в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
|
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
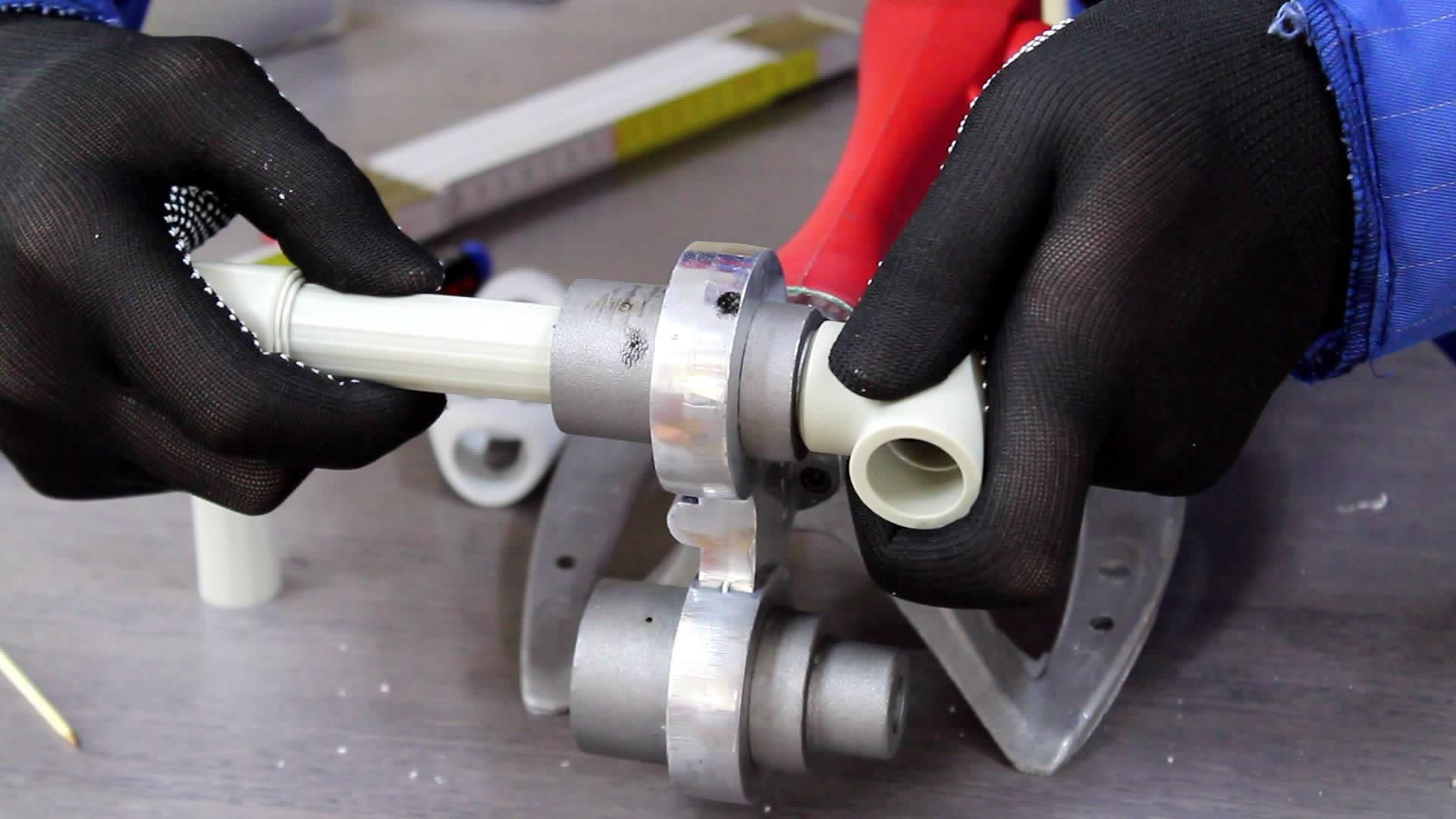
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.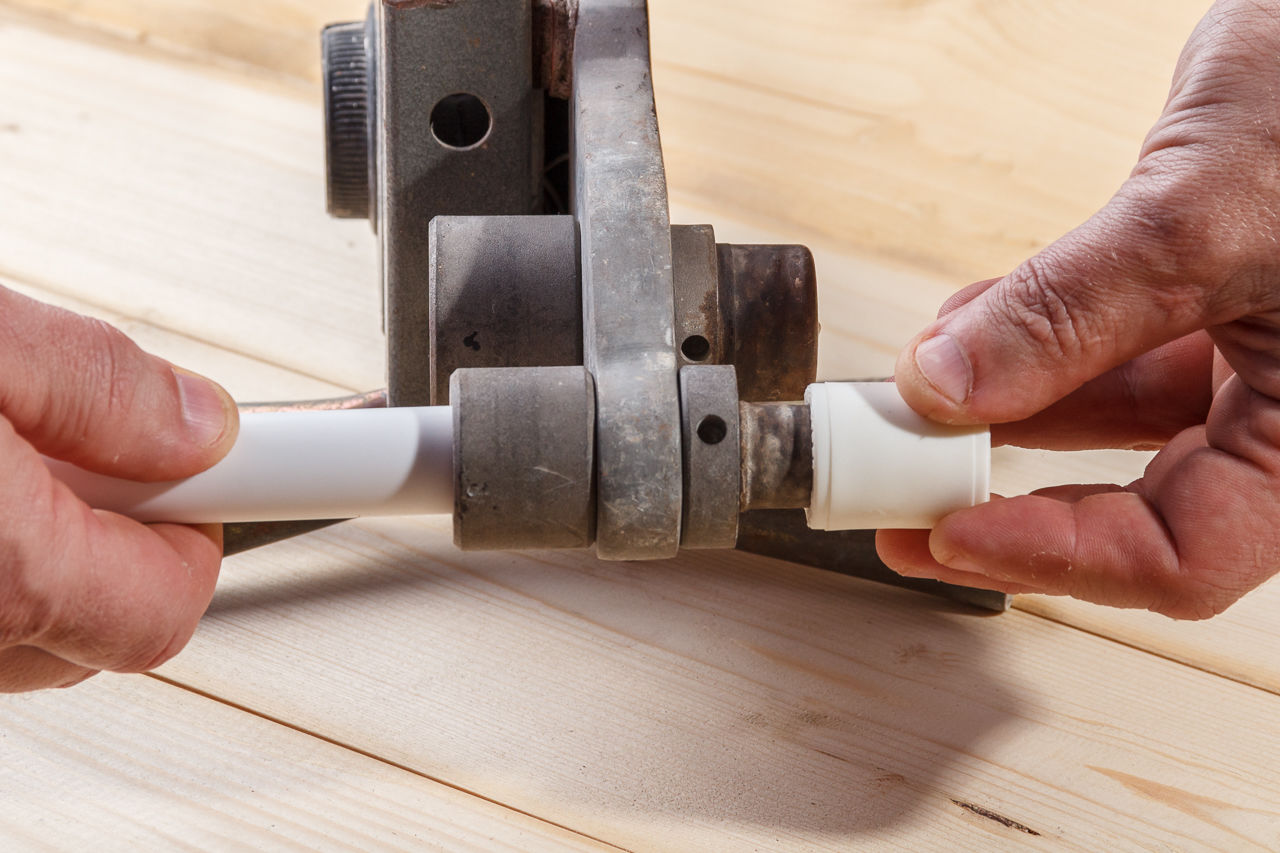
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
-
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим. - Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
-
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.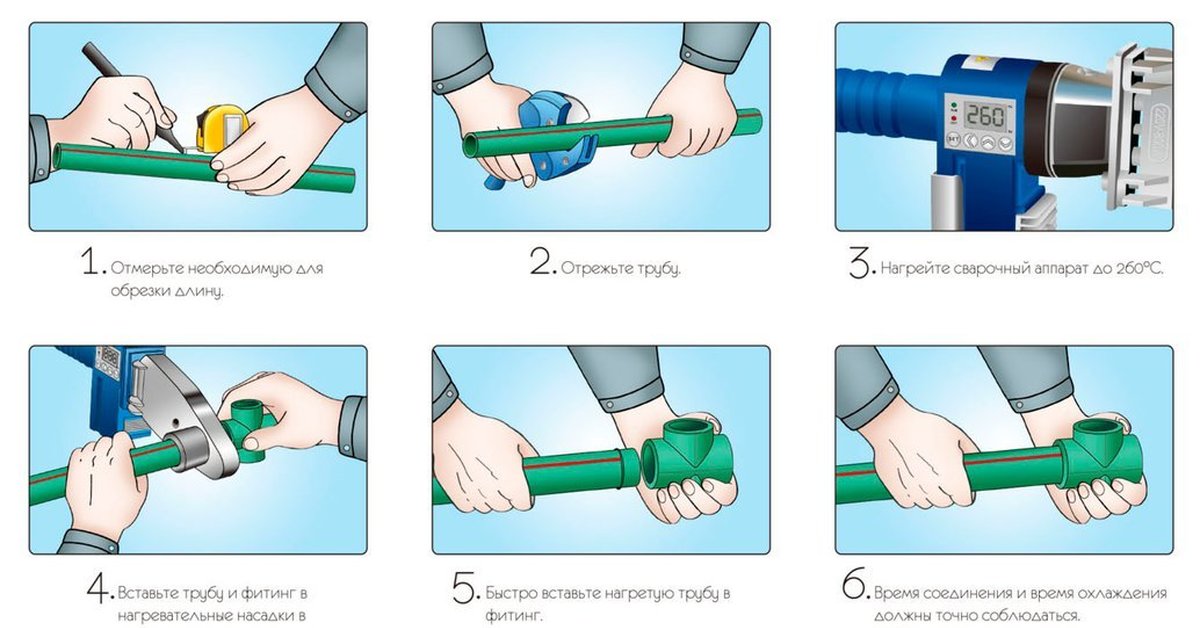
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
Как правильно варить трубы, какими электродами паять пластиковые коммуникации
При соединении труб, чаще всего, применяют сварку. Сегодня в продаже можно найти большой выбор сварочных аппаратов, как бытового, так и промышленного назначения, поэтому многие домовладельцы берутся за выполнение сварочных работ самостоятельно.
При этом у новичков, естественно возникают вопросы: как правильно – правильно варить трубы, как подбирать электроды, как готовить поверхности к сварке и проверять качество швов. Попробуем разобраться в этих проблемах.
Пример сварки металлических труб
Сегодня в строительстве используется множество различных методов сварки.
Так, по способу соединения металла сварка подразделяется на:
- Термическую, к которой отнесены все методы сварки путем плавления.
- Термомеханическую, к которой относится стыковая контактная сварка, а также сварочный процесс с использованием магнитоуправляемой дуги.
- Механическую, к которой отнесены способы сварки трением и взрывом.
На предприятиях и при сооружении трубных магистралей, в большинстве случаев, используются автоматические и полуавтоматические способы сварки. В частном строительстве широко используется метод ручной дуговой сварки.
Подготовительные работы
Соединение труб с помощью ручной дуговой сварки
Прежде чем приступить к выполнению сварных соединений, необходимо подготовить поверхности труб и правильно подобрать материалы для работы.
Выбор электродов
Для выполнения ручной дуговой сварки в качестве расходного материала используются электроды. Этот материал выпускается в огромном ассортименте, поэтому вопрос, какими электродами варить трубы, является чрезвычайно важным.
Этот материал выпускается в огромном ассортименте, поэтому вопрос, какими электродами варить трубы, является чрезвычайно важным.
Все многообразие выпускаемых электродов можно разделить на две группы:
- Электроды с плавящимся основанием;
- Неплавящиеся электроды.
Данная классификация осуществляется путем оценки материала, который использован для изготовления сердцевины электроды. Так, плавящиеся электроды изготавливают из сварочной проволоки различной толщины и состава. Сердцевина неплавящихся электродов изготовляется из вольфрама, графита или электротехнического угля.
Соединение труб с помощью ручной дуговой сварки своими руками
Кроме того, классификация электродов проводится путем оценки их покрытия.
Каждый тип покрытия создан для решения определенных задач, поэтому крайне важно учитывать это обстоятельство при выборе.
- Электроды с целлюлозным покрытием (марка C) применяются для выполнения кольцевых и вертикальных швов на трубах большого диаметра.
- Электроды с покрытием рутилово-кислотного типа (марка RA) отличаются особой структурой образуемого при сварке шлака, который по окончанию работ можно легко удалить.
- Электроды с рутиловым покрытием (марки R, RR) выделяются легким повторным поджигом, хорошей степенью ударяемости шлака и позволяют создавать швы с товарной внешней поверхностью. Их используют для постановки прихваток, а также для создания угловых швов и проваривания внешних слоев швов, которые должны иметь красивый внешний вид.
- Электроды с рутилово-целлюлозным покрытием (марка RC) рекомендованы для выполнения швов в любых направлениях, в том числе и в самом сложном случае – при образовании вертикального шва по направлению сверху вниз.
- Электроды с основным покрытием (марка B) позволяют создавать швы с отличными характеристиками вязкости и наименьшей вероятностью растрескивания.
Эти электроды рекомендуется использовать для сваривания труб с большой толщиной стенок, а также в тех случаях, когда необходимо сохранить высокую вязкость шва, например, для создания трубопроводов, которые будут эксплуатироваться в условиях низких температур.


Подготовка поверхности труб
Подготовка поверхности труб для сварки
Перед тем, как варить трубы, необходимо подготовить их кромки, то есть поверхности, которые будут задействованы в процессе сварки.
- Трубы следует проверить на соответствие требованиям, заложенным в проекте трубопровода. Основные условия: соответствие размеров, наличие сертификата, отсутствие деформации (эллипсности), отсутствие разницы в толщине труб, соответствие химсостава металла труб и их механических свойств требованием ГОСТа.
- При подготовке стыков производят их очищение от грязи, масла и следов ржавчины, проверяют перпендикулярность плоскости торца оси трубы, измеряют угол раскрытия кромки и величину притупления.
Совет!
Угол раскрытия кромок для создания хорошего шва должен быть равен величине 60-70 градусов. Величина притупления, как правило, составляет 2-2,5 мм.
- При несоответствии формы скоса кромок труб выполняют их механическую обработку при помощи фаскоснимателей, торцевателей или шлифовальных машинок.
Для подготовки труб большого диаметра используют фрезерные машины или используют термические методы подготовки, например, газокислотную или воздушно-плазменную резку.

Выполнение сварки
Процесс сваривания металлических труб
Рассмотрим, как правильно варить трубы.
Установка прихваток
- Прихватки являются составной частью шва, их выполняют с использованием того же типа электродов, которые будут использоваться для основной сварки.
- При выполнении сварки металлических труб (для отопления, например), имеющий диаметр до 300 мм выполняют четыре прихватки, располагая их равномерно по окружности. Каждая прихватка должна иметь высоту 3-4 мм и длину 50 мм.
- При сваривании труб большего диаметра прихватки располагают через каждые 250-300 мм.
При сборке трубопроводов следует стремиться к тому, чтобы максимальное число стыков выполнялось в поворотном положении. Трубы, имеющие толщину стенок до 12 мм, соединяют сваркой в три слоя. Рассмотрим, как правильно варить трубу в поворотном положении.
Рассмотрим, как правильно варить трубу в поворотном положении.
Сварка поворотным методом
Высококачественный сварной шов металлических труб
Первый сварочный слой выполняют высотой 3-4 мм, для этого используются электроды диаметром от 2 до 4 мм. Второй слой создают с использованием электродов большего диаметра.
Выполняют работу так:
- Стык делят на четыре сектора.
- Сначала сваривают первый и второй сектора, расположенные в верхнем полушарии трубы.
- После чего трубу поворачивают и выполняют сваривание оставшихся двух секторов.
- Далее трубу снова поворачивают и выполняют второй слой шва на первых двух секторах.
- Завершают работу путем выполнения второго слоя шва в третьем и четвертом секторах, предварительно снова перевернув трубу.
Третий слой шва накладывается в одном направлении при вращении трубы.
Совет!
При сваривании труб, имеющих диаметр до 200 мм, можно не выполнять деление на сектора, выполняя все слои шва в одном направлении при выполнении вращения трубы.

Сварка труб из пластика
Аппарат для сварки пластиковых труб
В частном строительстве металлические трубы сегодня используют редко, предпочитая работать с пластиком.
Поэтому вопрос, как варить пластиковые трубы, интересует многих домашних мастеров.
Совет!
При проектировании трубопровода из полипропиленовых труб, следует учитывать, что при нагреве такие трубы могут несколько вытянуться.
- В аппарате закрепляются нагревающие насадки.
Совет!
Для сварки полипропиленовых труб необходима температура 250-270 градусов.
- Далее отмеряются отрезки труб заданного проектом размера, и производится их обрезка. Края деталей рекомендуется заточить под небольшим углом.
- Маркером на трубе отмечается длина соединения с фитингом так, чтобы конец трубы в него не упирался.
- Поверхности труб, которые будут подвергаться сварке, следует обезжирить.
- Фитинг разогревается несколько дольше, чем труба, поэтому его обрабатывают первым. Затем на нагретую насадку надевается труба.
После прогрева (время зависит от характеристик используемого аппарата), детали снимаются с насадки и закрепляются плавным движением без поворота. Шов следует фиксировать, пока он не остынет.

Таким образом, можно получить надежные соединения, используя пластиковые трубы — как варить такие детали, рассказано выше, однако, при выполнении работы следует учитывать следующее:
Сварка пластиковых труб своими руками
- Чтобы получить действительно надежный трубопровод, нужно внимательно отнестись к выбору сырья, а именно, приобрести качественные трубы и соединительные детали.
- Нельзя забывать о необходимости механической обработки состыковываемых кромок, так как в противном случае, невозможно получить качественное соединение. Торец трубы после обрезки следует обязательно зачистить, используя торцеватели, шейверы или напильники, имеющие мелкую насечку.

Выводы
Выполнение стыков труб при строительстве трубопроводов – это ответственная работа, от качества которой зависит надежность сооружаемых сетей. Поэтому, независимо от материала используемых труб, выполнение сварочных работ должно быть осуществлено в строгом соответствии с требованием СНиП.
Самостоятельная сварка пластиковых труб большого диаметра
Сварка труб большого диаметра
Пластиковые трубы свариваются диффузионным способом. Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм.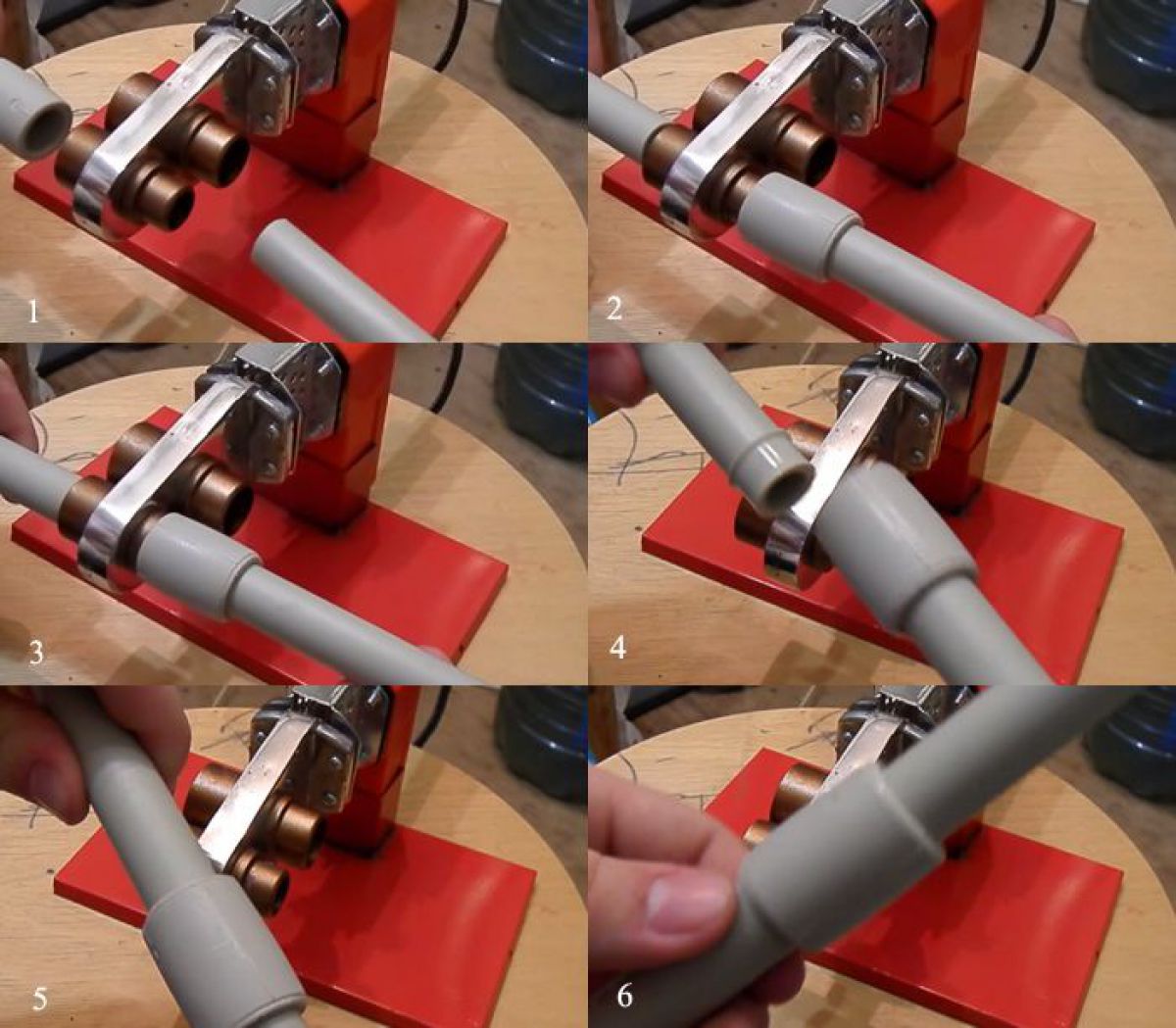 Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими. Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
В комплекте устройства должны быть подвижные хомуты, центратор с зажимами, сварочное зеркало для нагрева торцов. Инструкция к прибору поможет правильно выполнить работу. Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Аппарат для сварки габаритных труб
- Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата. Это важно для создания нужного усилия при стыковке частей.
- Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей. После этого обработанных частей нельзя касаться руками.
- Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.
- Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков. Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
- Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
 После этого обработанных частей нельзя касаться руками.
После этого обработанных частей нельзя касаться руками.Последовательность действий сварщика хорошо изучать по видео в интернете. Эти уроки очень полезны для людей, не имеющих подобных навыков. Рекомендуется тщательное изучение инструкций по работе с аппаратурой и строгое соблюдение норм безопасности. Как показывает практика, сварить крупные полимерные трубы своими руками – это сложная, но выполнимая задача.
Рекомендуется тщательное изучение инструкций по работе с аппаратурой и строгое соблюдение норм безопасности. Как показывает практика, сварить крупные полимерные трубы своими руками – это сложная, но выполнимая задача.
Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.
Перед начало работ требуется оснастить паяльник для полипропилена (сварочный аппарат) насадками для соответствующего диаметра соединяемых элементов. Эти насадки представляют из себя «дорн» (втулку для нагрева внутренней поверхности) и «гильзу» (для нагрева наружной поверхности)
Затянув дорн и гильзу на нагреваемой шине утюга, включаем его на температру не менее 260 градусов (некоторые аппараты имеют градацию устанавливаемой температуры 200 — 240 — 280 градусов, минуя отметку 260. В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев «догонит» температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.
В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев «догонит» температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.
Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
Теперь определяемся со временем нагрева в зависимости от диаметра трубы. Есть вот такая таблица, выведенная опытным путем, и не противоречащая рекомендациям производителей полипроплиновых труб и комплектующим, в которой приведено ориентировочное время нагрева труб разного диаметра при «эталонной» температуре окружающей среды (комнатной температуре) — 20-24 градуса по Цельсию.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Но это еще не все. При сварке полипропиленовых труб, есть такое понятие как «время сварки» Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
При сварке полипропиленовых труб, есть такое понятие как «время сварки» Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
Теперь, для того что бы соединение не имело возможности деформироваться, или изменить ориентирование, и его ресурс был долгим, следует воздержаться от механического воздействия на спаиваемый узел (изгиба, вытягивания) Время выдержки после пайки называется «временем охлаждения» и должно быть не меньше —
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.
 не менее 2 минут;
не менее 2 минут;Разумеется, после приобретения опыта сварных работ на полипропилене, вы научитесь опытным путем определять степень нагрева соединяемых элементов из полипропилена, и рука будет понимать как она чувствует степень нагрева трубы даже через рукоятку утюга. И что такое «буртик/валик» слоя пропилена, получающийся при правильной пайке на стыке соединяемых элементов, вот он —
Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Пайка труб из полипропилена без специального оборудования
Пайка труб из полипропилена – это такая операция, которую иногда приходится производить в собственном доме своими руками. Специально покупать для этого сварочный аппарат вовсе не целесообразно. Поэтому многие пытаются отыскать такую инструкцию, такие методы, которые избавили бы их от дорогостоящего приобретения. Сегодня мы намерены предложить такой способ, который вполне применим в домашних условиях и не требует совершенно никакого специального оборудования.
Сегодня мы намерены предложить такой способ, который вполне применим в домашних условиях и не требует совершенно никакого специального оборудования.
Максимум информации о полипропиленовых трубах и способах их сварки вы можете почерпнуть из нашей статьи, полностью посвященной этой теме.
Пайка труб из пропилена небольшого диаметра своими руками
Речь пойдет о таких трубах, которые чаще всего применяются при разводке внутри дома, т.е. о трубах диаметром 20 мм. Допустим, нам требуется произвести спайку трубы и примыкающего к нему углового фитинга.
Пайка труб из пропилена такого диаметра без труда может быть произведена, если под рукой имеется какой-то безопасный источник огня, каким может являться, например, вот такая миниатюрная газовая горелка.
По существующим регламентам и для обеспечения необходимого качества соединения труба должна заходить в фитинг на 14 мм. Чтобы не произошло нарушения данного норматива, целесообразно заранее отмерить это расстояние от края трубы и карандашом поставить метку.
Сделав это, можно приступать к глубокому разогреву спаиваемых элементов. Фитинг, естественно, должен разогреваться изнутри.
Разогрев конца трубы производится снаружи.
Когда обе детали хорошенько разогреты, их можно вставлять друг в друга.
Вставляя трубу, следует ориентироваться на нанесенную ранее карандашную метку, которая должна оказаться точно по краю фитинга.
После этого выполненное соединение следует охладить, не подвергая его никаким внешним воздействиям. Охлажденное место спайки будет очень прочным и ни в коей мере не уступит по прочности тем соединениям, которые обычно производятся с помощью специальных сварочных аппаратов, о которых мы уже рассказывали. В этом можно убедиться, разрезав только что выполненное место спайки.
Как видно на приведенном выше фото, место стыка трубы и фитинга является совершенно монолитным, и такую трубу можно без малейшей опаски включать в состав домашней системы водоснабжения.
Итак, если вам необходима пайка труб из полипропилена, вы без труда сумеете выполнить эту работу своими силами, не приобретая для этого никаких специальных инструментов. Для этого достаточно лишь взять себе на заметку приведенную нами рекомендацию.
Автор статьи: Сергей Минеев
Я вкладываю в написанные мной материалы всю свою душу и все свои знания в надежде, что это будет полезно посетителям нашего сайта. Буду очень признателен всем, кто решит написать свое мнение о моей работе, свои замечания и предложения в форме для комментариев, имеющейся после каждой из опубликованных мной статей.
Как запаять полипропиленовую трубу когда течет вода
Иногда появляется необходимость припаять к полипропиленовой трубе в действующей водопроводной или какой-либо другой системе дополнительную трубу или трубную арматуру (поворот, отвод, тройник, кран и т. д.). Конечно, если нет технической возможности перекрыть воду выше, то ни о какой пайке речи быть не может.

Но даже если вода перекрывается и давления полностью отсутствует, жидкость может продолжать капать, особенно в стояке, и нет никакой возможности ее остановить, например, из-за ветхости крана и неполного его закрытия. В этом случае пайка также становится непростым делом, но есть один способ, который при некоторой сноровке, делает ее возможной, причем пайка при этом получается качественной и достаточно надежной.
Хитрость, с помощью которой можно временно заглушить трубу
Для этого необходимо взять свежий хлебный мякиш, хорошенько его размять пальцами и, когда он станет пластичным, как пластилин, стряхнув и протерев накопившуюся воду, заткнуть размягченным мякишем капающую полипропиленовую трубу, слегка проталкивая его дальше, чтобы создалось некоторое подобие затычки или пробки.
Теперь необходимо действовать очень сноровисто. Паяльный агрегат должен быть заранее включен и разогрет до требуемого температурного режима. Нагреваем концы запаиваемых труб или трубы с трубной арматурой (в нашем случае это быстродействующий кран) до пластического состояния, соединяем их и удерживаем в таком положении до полного отвердевания места пайки.

Возникает законный вопрос: как из трубы удалить созданную нашими же руками хлебную пробку, чтобы она не стала причиной закупорки и перекрытия воды в системе? Во-первых, ничего удалять не придется, во-вторых, при возобновлении подачи воды давление вынесет нашу импровизированную заглушку, размыв ее предварительно на мелкие фрагменты.
Можно ли хлеб заменить чем-то другим, более «надежным», как нам может показаться, например, жевательной резинкой или сырым тестом. Ни первый, ни второй вариант использовать нежелательно. Жевательная резинка точно закупорит трубу, затвердев под действием холодной воды. Сырое же тесто трудно разжижается водой и тоже может создать проблему, вплоть до разъема соединения для его удаления, и новой пайки. Остается только хлеб: он неплохо «держит» небольшой объем воды и легко размягчается под напором жидкости, делится на мелкие фрагменты и выносится из системы без остатка, причем за короткое время.
Смотрите видео
 youtube.com/embed/V33barEKZrM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/V33barEKZrM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>вварить патрубок в пластиковый бак, впайка полиэтиленовой трубы, сварка труб корсис
Приварить пластиковую трубу в емкость, приварить фитинги любого диаметра в существующие емкости или трубы. Одной из наших услуг является вваривание патрубков, фитингов, резьбовых соединений и других элементов в уже существующие емкости и баки. Если вам нужно приварить к существующей полиэтиленовой или полипропиленовой емкости трубу с резьбовым или другим соединением (например для перехода с пластика на металл) — вы попали по адресу. Часто готовые емкости не оборудуются всеми необходимыми входами и выходами нужными для правильной работы системы водоснабжения, в этом случае мы сможем помочь вам исправить проблему, ведь в случае напорных или больших емкостей нужно экструзионное соединение труб с баком, простые паяльники для труб здесь не дадут нужного результата и могут привести к катастрофическим последствиям. Также мы РАБОТАЕМ С ТРУБАМИ КОРСИС.
Также мы РАБОТАЕМ С ТРУБАМИ КОРСИС.
Полиэтиленовые трубы и полипропиленовые трубы используются в различных сферах: в водоснабжении и канализации, в системах дренажа и орошения загородных участков, в отоплении квартир. Полипропилен экологически чистый материал, который подходит под питьевую воду, поэтому основным применением полипропиленовых труб является разводка по квартире или дому напорных и безнапорных систем водоснабжения.
В системах водоснабжения и канализации также применяются полиэтиленовые трубы, которые обычно используются в наружной канализации, при необходимости мы можем осуществить сварку и монтаж полиэтиленовых соединений.
Сварка пластиковых труб позволяет получить надежное неразъемное соединение.
Полипропиленовые трубы гарантируют долгий срок службы, их стоимость невелика, а качество, надежность и долговечность пластиковых трубопроводов превосходит аналогичные металлические аналоги.
Правильно сваренные и смонтированные трубы прослужат Вам без проблем десятки лет. Качественный монтаж полиэтиленовых и полипропиленовых труб избавит Вас от проблем в дальнейшей эксплуатации всей системы водоснабжения.
Пайка полиэтиленовых труб большого диаметра. Иногда возникает необходимость приварить трубы, перегородки, дополнительные разводки или другие элементы. Мы поможем в этом. Если есть необходимость изготовить пластиковые понтоны из труб — вы обратились по адресу.
Пайка полипропиленовых труб в квартире самая распространенная услуга на данное время. Знающие люди меняют металлические трубы на пластиковые, так как с ним легко работать, он экологичный и в случае протечек легко ремонтируется.
Цена сварки труб рассчитывается из объема работ, количества узлов и диаметров разводки. На выполненные работы мы даем гарантию.
Сварка полиэтиленовых труб экструдерами также входит в перечень наших услуг.
Фитинги для пластиковых труб, Фитинги для пластиковых труб из ПВХ, Резьбовые фитинги для пластиковых труб, Поставщики фитингов для пластиковых труб
Пластиковые фитинги стали очень популярными в наши дни для водопроводных и дренажных линий. Низкая стоимость, хорошая прочность и простота монтажа сделали пластиковые трубы наиболее популярными.
Низкая стоимость, хорошая прочность и простота монтажа сделали пластиковые трубы наиболее популярными.
Разновидность:
Фитинги, предназначенные для пластиковых труб и для соединения пластиковых труб с металлическими, доступны в различных вариантах, таких как резьбовые, компрессионные и свариваемые растворителем.Диаметр и технические характеристики фитингов для пластиковых труб также различаются в зависимости от их применения. Например, фурнитура
с меньшими диаметрами используются для напорных соединений, они немного тяжелее и имеют более глубокие горловины.
Внимание покупателя
|

Типы используемого пластика:
Для изготовления трубной арматуры используются различные марки пластика. Наиболее популярные виды пластика:
- ПВХ и ХПВХ: ПВХ или поливинилхлорид – наиболее популярный материал, используемый для изготовления фитингов для пластиковых труб.Эти фитинги являются жесткими и соединяются резьбовыми или клеевыми соединениями. Трубы из ПВХ бывают разных номиналов давления, и фитинги следует выбирать соответственно. Стандартные трубы из ПВХ и
арматура используется только для подачи холодной воды и линии слива.
- Другая разновидность ПВХ, называемая ХПВХ, идеально подходит для использования в линиях горячего водоснабжения.
- АБС: (акрилонитрилбутадиенстирол) — еще одна разновидность пластика, широко используемая для изготовления фитингов для пластиковых труб.ABS можно легко узнать по черному цвету и жесткости. Фитинги из АБС обычно используются для дренажных линий и более экономичны, чем фитинги для труб из ПВХ.
- Полиэтилен: Полиэтиленовая труба, также известная как PE, в основном предпочтительна для линий горячего и холодного водоснабжения. Полиэтилен обычно имеет черный или серый цвет и является полугибким. Эти трубы часто соединяются с помощью штуцеров с зажимными кольцами. Тем не менее, эти фитинги также могут быть сварены с помощью соответствующего
инструмент.Полиэтилен в основном используется для линий подачи в систему полива газонов, подземных петель в геотермальном отоплении и т. д.
- Нейлон: Нейлон обладает высокой устойчивостью к химическим реакциям. Из-за этого нейлон является наиболее популярным выбором для изготовления труб, используемых в водопроводах и других трубопроводах, по которым проходят легковоспламеняющиеся жидкости и растворители.
 Стандартные трубы из ПВХ и
арматура используется только для подачи холодной воды и линии слива.
Стандартные трубы из ПВХ и
арматура используется только для подачи холодной воды и линии слива. д.
д.От труб к музыкальным произведениям: бразильский проект производит скрипки из ПВХ для детей
Это основная идея проекта Locomotiva, который превращает трубы из поливинилхлорида (ПВХ) в скрипки и виолончели и предлагает бесплатные уроки музыки десяткам молодых музыкантов в бразильском штате Сан-Паулу.
«Это процесс, который требует небольшой работы и времени», — сказал Иван да Силва Оливейра, мастер, изготавливающий скрипки для проекта. Производственный процесс состоит из 42 шагов от резки и нагрева трубы до обрамления и обрезки инструмента.
Зарегистрируйтесь прямо сейчас и получите БЕСПЛАТНЫЙ неограниченный доступ к Reuters.com
Зарегистрируйтесь
Но нельзя отказываться от экономии. По словам Ивана, скрипка, изготовленная мастером, который специализируется на изготовлении и ремонте струнных инструментов, может стоить до 8000 реалов (1540 долларов США) в зависимости от дерева. Даже средняя скрипка оценивается примерно в 800 реалов, но материал из ПВХ означает, что вместо этого стоимость снижается примерно до 300 реалов.
После того, как в 2018 году они начали производить скрипки, это более дешевое решение позволило организации избавиться от длинного списка молодых людей в возрасте от 7 до 17 лет, ожидающих получения инструмента.
«Это труба из ПВХ, которая становится скрипкой, с помощью которой мы сочиняем музыку, играем, делаем много классных вещей. Это волшебство», — сказал дирижер Рожерио Шуиндт.
Помимо скрипок, проект также производит виолончели и имеет собственный оркестр.
Трубы ПВХ, обычно используемые в строительстве и гидравлических установках, пожертвованы нефтехимической компанией Braskem (BRKM5.SA).
«Это сенсационно — знать, что труба, по которой течет вода, теперь приносит музыку», — сказал 11-летний Габриэль Сантос Эспиноза, один из студентов проекта, обнимая свою скрипку из ПВХ.
(1 доллар = 5,1976 реалов)
Зарегистрируйтесь сейчас и получите БЕСПЛАТНЫЙ неограниченный доступ к Reuters.com
Зарегистрируйтесь
Отчет Леонардо Бенассатто; Написание Каришмы Сингха; Под редакцией Дайан Крафт
Наши стандарты: Принципы доверия Thomson Reuters.
12 креативных идей для начала — готовьте
Вы мастер по благоустройству дома или просто энтузиаст? В любом случае, мы уверены, что вы найдете эту статью интересной! Если вы ищете идеи, чтобы начать проект DIY с трубами из ПВХ с использованием оставшихся пластиковых труб, вы наткнулись на идеальное место.
Вариантов столько, сколько позволяет ваше воображение! Трубы такой универсальный материал : без особых усилий можно нагреть пластик и согнуть его, чтобы придать трубке нужную форму. Кроме того, его легко пилить и клеить. Без дальнейших церемоний, Cook It представляет собой чудо выбора для DIY с трубами из ПВХ ! Надеемся, вам понравится и вы решите попробовать хотя бы пару из этих идей!
- Превосходная идея для полки ! Этот проект будет простым, как пирог, даже для тех, кто не слишком хорошо знаком с инструментами обращения.©
- Почему бы не использовать пластиковые трубы, оставшиеся после ремонта, в качестве винтажных , промышленных крюков ? ©
- Скромные, но элегантные полки из деревянных досок и труб! ©
- Подставка для ноутбука — пожалуй, лучшая идея! ©
- Стильный, единственный в своем роде органайзер для обуви — выглядит очень круто, правда? ©
- Так же можно хранить шарфы и шали. ©
- Используйте трубы, чтобы сделать стойку для сушки белья любой формы и размера.©
- Разве это не самый грандиозный раздел DIY , который вы когда-либо видели? ©
- Боковая рейка очень полезная вещь, если малыш спит с родителями. ©
- Еще одна идея для родителей малышей: перегородка для безопасности малыша. ©
- Пластиковые трубы пригодятся и на кухне ! ©
- Шикарные рамки для зеркал (и картины) из обычных пластиковых труб! ©
 ©
©Разве трубы из ПВХ не прекрасны? Поделитесь этими захватывающими идеями DIY с трубами из ПВХ с друзьями — они будут в восторге!
Валери
Я изучаю английский язык, люблю языки и художественную литературу, и у меня неизлечимая привычка к путешествиям. В свободное время я читаю фэнтези, пью много кофе и люблю ходить в кино. Кулинарное искусство значит для меня все. Но главная моя ипостась – это дегустатор. Музыкальная школа научила меня ценить симфонию воздушных безе, создавать гармоничные увертюры из легких закусок, хард-рока из мяса, рыбы и овощей на гриле. Занятия хором приучили меня слышать и чувствовать людей рядом и создавать идеальные гармонии звуков.
В свободное время я читаю фэнтези, пью много кофе и люблю ходить в кино. Кулинарное искусство значит для меня все. Но главная моя ипостась – это дегустатор. Музыкальная школа научила меня ценить симфонию воздушных безе, создавать гармоничные увертюры из легких закусок, хард-рока из мяса, рыбы и овощей на гриле. Занятия хором приучили меня слышать и чувствовать людей рядом и создавать идеальные гармонии звуков.
Преимущества использования пластиковых труб
Несмотря на множество преимуществ пластиковых труб, FM также должны помнить об ограничениях.
ДРУГИЕ ЧАСТИ ЭТОЙ СТАТЬИ Pt. 1: Понимание выбора пластиковых труб Pt. 2: Этот трубопровод PagePlastic имеет широкий спектр применения, включая системы охлаждения и горячего водоснабжения, питьевой воды и лучистого тепла.
 Aquatherm
AquathermДля многих применений выбор пластиковых труб дает преимущества, которые руководители предприятия могут захотеть рассмотреть.
Один стоит.А поскольку пластиковые трубы менее жесткие, чем металлические, их часто можно изогнуть по радиусу без необходимости в соединениях и соединителях, что обычно сокращает время монтажа.
За исключением применений, требующих пара, пластиковые трубы также могут использоваться во всех применениях, где используется металл, включая системы питьевой воды, лучистого тепла и охлажденной воды. Дополнительным преимуществом является то, что пластиковые трубы не имеют стоимости лома по сравнению с медными, поэтому кражи труб на рабочих местах сокращаются.
Технология пластиковых трубопроводовтакже может использоваться в сочетании с металлическими системами для достижения наилучших эксплуатационных свойств обоих материалов. Другими словами, это не предложение «все или ничего».
В широких пределах большинство пластиковых труб выдерживают температуру воды до 180 F (ХПВХ выдерживает температуру до 200 F) и, поскольку он химически инертен, не подвержен коррозии и окислению. Проблемы с образованием накипи и накоплением биопленки также менее вероятны, чем с металлическими трубами, что делает пластик все более распространенным выбором для больниц и других медицинских учреждений.«Трубы PEX-a имеют меньше шероховатых поверхностей, чем медные, — говорит Аарон Стотко, менеджер по коммерческому сегменту компании Uponor, производящей трубы PEXa. «Биопленка образуется всегда, но с менее шероховатыми поверхностями и более высоким потенциалом скорости, чем у медных труб, это приводит к уменьшению образования биопленки». По его словам, это становится все более важным для больниц, занимающихся ограничением переносимых по воздуху патогенов из водных систем, таких как легионелла.
Проблемы с образованием накипи и накоплением биопленки также менее вероятны, чем с металлическими трубами, что делает пластик все более распространенным выбором для больниц и других медицинских учреждений.«Трубы PEX-a имеют меньше шероховатых поверхностей, чем медные, — говорит Аарон Стотко, менеджер по коммерческому сегменту компании Uponor, производящей трубы PEXa. «Биопленка образуется всегда, но с менее шероховатыми поверхностями и более высоким потенциалом скорости, чем у медных труб, это приводит к уменьшению образования биопленки». По его словам, это становится все более важным для больниц, занимающихся ограничением переносимых по воздуху патогенов из водных систем, таких как легионелла.
«Трубопроводные системы [ХПВХ] также обеспечивают лучшую защиту от биопленки и бактерий, при этом они соответствуют рекомендациям ASHRAE по дезинфекции без риска повреждения», — говорит Яновяк.
По словам производителей пластиковых труб, время монтажа и монтажа быстрее и проще, чем для металлических, и в целом сокращает время монтажа.
«Я мог сделать трубный фитинг примерно за 15 секунд, — говорит Стотко из Uponor. «Я мог бы показать вам, и тогда вы могли бы сделать это за то же время».
ХПВХ использует растворитель для соединения труб; этот «химический сварной шов» прочнее металлических сварных швов, быстрее и, как и все пластиковые трубы, не требует факелов или другого открытого огня.
Никельсон из Rehau отмечает, что, поскольку PEX может изменять направление без фитингов, требуется меньше соединений. Более того, эластичная память материала позволяет использовать фитинги холодного расширения.
Эти системы компрессионных фитингов, требующие от установщика простого расширения трубы, вставки фитинга в трубу, а затем надевания компрессионной муфты на трубу и фитинг, как правило, являются самой прочной частью системы. Стотко отмечает, что сами фитинги могут выдерживать давление до 770 фунтов на квадратный дюйм.
Компрессионные фитинги также обеспечивают надежную посадку, которую можно проверить визуально. «В медных и железных системах вы не можете быть уверены в фитингах, пока они не будут испытаны давлением», — говорит Стотко.
«В медных и железных системах вы не можете быть уверены в фитингах, пока они не будут испытаны давлением», — говорит Стотко.
Для PP-R применяется процесс плавления без использования горелки. Труба и фитинг соединяются на молекулярном уровне. «Таким образом, они представляют собой один материал, и при [этом] синтезе нет открытого пламени, нет измельчения металла и не выделяются летучие органические соединения в воздух», — говорит Кэмпбелл.
Некоторые производители пластиковых труб предоставляют гарантию.Стотко отмечает, что на трубы PEXa его компании распространяется 25-летняя гарантия с момента выдачи свидетельства о вводе в эксплуатацию или когда система, использующая PEXa, «запускается» в существующем здании.
Также стоит отметить, что большинство производителей пластиковых труб печатают на внешней стороне своих труб основные рабочие характеристики, которые необходимо знать монтажникам. В этих проектных спецификациях указаны пределы давления при определенных температурах, а также производственная информация, которая обычно содержит коды дат, номера партий и т. д.
д.
Понимание ограничений
Пластиковые трубы не без ограничений. Как уже отмечалось, номинальные температуры всех пластиковых труб не превышают 200 F, что исключает их использование для работы с паром.
В некоторых случаях диаметр трубопровода ограничен. А пластиковые трубы, для которых часто не требуются антикоррозионные химические вещества, в отличие от металлических труб, подвержены другим видам повреждений.
«PP-R не вступает в реакцию со многими химическими веществами, но химическая совместимость также зависит от концентрации и температуры», — говорит Кэмпбелл.«При использовании PP-R для бытового горячего водоснабжения, где медь также используется в системе, необходимо учитывать несколько конструктивных соображений».
Но Кэмпбелл далее отмечает, как и каждый производитель пластиковых труб, с которым связались для этой статьи, что компании-производители труб могут помочь руководителям объектов определить области применения, в которых их трубы будут работать, и те, в которых они не будут работать. Кэмпбелл также отмечает, что Институт пластиковых труб может помочь инженерам, разрабатывающим гибридные пластиковые и металлические трубопроводные системы.
Кэмпбелл также отмечает, что Институт пластиковых труб может помочь инженерам, разрабатывающим гибридные пластиковые и металлические трубопроводные системы.
Janowiak отмечает, что, поскольку ХПВХ производится с использованием хлора, он не чувствителен к хлорированной воде, что иногда может быть проблемой для металлических труб. Однако он чувствителен к другим химическим веществам. «ХПВХ имеет химический состав, который может реагировать и реагировать на другие материалы, которые соприкасаются с ним, такие как изоляция, огнезащитные материалы и герметик; потенциально они могут содержать вещества, ослабляющие ХПВХ», — говорит он.
Разложение под воздействием УФ-излучения является еще одной проблемой, общей для всех пластиковых труб.Это не только ограничивает применение пластиковых труб внутри помещений, но также означает, что монтажные бригады не должны оставлять пластиковые трубы на стройплощадке, где они подвергаются воздействию солнечного света.
Что касается PEX, Никельсон из Rehau отмечает, что он чувствителен к определенным типам химических веществ, таким как продукты на основе нефти.
Пластиковые трубы менее жесткие, чем металлические, и этот факт может быть как преимуществом, так и недостатком. Для большей гибкости линии требуется больше креплений, чтобы удерживать линию на месте по сравнению с металлическими системами.Эта гибкость означает, что трубопровод также может физически двигаться больше, чем металлические трубы, если они не закреплены или закреплены должным образом, особенно в приложениях с резкими изменениями объема или скорости потока. Это не совсем гидравлический удар, как это обычно бывает с металлическими трубами, но это необходимо учитывать проектировщикам и монтажникам.
Еще одним соображением является расширение и сжатие, как и для всех строительных материалов. Яновяк отмечает, что материалы труб из ХПВХ будут расширяться при нагревании и сужаться при охлаждении, и инженеры должны учитывать это при проектировании системы.
«Влияние расширения можно контролировать изменением направления, поэтому на длинном прямолинейном участке может потребоваться смещение или петля, но требования к расширительной петле для ХПВХ не сильно отличаются от требований правильно спроектированных медных систем», — говорит он. .
.
Металлические и пластмассовые трубы имеют свои преимущества и ограничения. Как и в случае с большинством проектов, поиск надежного производителя, инженерно-проектной фирмы и строительного подрядчика означает, что руководители объектов могут выбрать лучшие характеристики любого материала трубопровода для удовлетворения потребностей своей организации.
Лорен Снайдер, пишущий редактор Building Operation Management, писатель, специализирующийся на проблемах объектов. Ранее он был управляющим редактором Building Operation Management.
Отправьте комментарии по адресу [email protected].
Похожие темы:
Комментарии
| BPA | 128 (максимум), 10. 8 (медиана) 8 (медиана) | Обнаружено в 60 из 62 DWTW в 31 крупном городе | Китай (данные за 2013 г.) | [76] | |||
| a [DWTW | Соединенные Штаты (сообщено в 2013 г.) | [77] | |||||
| 3,7–50,3 (медиана: 14,8) | Обнаружено в шести пробах водопроводной воды в частных домах 6 6 ( 6 | ) ] | |||||
| ND (сырая вода: 6.1-6.3) | Обнаружены в водопроводной воде из четырех DWTWS | Европа A (зарегистрировано в 2003 году) | [40] | ||||
| Обнаружено в одном из пяти DWTW, которые контролируются для Bisphenol A | Европа B (2001) | [40] | 0 [40]|||||
| 0.5-2 | Обнаружены в питьевой воде, полученные из подземных и поверхностных вод | Страна не указана (зарегистрирована в 2001 году) | [40] | ||||
| Обнаружен в питьевой воде из рек Рейн и Маас | Бельгия, Германия и Нидерланды (сообщено в 2000 г. ) ) | [40] | |||||
| Клофибрат (клофибриновая кислота) | 19 | Средняя концентрация, обнаруженная в пяти из восьми водопроводных вод | Испания (2012) | [79] | |||
| 5.3 | Максимальная концентрация обнаружена | Италия (сообщает в 2005 году) | [67] | ||||
| N / A | Обнаружено, но концентрация не сообщается | Соединенное Королевство (зарегистрировано в 2005 году) | |||||
| 170 | Максимальная концентрация в пробах с 1 из 14 ПВП | Германия (сообщено в 1996 г.) | [67,80] | ||||
| <75 | обнаружения) | ||||||
| Диклофенак | НД-9.4 | Обнаружен в 25 % проб из ПВВ | США (сообщено в 2013 г.) | [77] | |||
| 18 | Средняя концентрация, обнаружена в трех из восьми водопроводных водах 2 ) | [79] | |||||
| ND (сырая вода: 76,3) | Максимальные концентрации, обнаруженные в 12-месячном мониторинговом исследовании на четырех DWTW | Великобритания (2010) | [81] | Максимальная обнаруженная концентрация | Германия (сообщено в 2005 г. ) ) | [67] | |
| ДДТ | 848.2, 275,3 и 115,9 | Средние концентрации, обнаруженные в пробах питьевой воды из трех сельских районов | Индия (по данным 2012 г.) | [82] | |||
| 6,5 | Сообщили в 2009 году) | 0 [83]0 [83]0 [83]||||||
| Средняя концентрация, обнаруженные в образцах питьевой воды | 0 Оттава, Канада (1976)[84] | ||||||
| 1.7 (максимум), 0,3 (медиана) | Обнаружено в 53 из 62 DWTW из 31 крупного города (эстрон) | Китай (сообщено в 2013 г.) | [76] | ||||
| 0,1 (максимум), ) | Обнаружено в 31 из 62 DWTWS из 31 крупных городов (17β-эстрадиол) | ||||||
| водопроводная вода из четырех DWTWS | Европа A (зарегистрировано в 2003 году) | [40] | |||||
ND-10. 2 2 | ND-10.2 | Обнаружено в 13% образцов из DWTW | Соединенные Штаты (зарегистрированные в 2013 году) | [77] | |||
| Испания (2012) | [79] | ||||||
| 3.07 (сырая вода: 38,4) | Максимальные концентрации, обнаруженные в ходе 12-месячного мониторинга на 4 DWTW | Соединенное Королевство (2010) | [81] | ||||
| 3 | 0 обнаруженная максимальная концентрация | 0 В 2005 году) | 0 [67]|||||
| Tap Вода из четырех DWTWS: | Европа A (зарегистрировано в 2003 году) | [40] | |||||
| 180 | 0 IOPAMIDOL|||||||
| 29 | |||||||
| 18-100 диатризоата | |||||||
| 12 | |||||||
Н. Д. иоталамическая кислота, ioxithalamic кислота и иогексол Д. иоталамическая кислота, ioxithalamic кислота и иогексол | |||||||
| МТБЭ 20 | Средняя концентрация обнаружен в 45 пробах питьевой воды | Нидерланды (2001) | [85] | ||||
| 43–100 | Конц. Раздан обнаружены в образцах питьевой воды | Германия (1999-2001) | 0 [86]0 [86]|||||
| Nonylphenols | 558 (максимум), 27 (Median) | Обнаружено в 55 из 62 DWTWS из 31 крупных городов | Китай (по данным 2013 г.) | [76] | |||
| 12.4–60,6 (медиана: 19,5) | Обнаружено во всех пробах из DWTW | США (сообщено в 2013 г.) | [77] | ||||
| 2,5–20,5 (медиана: 6 дюймов 60,2 9026) 9026 пробы воды из частных домов | Испания (2012) | [78] | |||||
| НД (сырая вода: 21–59 нг/л) | Водопроводная вода из четырех DWTW | Европа 2 (зарегистрировано) 0396 9026 | [40] | ||||
2. 1 (сырая вода: 15-8000) 1 (сырая вода: 15-8000) | Обнаружено в четыре из пяти из пяти DWTW, которые контролируются для неилфенола (максимум) | Европа B (2001) | 0 [40]|||||
| 8 | Средняя зарегистрированная концентрация | Германия (2000) | [87] | ||||
| 2.5-16 | Диапазон концентрации | ||||||
| 2.1-15 (медианы: 2.6) | Обнаружены в шести образцах водопроводных вод от частных резиденций (неилфенол диэтоксилат) | Испания (2012) | [78] | ||||
| 2,6 (сырая вода: 0,9–12 нг/л) | Обнаружен в водопроводной воде одного из четырех DWTW (моноэтоксилат 4-нонилфенола) | Европа a (сообщено в 2003 г.) | |||||
| Обнаружено на одном DWTW, контролируемое для неилфенол-этоксилатов | Европа |
 1 (сырая вода: ND-4.1) 12-17.2 (Median: 11.9)
1 (сырая вода: ND-4.1) 12-17.2 (Median: 11.9)6 [ 94]
 6 (медиана: 1,4)
6 (медиана: 1,4)Раковины Eagle Scout Project Sinks PVC Pipe for Fish
Многие жители округа Кук с удивлением узнают, что рыболовные озера, которыми они наслаждаются в лесных заповедниках, не являются естественными элементами ландшафта, а пережитками 20 th век землепользования.Большинство озер начинались как каменоломни или «карьеры», которые поставляли материал для строительства системы шоссе Иллинойса. Когда в этих ямах больше не было необходимости, их превратили в водоемы и заселили рыбой для отдыха.
Одной из целей Секции рыболовства в лесных заповедниках является превращение этих искусственных озер в здоровые экосистемы, способные поддерживать водную жизнь поколений. Вот тут-то и появляются проект Eagle Scout и труба из ПВХ.
Кандидат в скауты-орлы девятого класса Джейсон Мюллер, члены его отряда бойскаутов и сотрудники рыбного хозяйства провели недавнее июльское утро на озере Аксхед, топя 16 сложных конструкций, построенных из пятигаллонных ведер, заполненных бетоном и украшенных выступающими трубами из ПВХ. Разновидность дизайна, используемого рыболовством с начала 2000-х годов, конструкции Мюллера предназначены для имитации подводной водной растительности. На дне озера на конструкции начинают расти растения и водоросли, и через некоторое время то, что когда-то было открытым пластиковым шлангом и трубой из ПВХ, скоро покроется зеленью, маскируясь под странный угловатый подводный кустарник.
Уже более 30 лет биологи-рыболовы разрабатывают и внедряют творческие стратегии по размещению рыбных концентраторов или искусственных мест обитания рыб в озерах лесных заповедников. Искусственные места обитания рыб являются устойчивыми и, однажды затонув, навсегда останутся в озерах. Они изготовлены из нетоксичных материалов, которые не разлагаются и не требуют обслуживания. Их самая важная функция — разбить необъятность созданного человеком «аквариума», чтобы создать площадь поверхности, пространство и убежище для водных видов.
Искусственные места обитания рыб являются устойчивыми и, однажды затонув, навсегда останутся в озерах. Они изготовлены из нетоксичных материалов, которые не разлагаются и не требуют обслуживания. Их самая важная функция — разбить необъятность созданного человеком «аквариума», чтобы создать площадь поверхности, пространство и убежище для водных видов.
Эта среда обитания имеет решающее значение для биоразнообразия, поскольку увеличивает пропускную способность водоема, позволяя большему количеству и разнообразию животных занимать одно и то же пространство одновременно. Многие рыбы в озерах полагаются на искусственную среду обитания для размножения. Некоторые также полагаются на эти районы в качестве пищи: мелкие рыбы и насекомые поедают растения и водоросли, которые растут на строениях, а более крупные рыбы часто посещают эти районы, чтобы охотиться на более мелких рыб.
Даже наземные животные, такие как птицы и рыбаки, могут принять участие в игре.«Помимо увеличения пропускной способности и улучшения экосистемы, рыбные концентраторы предоставляют рыбакам лучшие возможности для рыбалки», — сказал Стив Силик, главный биолог рыболовства, говоря о том, как искусственные места обитания рыб создают «горячие точки» водной активности.
16 ведер Мюллера присоединяются к более чем 200 конструкциям, установленным в 12 озерах по всему округу Кук работниками рыболовного хозяйства с помощью частных подрядчиков, местных клубов, школьных басовых команд и других начинающих скаутов-орлов. Это может звучать как много, но это восстановление — непрерывный процесс.«Точно так же, как на землях в заповедниках всегда нужно проводить восстановительные работы, вы всегда можете добавить среду обитания к озерам», — сказал Силич. Поскольку эти искусственные среды обитания недороги, очень эффективны и устойчивы, создание этих странных мест для размножения и кормления рыб может продолжаться еще 30 лет.
Хотите помочь местным жителям сохранить рыбу? Вы можете связаться с отделом рыболовства в лесных заповедниках по телефону 708-403-6951, чтобы обсудить способы участия. Пожалуйста, не пытайтесь строить или размещать какие-либо искусственные места обитания, не проконсультировавшись с Отделом рыболовства.
Как правильно прочистить трубы
Уход за сантехникой в вашем доме заключается не только в том, чтобы выливать немного Liquid-Plumr или Draino в раковину каждый раз, когда она засоряется. На самом деле, во многих случаях это худшее, что вы можете сделать для своей сантехники. Во многих домах до сих пор используются чугунные трубы, и каждый раз, когда коррозионно-активные химические вещества используются для устранения засора, они также разрушают и ваши трубы. Рано или поздно ваша сантехника начнет выходить из строя и начнет протекать, и вам нужно будет позвонить в местный очиститель канализации или подрядчику по сантехнике для обслуживания.
Вот несколько советов о том, как ухаживать за сантехникой и свести к минимуму количество обращений в службу сантехники в будущем.
НЕ выливайте кипяток в раковину или унитаз.
В последние годы домашние мастера, ищущие экологически чистую альтернативу химическим продуктам, предложили вылить кастрюлю кипятка в засорившуюся раковину или унитаз, чтобы прочистить засор. В то время как , вероятно, нормально выливать кипящую воду в раковину, когда ваши трубы чистые, засор будет задерживать воду в трубе.Это может расплавить трубы из ПВХ и уплотнители труб, что приведет к серьезным повреждениям.
Кроме того, использование кипятка для очистки засорившегося унитаза может расплавить восковое кольцо вокруг унитаза или даже треснуть фарфоровую чашу, что приведет к дорогостоящему походу в ваш любимый хозяйственный магазин.
Также широко распространенное решение — высыпать в канализацию пищевую соду, а затем уксус — не так проблематично, поскольку уксус не очень кислый. На самом деле, он может очищать очень легкие засоры. Тем не менее, это, вероятно, не даст многого при более серьезных засорах, поскольку все, что делает реакция шипения, — это смещение вокруг того, что засоряет трубу.
Чтобы прочистить засор, используйте змею или другое физическое приспособление, а не химический раствор. Также не используйте кипяченую воду.
Физические инструменты для очистки канализации на самом деле очень недороги и в целом дешевле по сравнению с одноразовыми продуктами после того, как вы очистите даже пару засоров. Есть три типа инструментов для удаления засоров, которые могут быть эффективными.
Самый простой в использовании – поршень. В дополнение к популярному вантузу для унитаза существуют специально изготовленные вантузы для раковины, которые очень недороги.Они могут либо напоминать вантуз для унитаза детского размера, либо иметь форму гармошки, как показано ниже.
Для неглубоких засоров одним из самых недооцененных и удобных дренажных инструментов является пластиковая зубчатая сливная змея.
Названия этого инструмента могут сильно различаться — вы также можете найти их в местном магазине или в Интернете, описывая их как средство для удаления засоров, открыватель стоков, шнековый стержень, инструмент для очистки стоков или что-то совершенно другое. Этот инструмент не подходит для очистки кухонной раковины или унитаза, но может стать спасением, если у вас есть упрямый комок шерсти, застрявший в паре футов под сливом душа или раковиной в ванной.Зубы идеально подходят для того, чтобы хватать волосы и тянуть их вверх. Однако его небольшой размер ограничивает возможности его применения.
Для более стойких и глубоких засоров есть хорошо известный дренажный корчеватель, также называемый шнеком. Они могут сильно различаться по конструкции: они могут использовать барабан или жезл для содержания змеи, а некоторые используют электрический или даже газовый двигатель. Но старые кривошипные шнеки — это то, что вы найдете в гараже среднего домовладельца.
Дренажные шнеки могут быть очень полезны для удаления мелких и средних засоров.Но будьте осторожны, чтобы не стать слишком агрессивным при нападении на упрямый засор. В противном случае вы рискуете немного развлечь сантехника, который должен удалить как первоначальный засор, так и сливную змею, застрявшую в ваших трубах, говорит сантехническая компания в Эпплтоне, штат Висконсин.
Если ни одного из вышеперечисленных инструментов недостаточно, чтобы прочистить канализацию, самое время позвонить Гилмору и назначить встречу.
Несколько дополнительных советов о том, как обслуживать сантехнику и избегать вызовов сантехников.
- Следите за тем, что вы кладете в кухонную раковину . Выбрасывание жира, куриных остатков и жестких фруктовых корок в канализацию на кухне — верный способ засорить раковину, независимо от того, насколько хорошо вы их утилизируете.
- Используйте ловушку для волос . Металлическая или пластиковая ловушка для волос, которая надевается на слив душа, является дешевым и эффективным способом предотвратить раздражающие засоры и необходимость вытаскивать неприятные комки шерсти из стока.
- Не смывайте салфетки и средства гигиены в унитаз.Гигиенические товары безопасны для сантехники , а не , и даже салфетки, которые предположительно подходят для смывания, таковыми не являются, говорят наши друзья из Tureks Plumbing, сантехнической компании Fox Valley. Выбросьте их в мусорку.
- Следите за утечками . Утечки не только сбрасывают воду, они также могут стать причиной появления плесени и сухой гнили. Время от времени проверяйте трубы на наличие признаков утечки воды и как можно скорее вызовите сантехника, если заметите их.
- Уменьшите давление воды . Примерно за 8–10 долларов вы можете купить манометр для проверки давления воды, который накручивается на садовый шланг.Если ваше давление воды превышает примерно 80 фунтов на квадратный дюйм, то ваша сантехника натянута, и существует высокий риск утечки и выхода из строя. Если давление слишком высокое, наймите сантехника для установки редуктора давления (это не то же самое, что редукторы расхода воды, часто используемые в раковинах и душевых).
Мы знаем, что вызывать сантехника неприятно. Но иногда это правильно сделать, чтобы защитить свой дом и обеспечить комфорт и удобство своей семьи. Если у вас есть серьезная проблема с сантехникой, Gilmore Heating Air & Plumbing может помочь.