэтому вот краткий обзор того, чего ожидать:
Сварочные аппараты переменного тока
Сила тока — не единственное различие между сваркой на переменном и постоянном токе. Сварочные аппараты только на переменном токе обычно ограничиваются дуговой сваркой, в то время как машины постоянного тока доступны для дуговой сварки, сварки MIG и TIG. Если вы действительно не можете решить, есть несколько сварочных аппаратов, которые могут переключаться туда и обратно. Конечно, эта функция увеличивает стоимость сварщика.
Сварочные аппараты только на переменном токе обычно ограничиваются дуговой сваркой, в то время как машины постоянного тока доступны для дуговой сварки, сварки MIG и TIG. Если вы действительно не можете решить, есть несколько сварочных аппаратов, которые могут переключаться туда и обратно. Конечно, эта функция увеличивает стоимость сварщика.
Сварочные аппараты переменного тока, как правило, меньше и компактнее.Они также дешевле по сравнению со сварочными аппаратами постоянного тока и, как правило, более портативны. Небольшой вес позволяет этим машинам быть легко доступными на рабочих площадках, для строительства и ремонта машин.
Помимо удобства и доступности, сварочные аппараты переменного тока также проще в эксплуатации. Дуга в машинах переменного тока варьируется от несуществующей до легко контролируемой, а в машинах используются розетки на 110 вольт. Эти машины легко перемещать по рабочей площадке для различных проектов.
Сварочные аппараты постоянного тока
Сварочные аппараты постоянного тока являются самыми крупными в соревновании по размерам. Большие, тяжелые и трудно перемещаемые сварочные аппараты постоянного тока более громоздкие, но, в конце концов, более прочные. Их размер делает их идеальными для тяжелых и промышленных применений, помимо ремонта случайных автомобильных или домашних металлических повреждений.
Большие, тяжелые и трудно перемещаемые сварочные аппараты постоянного тока более громоздкие, но, в конце концов, более прочные. Их размер делает их идеальными для тяжелых и промышленных применений, помимо ремонта случайных автомобильных или домашних металлических повреждений.
К сожалению, сварочные аппараты постоянного тока дорого обходятся. Вот почему многие новички сначала выбирают аппарат переменного тока, но профессионалы в области сварки и предприятия с большой нагрузкой на сварочные работы получают выгоду от наличия под рукой более крупного аппарата.Сварочные аппараты постоянного тока отлично подходят для магазинов и складов, то есть там, где может быть доступен ток 220 вольт.
Сварка электродом
Сварка электродом или электродуговая сварка металлическим электродом представляет собой тип сварки, требующий использования металлического присадочного стержня и электрического тока. Этот металлический стержень называется электродом. Он имеет покрытие, состоящее из соединений, которые помогают связывать свариваемые металлы и предотвращают загрязнение сварного шва.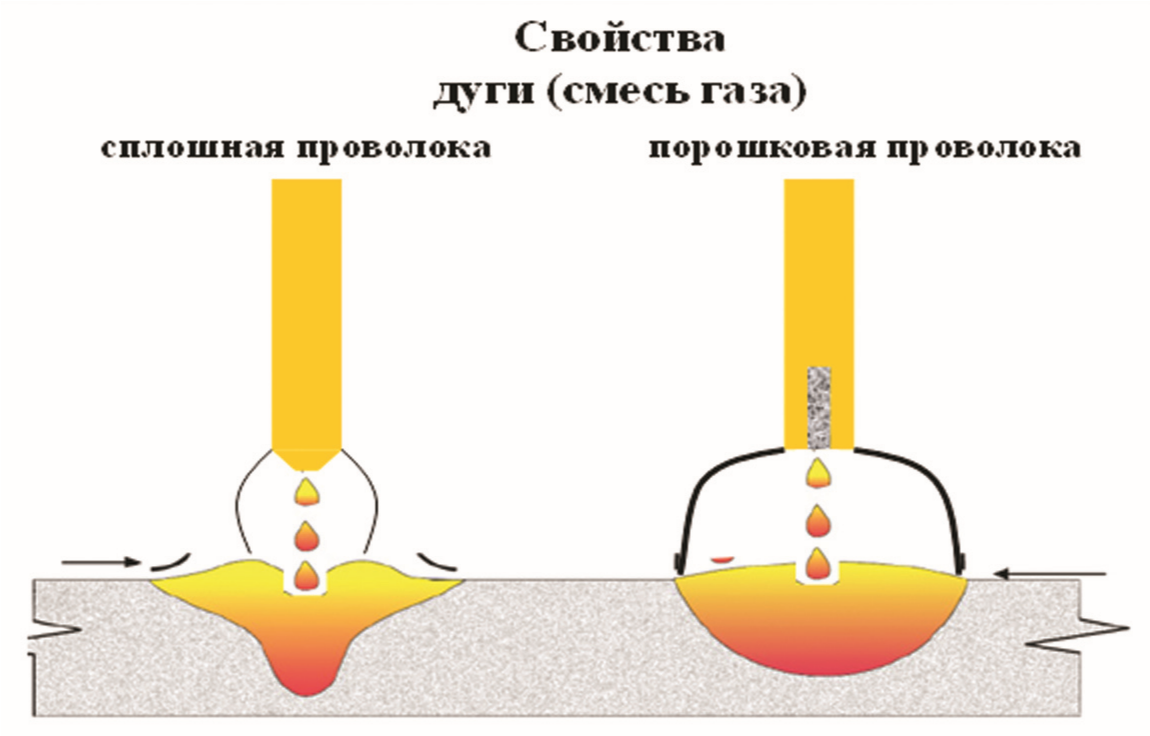 Покрытие называется «флюс». Флюс используется в различных формах во многих сварочных процессах.
Покрытие называется «флюс». Флюс используется в различных формах во многих сварочных процессах.
Электрод сам по себе проводит электричество; вот откуда течет ток. В этом процессе электрод (стержень) служит присадочным металлом для соединения двух свариваемых металлов. Когда электрод плавится под действием тепла, покрытие выделяет небольшое облако газа, которое защищает металл от окисления при нанесении.
Ознакомьтесь с нашим защитным снаряжением для дуговой сварки.
Можно ли использовать стержни переменного тока в сварочном аппарате постоянного тока и наоборот? Нет, нельзя использовать стержни переменного тока в сварочном аппарате постоянного тока или стержни постоянного тока в сварочном аппарате переменного тока.Однако в сварочном аппарате переменного/постоянного тока можно использовать стержни переменного или постоянного тока. Все, что вам нужно сделать, это установить правильную полярность (обратитесь к руководству по эксплуатации машины для получения точных инструкций для каждой машины).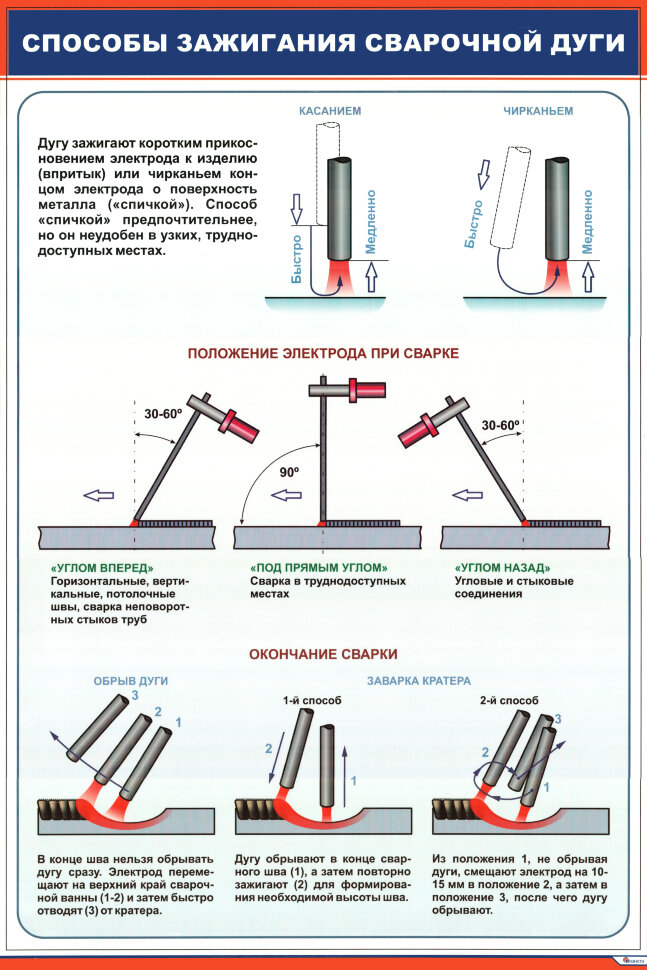
Причина этого в том, что присадочные металлы, используемые для каждого процесса сварки, различны. Условия сильно различаются между сварочными аппаратами на переменном и постоянном токе, поэтому использование неправильных электродов может стать настоящей катастрофой.
Сварочные аппараты MIG
Сварка металлов в среде инертного газа (или MIG) — это процесс, при котором проволока подается с катушки в качестве электрода и присадочного металла.Эта проволока не имеет флюсового покрытия, которое есть у дугового стержня, поэтому сварщик также подает защитный газ на сварной шов, чтобы защитить валик. Используемый присадочный металл и газ зависят от свариваемых металлов.
Сварочные аппараты MIG отлично подходят для первого курса обучения. Поскольку они подают присадочную проволоку с постоянной скоростью, легко получить однородный валик. Сварочные аппараты MIG проще в обращении и более терпимы к ошибкам новичков.
Сварка с флюсовой проволокой Сварка с флюсовой проволокой в чем-то сравнима со сваркой MIG, поскольку она основана на системе подачи проволоки. Некоторые сварщики могут выполнять как сварку MIG, так и сварку под флюсом. Однако сварка под флюсом является самозащитной и не требует использования защитного газа. Проволока, подаваемая через систему, отличается от сварки MIG уникальным образом.
Некоторые сварщики могут выполнять как сварку MIG, так и сварку под флюсом. Однако сварка под флюсом является самозащитной и не требует использования защитного газа. Проволока, подаваемая через систему, отличается от сварки MIG уникальным образом.
Проволока, подаваемая в систему с флюсовым сердечником, полая и заполнена флюсом. Таким образом, нет необходимости использовать защитный газ для предотвращения возмущения дуги. Проволока с флюсовым сердечником — отличный способ сварки без использования дополнительных газов, но проволока с флюсовым сердечником, как правило, дороже, чем другие типы сварочной проволоки, поэтому это не лучший вариант, если вы хотите снизить расходы.
Сварочные аппараты TIG
Prowelder87 / CC BY-SA (https://creativecommons.org/licenses/by-sa/4.0) Сварочные аппараты TIG работают несколько иначе. Вместо плавящегося электрода, изготовленного из присадочного материала, сварщики TIG используют неплавящийся электрод и отдельный присадочный стержень. Электрод используется для нагрева металла и создания сварочной ванны. Наполнительный стержень несколько раз втыкается в лужу, чтобы образовался буртик. Сварка TIG известна тем, что на ней образуются очень привлекательные сварные швы.
Электрод используется для нагрева металла и создания сварочной ванны. Наполнительный стержень несколько раз втыкается в лужу, чтобы образовался буртик. Сварка TIG известна тем, что на ней образуются очень привлекательные сварные швы.
Сварка с помощью аппарата TIG также является отличным способом получения аккуратных сварных швов.В отличие от сварки MIG, сварка TIG практически не образует брызг, поэтому дополнительные меры по шлифовке и полировке обычно не требуются. Это приложение отлично подходит для металла, который можно открыто увидеть на готовом изделии, например, на оборудовании или металлической мебели.
К сожалению, сварка TIG требует строгой координации и контроля со стороны сварщика. По этой причине многие компании, производящие сварочные аппараты для сварки TIG, также предлагают компоненты с ЧПУ (с числовым программным управлением), которые позволяют использовать робота для обеспечения согласованности сварных швов.В противном случае сварщик должен быть очень квалифицированным и опытным, чтобы сделать это.
Сварочные аппараты переменного/постоянного тока
На рынке имеются сварочные аппараты, которые могут выполнять сварку как на переменном, так и на постоянном токе. Существуют аппараты для однопроцессной сварки (например, только TIG), а есть многопроцессорные аппараты. Сварщики, использующие несколько процессов, могут использовать два из трех основных процессов или даже все три.
Сварочные аппараты переменного/постоянного тока более гибкие, чем однополярные, а многопроцессорные сварочные аппараты еще более гибкие.Эти машины могут справиться с любой задачей, которую вы хотите взять на себя. Конечно, большим недостатком сварочных аппаратов переменного/постоянного тока является цена. Добавление возможностей означает увеличение расходов. Они великолепны, если вы хотите взять на себя все, но вам придется заплатить за это.
Как определить, какой тип тока использовать
При выборе сварочного аппарата может быть сложно просмотреть всю рекламную информацию, чтобы действительно узнать, что вы получаете. Если у вас уже есть сварочный аппарат или даже сварочный аппарат переменного и постоянного тока, может быть сложно решить, какой из них использовать для определенного проекта или приложения.
Если у вас уже есть сварочный аппарат или даже сварочный аппарат переменного и постоянного тока, может быть сложно решить, какой из них использовать для определенного проекта или приложения.
Дополнительные брызги при сварке переменным током представляют большую проблему при работе над головой. Вместо того, чтобы брызгать на свариваемую деталь, вы брызгаете на себя и свою рабочую зону. Постоянный ток уменьшает разбрызгивание и делает вещи чище и безопаснее. Если вы выполняете много работы над головой, придерживайтесь постоянного тока.
Более тонкие металлы Вы можете работать немного быстрее при сварке постоянным током, что хорошо для тонкого металла.Если вы будете двигаться слишком медленно на тонком листе, вы можете прожечь металл, что создаст больше проблем. Скорость важна для сварки листового металла. Все, что вас замедляет, может привести к прогоранию материала — используйте DC для листового металла.
Все, что вас замедляет, может привести к прогоранию материала — используйте DC для листового металла.
Большинство видов сварки ВИГ лучше всего работают на постоянном токе. Сталь, нержавеющую сталь и медь лучше всего сваривать методом TIG на постоянном токе. Хорошее проплавление, гладкий валик и прочные соединения — все это достигается за счет сварки TIG на постоянном токе. Некоторые сварочные аппараты TIG работают на переменном/постоянном токе, что позволяет работать с алюминием, а остальные работают только на постоянном токе.Они не производят сварочные аппараты AC TIG.
Одноуглеродная пайка Подобно сварке TIG, в этом процессе используется неплавящийся электрод и отдельный присадочный стержень. Для этого требуется установка постоянного тока с прямой полярностью. Обратная полярность воспламенит электрод, а переменный ток разрушит его. Одноуглеродная пайка будет работать только с при прямой полярности постоянного тока.
Многие небольшие сварочные аппараты переменного тока типа «жужжащий ящик» работают от бытового тока.Вам не нужно вызывать электрика для настройки этих сварочных аппаратов начального уровня. Если вы только начинаете или хотите взять портативный сварочный аппарат в магазин своего приятеля, лучше всего подойдет переменный ток.
Машинное оборудованиеРазличные части тяжелого оборудования могут намагнититься, что требует сварки на переменном токе. Также немного легче работать на ржавом или грязном оборудовании с помощью сварочных аппаратов переменного тока, чем с другими процессами. Также легче работать на улице со сварочными аппаратами, чем с другими типами, которые подходят для машин переменного тока.
Сварка алюминия TIG Быстрая смена полярности переменного тока очищает алюминий. Это предохраняет оксидный слой от загрязнения сварного шва и ослабления соединения. Высококачественные сварочные аппараты TIG имеют настройки переменного тока, оптимизированные для алюминия. Если вы хотите сварить алюминий методом TIG, обязательно приобретите сварочный аппарат AC/DC TIG.
Высококачественные сварочные аппараты TIG имеют настройки переменного тока, оптимизированные для алюминия. Если вы хотите сварить алюминий методом TIG, обязательно приобретите сварочный аппарат AC/DC TIG.
Длинные прямые соединения между пластинами лучше всего подходят для глубокого провара при сварке переменным током.Наиболее цитируемым примером этого является судостроение. Однако, если вы свариваете грузовое судно Panamax или авианосец длиной в тысячу футов, вам действительно следует обращаться к техническим спецификациям, а не к Интернету.
Вокруг намагниченных полей Везде, где магнитные поля могут вызвать блуждание дуги, лучше всего использовать сварочный аппарат переменного тока. Намагниченные поля чаще встречаются в стали с высоким содержанием никеля или в трубах, находящихся в земле длительное время. Это также проблема в соединениях с глубокими канавками или внутренних углах угловых сварных швов.Все они являются хорошими кандидатами для сварки на переменном токе, а не на постоянном токе.
Если у вас небольшая сварочная мастерская и вам нужно справиться со всем, что проходит через дверь, очень гибкий сварщик станет много смысла. С помощью всего лишь нескольких настроек переключателей на сварочном аппарате вы можете использовать переменный или постоянный ток, а также использовать дуговую сварку, сварку MIG или TIG.
Деньги не проблемаИногда нам везет.Может быть, вы купили правильный билет со скидкой, или, может быть, бабушка Гортензия прошла и оставила вам немного наличных (кстати, извините за вашу потерю). Во всяком случае, в жизни бывают моменты, когда у вас есть деньги, которые нужно потратить. Если вы там, потратьте немного денег на высококачественный сварочный аппарат переменного / постоянного тока. Вы сможете выполнять все виды сварочных работ, и вы не пожалеете, что сделали это.
Вывод на вынос
Существует множество различных типов сварочных аппаратов, каждый из которых имеет уникальные характеристики, для которых требуются определенные материалы и ток. Важное различие между сварочными аппаратами переменного и постоянного тока.
Понимание этого различия важно при принятии решения о том, какой вид сварки использовать для проекта или какой тип сварочного аппарата купить. Небольшие сварщики переменного тока будут работать от розеток на 110 вольт, в то время как более крупным сварщикам для лучшей работы требуется ток 220 вольт. В большинстве домашних гаражей и магазинов нет 220 розеток, поэтому не забудьте проверить, планируете ли вы покупать сварочный аппарат постоянного тока.
(Если вы решите приобрести сварочный аппарат постоянного тока, для которого требуется 220, электрик может установить выключатель и розетку в вашем магазине или гараже.Это не опасно — 220 В — это то же напряжение, которое используется в сушилках для белья, печах и системах отопления, вентиляции и кондиционирования воздуха. Большинство людей не занимаются сваркой, поэтому в гаражах нет 220-вольтовых цепей.)
Сварочные аппараты переменного тока, как правило, лучше всего подходят для начала, когда вы решите заняться сваркой впервые.