Сортамент двутавров: таблицы, ГОСТ
Среди многообразия видов металлопроката двутавр обладает наиболее отличительными особенностями. Это касается как надежности, так и цены. Строительство, вагоностроение и производство спецтехники – все эти отрасли являются активными потребителями данного профиля. Не говоря уже о мостостроении, на которое приходится около 50% всего выпускаемого двутавра. Но что послужило этому причиной? Какие типоразмеры входят в стандартный сортамент двутавров? На что следует обратить внимание при выборе размера профиля? Обо всем этом Вы узнаете прочитав статью ниже.
Характеристики
Двутавр представляет собой металлический профиль с Н-образной формой сечения. Типоразмеры, их пределы отклонений и форма двутавров регулируются государственными стандартами ГОСТ 8239-89 и ГОСТ 26020-83. Там же указаны порядок маркировки и виды используемых материалов.
На фоне остального металлопроката двутавр имеет наибольшую степень удельной прочности и жесткости. Связано это с его формой сечения. Она соответствует наиболее правильному распределению напряжения по площади балки, что позволяет существенно снизить объем используемого материала. Так временное сопротивление на разрыв двутавра и цельного бруска с аналогичными размерами практически одинакова, а масса при этом Н-образного профиля ниже более чем в 10 раз.
Сортамент уголков по ГОСТ 8509-93
Двутавры получают методом прокатывания. На производство они поставляются заготовками от 3 до 12 метров. По требованию заказчика метраж проката может быть значительно увеличен.
Виды двутавров
Современная промышленность представляет огромное многообразие двутавров. В зависимости от формы сечения их подразделяют на следующие категории:
- Горячекатаный стальной двутавр ГОСТ 8239-89. Представляет собой Н-образный профиль, полки которого образует со стенкой угол 8-12 градусов. Наиболее часто употребляется как опорная кран-балка для тельферных линий.
- Двутавры нормальные. Их сортамент полностью представлен в таблице ГОСТа 26020-83. От предыдущего типа профиля его отличает параллельность граней полок между собой. Это упрощает процесс изготовления с одной стороны, а с другой, хотя и незначительно, снижает сопротивляемость деформации профилем. В конструкторской документации его принято обозначать буквой «Б».
- Двутавр широкополочный ГОСТ 26020-83. Ширина полок в данном профиле увеличена почти в 1,5 раза по сравнению с вышепредставленными видами двутаврого сортамента. Такое увеличение формы сечения положительно сказывается на прочности, жесткости и долговечности балки. В среднем она способна выдержать на 40% большей нагрузки по сравнению с нормальным двутавром. Маркируется буквой «Ш».
- Колонные двутавры отличаются еще большей шириной полок. Толщина стенки также увеличена. Точные размеры двутавра приведены в ГОСТ 26020-83. Такая модификация позволяет повысить значение прочности почти на 100%. Употребляется в особо ответственных конструкциях. Обозначается буквой «К».
Помимо формы сечения сортамент прокатного профиля включает в себя различную номенклатуру материалов, из которых изготавливают двутавровые балки. Наиболее применяемыми из них являются:
- Углеродистые стали обыкновенного качества. Механические свойства и химический состав соответствуют ГОСТ 380-2005. По степени раскисления подразделяются на спокойные, кипящие и полуспокойные. Восемьдесят процентов рынка представлены именно этими сталями в силу их оптимального соотношения цены, технологических и прочностных характеристик.
- Строительные стали ГОСТ 27772-88. Отличаются более высокими требованиями по отношению к содержанию вредных примесей. Основной сортамент данных сталей представлен такими марками как С235, С245 и С255.
- Низколегированные прокатные стали. Полный список механических характеристик размещен в основной таблице ГОСТа 19281-89. Данные стальные сплавы дополнительно легированы марганцем, кремнием и алюминием, что делает их более устойчивыми по отношению к динамическим нагрузкам.
- Стали для мостостроения ГОСТ 4784-97. Еще более прочный сплав. Обладает повышенным сопротивлением к воздействию циклических нагрузок. Применяется в особо ответственных конструкциях.
- Алюминиевые сплавы ГОСТ 4784-97. Сюда входят различные их марки: Амг5, Д16 и прочие. Применяются в тех случаях, когда приоритетом для конструкции является легкость. Также сортамент двутавров из данного материала отличается более высокими эстетическими и коррозионностойкими свойствами.
Параметры
Как уже было указано ранее, на значение жесткости двутавра наибольшее влияние оказывает размер и форма сечения, которые характеризуются такими параметрами как:
- Высота и толщина стенки;
- Ширина и толщина полки;
- Момент сопротивления и момент инерции – величины, которые показывают сопротивляемость геометрии формы к деформации. Их значение можно найти в таблице справочника по весам материалов или другой технической литературе;
- Радиус скругления.
Величина данных параметров подбирается исходя из следующих технических условий:
- Тип нагрузки;
- Усилие на балку сконцентрировано в одной точке или распределено по ее поверхности;
- Значение нагрузки;
- Тип материала, из которого изготовлена балка.






Область применения
Главной отраслью потребления двутавра до сих пор остается строительство. В основном его применяют в качестве пролетных балок в промышленных и гражданских помещениях. Двутавр является важной частью арочных перекрытий, мостовых и козловых кранов.
Также балка активно используется при строении мостов и в производстве некоторой специальной техники: экскаваторы, землекопы и прочие. В автомобилестроении двутавры применяются как элемент каркасов большегрузных машин – грузовиков. А также они служат опорной частью железнодорожных вагонов.
Маркировка
Обозначение двутавровых балок рассмотрим на примере:
Двутавр(20Б ГОСТ 26020-83)/(Ст.3сп ГОСТ 535-2005), где
- 20 — высота профиля в сантиметрах;
- Б — двутавр относится к категории «нормальный» и имеет параллельные грани полок;
- ГОСТ 26020-83 – стандарт, по которому регулируются размеры профиля;
- Ст.3сп – материал;
- ГОСТ 535-2005 – стандарт, где указаны химический состав и механические свойства стали.
Рейтинг: 0/5 — 0 голосов
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент, ГОСТ от 27 сентября 1989 года №8239-89
ГОСТ 8239-89
Группа В22
ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
Сортамент
Hot-rolled steel flange beams. Rolling products
МКС 77.140.70
ОКП 09 2500
Дата введения 1990-07-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, ГОССТРОЕМ СССР, Центральным научно-исследовательским институтом строительных конструкций
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.09.89 N 2940
4. Стандарт соответствует МС ИСО 657-13
5. Стандарт унифицирован с БДС 5951-75, TGL 10369
6. ВЗАМЕН ГОСТ 8239-72
7. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
8. ПЕРЕИЗДАНИЕ. Октябрь 2012 г.
Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок.
1. Поперечное сечение двутавров должно соответствовать указанному на черт.1.
Черт. 1 Поперечное сечение двутавров
— высота двутавра; — ширина полки; — толщина стенки; — средняя толщина полки; — радиус внутреннего закругления; — радиус закругления полки
Черт.1
Примечание. Уклон внутренних граней полок должен быть 6-12%.
2. Номинальные размеры двутавров, площадь поперечного сечения, масса и справочные значения для осей должны соответствовать приведенным в табл.1.
Таблица 1
Номер дву- тавра | Размеры | Площадь попе- речного сечения, см | Масса 1 м, кг | Справочные значения для осей | |||||||||||
| | ||||||||||||||
не более | , см | , см | , см | , см | , см | , см | , см | ||||||||
мм | |||||||||||||||
10 | 100 | 55 | 4,5 | 7,2 | 7,0 | 2,5 | 12,0 | 9,46 | 198 | 39,7 | 4,06 | 23,0 | 17,9 | 6,49 | 1,22 |
12 | 120 | 64 | 4,8 | 7,3 | 7,5 | 3,0 | 14,7 | 11,50 | 350 | 58,4 | 4,88 | 33,7 | 27,9 | 8,72 | 1,38 |
14 | 140 | 73 | 4,9 | 7,5 | 8,0 | 3,0 | 17,4 | 13,70 | 572 | 81,7 | 5,73 | 46,8 | 41,9 | 11,50 | 1,55 |
16 | 160 | 81 | 5,0 | 7,8 | 8,5 | 3,5 | 20,2 | 15,90 | 873 | 109,0 | 6,57 | 62,3 | 58,6 | 14,50 | 1,70 |
18 | 180 | 90 | 5,1 | 8,1 | 9,0 | 3,5 | 23,4 | 18,40 | 1290 | 143,0 | 7,42 | 81,4 | 82,6 | 18,40 | 1,88 |
20 | 200 | 100 | 5,2 | 8,4 | 9,5 | 4,0 | 26,8 | 21,00 | 1840 | 184,0 | 8,28 | 104,0 | 115,0 | 23,10 | 2,07 |
22 | 220 | 110 | 5,4 | 8,7 | 10,0 | 4,0 | 30,6 | 24,00 | 2550 | 232,0 | 9,13 | 131,0 | 157,0 | 28,60 | 2,27 |
24 | 240 | 115 | 5,6 | 9,5 | 10,5 | 4,0 | 34,8 | 27,30 | 3460 | 289,0 | 9,97 | 163,0 | 198,0 | 34,50 | 2,37 |
27 | 270 | 125 | 6,0 | 9,8 | 11,0 | 4,5 | 40,2 | 31,50 | 5010 | 371,0 | 11,20 | 210,0 | 260,0 | 41,50 | 2,54 |
30 | 300 | 135 | 6,5 | 10,2 | 12,0 | 5,0 | 46,5 | 36,50 | 7080 | 472,0 | 12,30 | 268,0 | 337,0 | 49,90 | 2,69 |
33 | 330 | 140 | 7,0 | 11,2 | 13,0 | 5,0 | 53,8 | 42,20 | 9840 | 597,0 | 13,50 | 339,0 | 419,0 | 59,90 | 2,79 |
36 | 360 | 145 | 7,5 | 12,3 | 14,0 | 6,0 | 61,9 | 48,60 | 13380 | 743,0 | 14,70 | 423,0 | 516,0 | 71,10 | 2,89 |
40 | 400 | 155 | 8,3 | 13,0 | 15,0 | 6,0 | 72,6 | 57,00 | 19062 | 953,0 | 16,20 | 545,0 | 667,0 | 86,10 | 3,03 |
45 | 450 | 160 | 9,0 | 14,2 | 16,0 | 7,0 | 84,7 | 66,50 | 27696 | 1231,0 | 18,10 | 708,0 | 808,0 | 101,00 | 3,09 |
50 | 500 | 170 | 10,0 | 15,2 | 17,0 | 7,0 | 100,0 | 78,50 | 39727 | 1589,0 | 19,90 | 919,0 | 1043,0 | 123,00 | 3,23 |
55 | 550 | 180 | 11,0 | 16,5 | 18,0 | 7,0 | 118,0 | 92,60 | 55962 | 2035,0 | 21,80 | 1181,0 | 1356,0 | 151,00 | 3,39 |
60 | 600 | 190 | 12,0 | 17,8 | 20,0 | 8,0 | 138,0 | 108,00 | 76806 | 2560,0 | 23,60 | 1491,0 | 1725,0 | 182,00 | 3,54 |
1. Площадь поперечного сечения и масса 1 м двутавра вычислены по номинальным размерам; плотность стали принята равной 7,85 г/см. | |||||||||||||||
3. По точности прокатки двутавры изготовляют:
повышенной точности — Б;
обычной точности — В.
4. Предельные отклонения по размерам и форме поперечного сечения двутавров (черт.1-2) должны соответствовать приведенным в табл.2.
Черт. 2 Предельные отклонения по размерам и форме поперечного сечения двутавров
— ширина укороченного фланца; — ширина удлиненного фланца; — перекос полки; — прогиб стенки
Черт.2
Таблица 2
мм
Параметр двутавра, показатель качества | Размер | Предельное отклонение при точности прокатки | |||||
повышенной | обычной | ||||||
До | 140 | включ. | ±2,0 | ±2,0 | |||
Св. | 140 | « | 180 | « | ±2,5 | ||
Св. | 180 | до | 300 | включ. | ±3,0 | ±3,0 | |
« | 300 | « | 360 | « | ±3,5 | ||
Св. | 360 | до | 600 | включ. | ±4,0 | ±4,0 | |
Ширина полки | До | 73 | включ. | ±2,0 | ±2,0 | ||
Св. | 73 | « | 90 | « | ±2,5 | ||
« | 90 | « | 135 | « | ±3,0 | ||
Св. | 135 | до | 155 | включ. | ±3,0 | ±3,5 | |
« | 155 | ±4,0 | |||||
Толщина полки * | До | 7,5 | включ. | -0,4 | -0,7 | ||
Св. | 7,5 | « | 8,9 | « | -0,5 | -0,7 | |
« | 8,9 | « | 10,7 | -0,6 | -0,8 | ||
Св. | 10,7 | до | 12,3 | включ. | -0,7 | ||
« | 12,3 | « | 14,2 | « | -0,8 | -1,0 | |
« | 14,2 | « | 15,2 | « | -0,9 | ||
Св. | 15,2 | -1,0 | -1,2 | ||||
Перекос полки при ширине | От | 55 | до | 190 | включ. | Не более 0,0125 | Не более 0,02 |
Отклонение от симметричности | До | 73 | включ. | 2,0 | |||
Св. | 73 | « | 90 | « | 2,0 | 2,5 | |
« | 90 | « | 135 | « | 3,0 | ||
Св. | 135 | до | 145 | включ. |
| 3,5 | |
« | 145 | 4,0 | |||||
Длина | До | 8 м | включ. | +40 | +40 | ||
Св. | 8 м | К допуску +40 прибавлять по 5 мм на каждый метр длины св. 8 м | +80 | ||||
________________ | |||||||
5. Прогиб стенки () не должен превышать 0,15.
6. Кривизна двутавра не должна превышать 0,2% длины.
7. Притупление наружных кромок полок двутавров повышенной точности не должно превышать 2,2 мм, для двутавров обычной точности — не контролируется.
8. Профили изготавливают длиной от 4 до 12 м:
мерной длины;
кратной мерной длины;
немерной длины.
По согласованию изготовителя с потребителем допускается изготовление двутавров длиной свыше 12 м.
9. Отклонения по массе 1 м двутавра не должны превышать плюс 3, минус 5%.
По согласованию изготовителя с потребителем отклонение по массе без контроля толщины полок и стенки двутавра не должно превышать плюс 3, минус 3% для двутавров до N 16 и плюс 2,5, минус 2,5% для двутавров свыше 16.
10. Размеры и геометрическую форму контролируют на расстоянии не менее 500 мм от торца двутавра.
Высоту двутавра контролируют в плоскости .
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
Стальной листовой прокат.
Сортамент: Сб. ГОСТов. —
М.: Стандартинформ, 2012
Сортамент двутавров ГОСТ — таблицы размеров двутавровых балок
Двутавр – разновидность фасонного металлопроката с поперечным сечением в виде буквы «Н». В массовом варианте изготавливается способом горячей прокатки, реже – путем сварки отдельных элементов. Горячекатаный профиль имеет внутренние грани полок с уклоном или параллельные. При производстве металлопродукции общего применения используют углеродистые стали обыкновенного качества, чаще всего Ст3сп, Ст3пс. Для изготовления стального проката, способного выдерживать повышенные нагрузки, в том числе вибрационные, используют низколегированные стали (09Г2С). Широкий ассортимент металлопроката Н-образного сечения позволяет выбрать изделие, которое оптимально соответствует запланированному назначению.
Двутавр с уклоном внутренних граней полок: размеры, характеристики
Производство этой металлопродукции осуществляется в соответствии с ГОСТом 8239-89. В маркировке указывается высота стенки в сантиметрах. Уклон внутренних граней полок находится в интервале 6-12%.

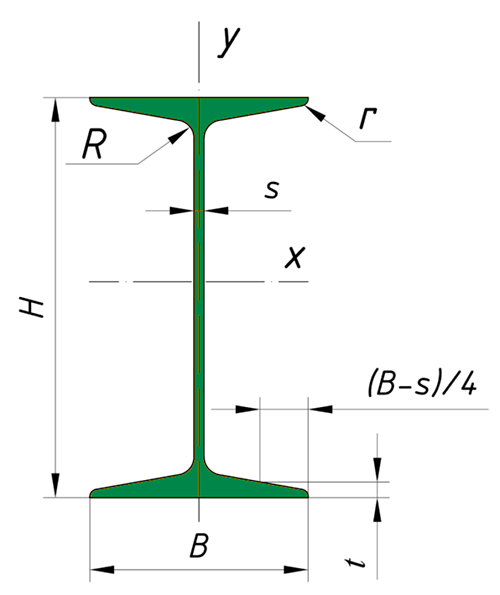
Обозначения:
- h – высота стенки. Расстояние между наружными гранями полок.
- b – ширина полки. Расстояние между крайними точками полки.
- s – толщина стенки. Этот параметр во многом определяет прочность и несущую способность двутаврового профиля.
- t – средняя толщина полки. Это значение определяется математически – из показателя ширины полок вычитают толщину стенки, разность делят на 4.
- R – радиус внутреннего закругления. Это закругление, образуемое в примыкании полки и стенки, повышает прочность металлоизделия.
Таблица размеров и массы двутавровых балок с уклоном внутренних граней полок по ГОСТу 8239-89
|
Обозначение двутавра |
h |
b |
s |
t |
R |
r |
Площадь поперечного сечения, мм2 |
Масса 1 м, кг |
|
Не более |
||||||||
|
мм |
||||||||
|
10 |
100 |
55 |
4,5 |
7,2 |
7,0 |
2,5 |
12,0 |
9,46 |
|
12 |
120 |
64 |
4,8 |
7,3 |
7,5 |
3,0 |
14,7 |
11,5 |
|
14 |
140 |
73 |
4,9 |
7,5 |
8,0 |
3,0 |
17,4 |
13,7 |
|
16 |
160 |
81 |
5,0 |
7,8 |
8,5 |
3,5 |
20,2 |
15,9 |
|
18 |
180 |
90 |
5,1 |
8,1 |
9,0 |
3,5 |
20,2 |
15,9 |
|
20 |
200 |
100 |
5,2 |
8,4 |
9,5 |
4,0 |
26,8 |
21,0 |
|
30 |
300 |
135 |
6,5 |
10,2 |
12,0 |
5,0 |
46,5 |
36,5 |
|
36 |
360 |
145 |
7,5 |
12,3 |
14,0 |
6,0 |
61,9 |
48,6 |
Основная область применения двутавровой балки – устройство перекрытий и покрытий многоэтажных зданий жилого административного, производственного назначения, армирование фундаментов, строительство дорог и мостов, создание колонных металлоконструкций.
В соответствии с ГОСТом 19425-74 производят двутавры специального назначения. Продукция с индексом «М» используется для организации подвесных путей в производственных помещениях. Угол уклона – до 12%.
Таблица размеров и массы двутавров специального назначения с уклоном внутренних граней полок по ГОСТу 19425-74
|
Обозначение двутавра |
h |
b |
s |
t |
R |
r |
Площадь поперечного сечения, мм2 |
Масса 1 м, кг |
|
Не более |
||||||||
|
мм |
||||||||
|
24 М |
240 |
110 |
8,2 |
14,0 |
10,5 |
4,0 |
48,7 |
38,3 |
|
36М |
360 |
130 |
9,5 |
16,0 |
14,0 |
6,0 |
73,8 |
57,9 |
|
45М |
450 |
150 |
10,5 |
18,0 |
16,0 |
7,0 |
98,8 |
76,6 |
Двутавр с параллельными гранями полок: размеры, характеристики
Сортамент двутавровой балки с параллельными гранями полок определяется двумя основными нормативами: ГОСТом 26020-83 и СТО АСЧМ 20-93. В маркировке этой металлопродукции указываются: высота стенки, выраженная в сантиметрах, буква, обозначающая тип конструкции, цифра от 1 до 5. Чем больше цифра, тем массивней сечение.

Обозначения:
- h – высота стенки;
- b – ширина полки;
- s – толщина стенки;
- t – толщина полки;
- R – радиус внутреннего закругления.
По конструктивному исполнению различают следующие типы двутавров с параллельными гранями полок:
- Нормальные балочные. В маркировке указывается буква «Б». Относятся к универсальной строительной продукции, используемой для устройства большепролетных перекрытий, изготовления ферм, несущих конструкций различного назначения.
- Широкополочные. В маркировке присутствует буква «Ш». Наиболее обширные области применения проката этого вида – мостостроение, изготовление лестниц, жилое и индустриальное строительство.
- Колонные. В маркировке указывается буква «К». Такая балка имеет практически одинаковую высоту стенки и ширину полок. Толщина полок увеличена. Этот массивный металлопрокат востребован при строительстве колонн и опор.
Таблица сортамента двутавровых балок с параллельными гранями полок по СТО АСЧМ 20-93 – нормальных балочных, широкополочных, колонных
|
Тип двутавра |
h |
b |
s |
t |
R, не более |
Площадь поперечного сечения, мм2 |
Масса 1 м, кг |
|
мм |
|||||||
|
Нормальные балочные |
|||||||
|
20Б1 |
200 |
100 |
5,5 |
8,0 |
11 |
27,16 |
21,3 |
|
25Б1 |
248 |
124 |
5 |
8 |
12 |
32,68 |
25,7 |
|
25Б2 |
250 |
125 |
6 |
9 |
12 |
37,66 |
29,6 |
|
30Б1 |
298 |
149 |
5,5 |
8 |
13 |
40,8 |
32,0 |
|
30Б2 |
300 |
150 |
6,5 |
9 |
13 |
46,78 |
36,7 |
|
35Б1 |
346 |
174 |
6 |
9 |
14 |
52,68 |
41,4 |
|
40Б1 |
396 |
199 |
7 |
11 |
16 |
72,16 |
56,6 |
|
40Б2 |
400 |
200 |
8 |
13 |
16 |
84,12 |
66,0 |
|
Широкополочные |
|||||||
|
20Ш1 |
194 |
150 |
6 |
9 |
13 |
39,0 |
30,6 |
|
25Ш1 |
244 |
175 |
7 |
11 |
16 |
56,24 |
44,1 |
|
30Ш1 |
294 |
200 |
8 |
12 |
18 |
72,38 |
56,8 |
|
35Ш1 |
334 |
249 |
8 |
11 |
20 |
83,17 |
65,3 |
|
35Ш2 |
340 |
250 |
9 |
14 |
20 |
101,51 |
79,7 |
|
40Ш1 |
383 |
299 |
9,5 |
12,5 |
22 |
112,91 |
88,6 |
|
40Ш2 |
390 |
300 |
10 |
16 |
22 |
135,95 |
106,7 |
|
Колонные |
|||||||
|
20К1 |
196 |
199 |
6,5 |
10 |
13 |
52,69 |
41,4 |
|
20К2 |
200 |
200 |
8 |
12 |
13 |
63,53 |
49,9 |
|
25К1 |
246 |
249 |
8 |
12 |
16 |
79,72 |
62,6 |
Для расчета площади поперечного сечения двутавровой балки в таблице сортамента использовались номинальные размеры, а для расчета массы 1 м – средняя плотность стали, равная 7850 кг/м3. Поэтому табличные величины могут немного отличаться от фактических.
Возможно, вас заинтересует другая наша продукция:
Офис
СПб, Лиговский пр.,
д.111-113-115, лит.Б, оф 311
Сортамент. Балки двутавровые (ГОСТ 8239-72) 003
Попробуй новый онлайн расчет сплошных сечений.
|
№ профиля |
Масса 1 м, кг |
Размеры, мм |
Площадь сечения см 2 |
Справочные величины для осей | |||||||||
|
см 4 |
см 3 |
см |
см 3 |
см 4 |
см 3 |
см |
|||||||
| 10 | 9,46 | 100 | 55 | 4,5 | 7,2 | 12,0 | 198 | 39,7 | 4,06 | 23,0 | 17,9 | 6,49 | 1,22 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 12 | 11,5 | 120 | 64 | 4,8 | 7,3 | 14,7 | 350 | 58,4 | 4,88 | 33,7 | 27,9 | 8,72 | 1,38 |
| 14 | 13,7 | 140 | 73 | 4,9 | 7,5 | 17,4 | 572 | 81,7 | 5,73 | 46,8 | 41,9 | 11,5 | 1,55 |
| 16 | 15,0 | 160 | 81 | 5,0 | 7,8 | 20,2 | 873 | 109 | 6,57 | 62,3 | 58,6 | 14,5 | 1,70 |
| 18 | 18,4 | 180 | 90 | 5,1 | 8,1 | 23,4 | 1290 | 143 | 7,42 | 81,4 | 82,6 | 18,4 | 1,88 |
| 18a | 19,9 | 180 | 100 | 5,1 | 8,3 | 25,4 | 1430 | 159 | 7,51 | 89,8 | 114 | 22,8 | 2,12 |
| 20 | 21,0 | 200 | 100 | 5,2 | 8,4 | 26,8 | 1840 | 184 | 8,28 | 104 | 115 | 23,1 | 2,07 |
| 20a | 22,7 | 200 | 110 | 5,2 | 8,6 | 28,9 | 2030 | 203 | 8,37 | 114 | 155 | 28,2 | 2,32 |
| 22 | 24,0 | 220 | 110 | 5,4 | 8,7 | 30,6 | 2550 | 232 | 9,13 | 131 | 157 | 28,6 | 2,27 |
| 22a | 25,8 | 220 | 120 | 5,4 | 8,9 | 32,8 | 2790 | 254 | 9,22 | 143 | 206 | 34,3 | 2,50 |
| 24 | 27,3 | 240 | 115 | 5,6 | 9,5 | 34,8 | 3460 | 289 | 9,97 | 163 | 198 | 34,5 | 2,37 |
| 24a | 29,4 | 240 | 125 | 5,6 | 9,8 | 37,5 | 3800 | 317 | 10,1 | 178 | 260 | 41,6 | 2,63 |
| 27 | 31,5 | 270 | 125 | 6,0 | 9,8 | 40,2 | 5010 | 371 | 11,2 | 210 | 260 | 41,5 | 2,54 |
| 27a | 33,9 | 270 | 135 | 6,0 | 10,2 | 43,2 | 5500 | 407 | 11,3 | 229 | 337 | 50,0 | 2,80 |
| 30 | 36,5 | 300 | 135 | 6,5 | 10,2 | 46,5 | 7080 | 472 | 12,3 | 268 | 337 | 49,9 | 2,69 |
| 30a | 39,2 | 300 | 145 | 6,5 | 10,7 | 49,9 | 7780 | 518 | 12,5 | 292 | 436 | 60,1 | 2,95 |
| 33 | 42,2 | 330 | 140 | 7,0 | 11,2 | 53,8 | 9840 | 597 | 13,5 | 339 | 419 | 59,9 | 2,76 |
| 36 | 48,6 | 360 | 145 | 7,5 | 12,3 | 61,9 | 13380 | 743 | 14,7 | 423 | 516 | 71,1 | 2,89 |
| 40 | 57,0 | 400 | 155 | 8,3 | 13,0 | 72,6 | 19062 | 953 | 16,2 | 545 | 667 | 86,1 | 3,03 |
| 45 | 66,5 | 450 | 160 | 9,0 | 14,2 | 84,7 | 27696 | 1231 | 18,1 | 708 | 808 | 101,0 | 3,00 |
| 50 | 78,5 | 500 | 170 | 10,0 | 15,2 | 100,0 | 39727 | 1589 | 19,9 | 919 | 1043 | 123,0 | 3,23 |
| 55 | 96,2 | 550 | 180 | 11,0 | 16,5 | 118,0 | 55962 | 2035 | 21,8 | 1181 | 1356 | 151,0 | 3,39 |
| 60 | 108,0 | 600 | 190 | 12,0 | 17,8 | 138,0 | 75806 | 2560 | 23,6 | 1491 | 1725 | 182,0 | 3,54 |
Понравилась статья! Поддержи проект! Ставь ЛАЙК!
ГОСТ 19425-74 Балки двутавровые и швеллеры стальные специальные. Сортамент (с Изменениями N 1, 2), ГОСТ от 17 января 1974 года №19425-74
ГОСТ 19425-74
Группа В22
БАЛКИ ДВУТАВРОВЫЕ И ШВЕЛЛЕРЫ СТАЛЬНЫЕ СПЕЦИАЛЬНЫЕ
Сортамент
Special-purpose steel I-beams and channels. Dimensions
МКС 77.140.70
ОКП 09 2500
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 17 января 1974 г. N 149 дата введения установлена 01.01.75
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ВЗАМЕН ГОСТ 5157-53 в части балок двутавровых для подвесных путей
ИЗДАНИЕ (октябрь 2012 г.) с Изменениями N 1, 2, утвержденными в ноябре 1977 г., июне 1985 г. (ИУС 1-78, 10-86)
1. Настоящий стандарт распространяется на горячекатаные двутавровые балки для подвесных путей (М), армировки шахтных стволов (С) и швеллеры для автомобильной промышленности (С).
1а. По точности прокатки профили изготовляют:
— высокой точности — А,
— обычной точности — В.
(Введен дополнительно, Изм. N 2).
2. Форма, размеры балок и швеллеров, площадь поперечного сечения, масса 1 м и справочные величины должны соответствовать указанным на черт.1 и 2 и табл.1.
Черт.1
Примечание. Уклон внутренних граней полок должен быть не более:
— для балок М — 12%;
— для балок С — 16%.
Черт.2
Примечание. Уклон внутренних граней полок должен быть не более 10%.
Таблица 1
Номер про- | Площадь попереч- | Масса | Справочные величины для осей | , см | |||||||||||||
мм | , см | , см | , | , см | , | , см | , см | ||||||||||
Балки двутавровые | |||||||||||||||||
14С | 140 | 80 | 5,5 | 9,1 | 7,5 | 3,8 | 21,5 | 16,9 | 712 | 102 | 5,75 | 58,4 | 64,8 | 16,2 | 1,74 | — | |
20С | 200 | 100 | 7,0 | 11,4 | 9,0 | 4,5 | 35,6 | 27,9 | 2370 | 237 | 8,16 | 136 | 159 | 31,8 | 2,11 | — | |
20Са | 200 | 102 | 9,0 | 11,4 | 9,0 | 4,5 | 39,6 | 31,1 | 2500 | 250 | 7,95 | 146 | 170 | 33,3 | 2,07 | — | |
22С | 220 | 110 | 7,5 | 12,3 | 9,5 | 4,8 | 42,1 | 33,1 | 3400 | 310 | 9,00 | 178 | 228 | 41,5 | 2,32 | — | |
27С | 270 | 122 | 8,5 | 13,7 | 10,5 | 5,3 | 54,5 | 42,8 | 6550 | 485 | 11,0 | 279 | 346 | 56,7 | 2,52 | — | |
27Са | 270 | 124 | 10,5 | 13,7 | 10,5 | 5,3 | 59,9 | 47,0 | 6870 | 507 | 10,7 | 297 | 366 | 59,0 | 2,47 | — | |
36С | 360 | 140 | 14,0 | 15,8 | 12,0 | 6,0 | 90,9 | 71,3 | 17360 | 964 | 13,8 | 574 | 618 | 88,3 | 2,61 | — | |
18М | 180 | 90 | 7,0 | 12,0 | 9,0 | 3,5 | 32,9 | 25,8 | 1760 | 196 | 7,32 | 113 | 130 | 28,9 | 1,99 | — | |
24М | 240 | 110 | 8,2 | 14,0 | 10,5 | 4,0 | 48,7 | 38,3 | 4640 | 387 | 9,75 | 223 | 276 | 50,2 | 2,38 | — | |
З0М | 300 | 130 | 9,0 | 15,0 | 12,0 | 6,0 | 64,0 | 50,2 | 9500 | 633 | 12,2 | 364 | 480 | 73,9 | 2,74 | — | |
36М | 360 | 130 | 9,5 | 16,0 | 14,0 | 6,0 | 73,8 | 57,9 | 15340 | 852 | 14,4 | 493 | 518 | 79,7 | 2,65 | — | |
45М | 450 | 150 | 10,5 | 18,0 | 16,0 | 7,0 | 98,8 | 77,6 | 31900 | 1420 | 18,0 | 821 | 892 | 119 | 3,00 | — | |
Швеллеры | |||||||||||||||||
18С | 180 | 68 | 7,0 | 10,5 | 10,5 | 5,3 | 25,7 | 20,2 | 1272 | 141 | 7,04 | 83,5 | 98,5 | 20,1 | 1,96 | 1,88 | |
18Са | 180 | 70 | 9,0 | 10,5 | 10,5 | 5,3 | 29,3 | 23,0 | 1370 | 152 | 6,84 | 91,6 | 111 | 21,3 | 1,95 | 1,84 | |
20С | 200 | 73 | 7,0 | 11,0 | 11,0 | 5,5 | 28,8 | 22,6 | 1780 | 178 | 7,86 | 104,7 | 128 | 24,2 | 2,11 | 2,01 | |
З0С | 300 | 87 | 9,5 | 13,5 | 13,5 | 6,8 | 49,6 | 39,1 | 6500 | 433 | 11,4 | 259,7 | 289 | 44,0 | 2,41 | 2,13 | |
Примечания:
1. Площадь поперечного сечения и масса 1 м профиля вычислены по номинальным размерам. При вычислении массы 1 м профиля плотность стали принята равной 7,85 г/см.
2. Радиусы закруглений, указанные на черт.1 и 2, на профилях не определяются и даны для построения калибра.
Условные обозначения к черт.1 и 2 и табл.1:
— высота;
— ширина полки;
— толщина стенки;
— средняя толщина полки;
— радиус внутреннего закругления;
— радиус закругления полки;
— момент инерции;
— момент сопротивления;
— радиус инерции;
— статический момент полусечения;
— расстояние от оси до наружной грани стенки.
3. Предельные отклонения по размерам профилей должны соответствовать указанным в табл.2.
Таблица 2
Размеры, мм
Номер профиля | Предельное отклонение | ||||
по высоте профиля | по ширине полки |
| |||
Точность прокатки | |||||
обычная | высокая | обычная | высокая | ||
14 | — | ±2,0 | ±2,0 | +1,0 | -0,06 |
18 | ±2,5 | — | ±2,5 | — | Плюсовые отклонения ограничиваются предельными отклонениями по массе |
Св.18 до 30 | — | ±3,0 | — | ±3,0 | |
36 | ±3,5 | — | ±3,5 | — | |
45 | ±4,0 | — | ±4,0 | — | |
Примечание. Определение толщины полок профилей проводится по калибрам в валках при их расточке.
4. Уклон наружной грани профилей не должен превышать 0,015 .
По требованию потребителя профили изготовляются с уклоном наружной грани полки не более 0,0125 .
5. Кривизна стенки по высоте сечения профиля не должна превышать 0,15 .
6. Притупление наружных кромок полок профилей до N 24 включительно не должно превышать 0,3 t, свыше N 24 — 3 мм.
7. По требованию потребителя несимметричность фланцев полок балок относительно вертикальной оси не должна превышать 1/2 суммы предельных отклонений по ширине полки.
6, 7. (Измененная редакция, Изм. N 2).
8. В соответствии с заказом балки и швеллеры изготовляются длиной от 4 до 13 м:
— мерной длины;
— кратной мерной длины;
— мерной длины с остатком до 5% массы партии;
— кратной мерной длины с остатком до 5% массы партии;
— немерной длины.
Остатком считаются профили длиной не менее 3 м.
9. По требованию потребителя допускается изготовление профилей ограниченной длины в пределах немерной и длиной свыше 13 м.
(Измененная редакция, Изм. N 2).
10. При изготовлении профилей немерной длины допускается наличие профилей длиной не менее 3 м в количестве не более 5% массы партии.
11. Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
+40 мм — при длине до 8 м;
+80 мм — при длине св. 8 м.
Предельные отклонения по длине профилей мерной и кратной мерной длины для высокой точности прокатки не должны превышать:
+40 мм — при длине до 8 м;
+5 мм на каждый метр свыше 8 м.
12. Кривизна профилей в вертикальной и горизонтальной плоскостях не должна превышать 0,2% длины.
Кривизна профилей в вертикальной и горизонтальной плоскостях для высокой точности прокатки не должна превышать 0,15% длины для профилей высотой до 360 мм и 0,1% длины — для профилей высотой свыше 360 мм.
10-12. (Измененная редакция, Изм. N 2).
13. На каждом профиле дополнительно к требованиям ГОСТ 7566-94 в части маркировки проката должен быть нанесен номер профиля с индексами М или С (18М, 20Са, 36С и т.д.).
14. Определение размеров проводится на расстоянии не менее 500 мм от торца профиля. Высота балки измеряется по оси , швеллера — в плоскости стенки.
15. Предельные отклонения по массе 1 м профиля не должны превышать плюс 3 — минус 5%. Предельные отклонения проверяются предприятием-изготовителем взвешиванием партии массой 20-60 т от каждых 400-500 т проката или кусков профиля длиной не менее 300 мм, отбираемых при прокатке не реже, чем через каждые 100 прокатанных штанг.
16. Марки стали и технические требования — по ГОСТ 535-2005 и другим действующим стандартам, оговоренным в заказе.
17. (Исключен, Изм. N 2).
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
Стальной листовой прокат.
Сортамент: Сб. ГОСТов. —
М.: Стандартинформ, 2012
Сортамент двутавров в виде таблиц

На этой страничке размещен сортамент двутавров с основными характеристиками профилей. Все характеристики двутавров представлены в виде таблиц. Кроме того, на этой страничке расскажем немного информации о самих двутаврах: как они обозначаются, какие материалы используются для их производства и где применяются.
Удобные таблицы двутавров
В этом блоке статьи расскажем о возможностях наших таблиц двутавров и как с ними взаимодействовать.
Выборка нужной информации в таблице
Каждая таблица снабжена удобным фильтром, позволяющим делать выборку нужных данных. Как пользоваться фильтром? Например, Вам нужно подобрать балку с двутавровым поперечным сечением. Вы рассчитали минимально допустимый момент сопротивления из условия прочности, выбрали в табличке ближайший больший момент сопротивления и вам нужно переписать другие характеристики двутавра с подходящим моментом сопротивления.

Вбиваете численное значение момента сопротивления в поиск, и фильтр покажет только характеристики подобранного профиля, а остальные отбросит. Удобно? Пользуйтесь на здоровье!

Вывод строчек сортамента
У каждой таблицы выведено ТОЛЬКО 10 строчек, для удобства просмотра сортамента. Между строчками можно переключаться, с помощью кнопок под каждой таблицей:


Если вы просматриваете эту страничку с мобильного устройства, то скорей всего нормально пользоваться сортаментом, у вас не получится. Данные материалы предназначены исключительно для просмотра на ПК. Так как таблицы достаточно широкие и отображаться полностью на мобильном устройстве не могут.
В последнем обновлении сайта, мы прокачали наши таблицы двутавров. Теперь они адаптивны к любым типам устройств, с различными размерами экрана. Содержимое таблиц подстраивается под ваше устройство. Для мобильных устройств, имеющих маленькое разрешение экрана, внизу каждой таблички, появляется горизонтальная прокрутка.
Вот и все, что хотелось бы рассказать по функционалу наших таблиц. Надеемся, Вам понравиться пользоваться нашим сортаментом! Чуть ниже в статье пойдет информация о двутаврах, их применении и используемых обозначениях. В самом низу статьи, можете найти таблицы двутавров.
О двутаврах
Что такое двутавр? Это профильное изделие, которое изготавливают разного типа сталей, для их производства применяют методы горячего проката. Кроме этого, двутавровая балка может быть изготовлена из дерева или из полимерных материалов. Отличительной чертой от других типов балок является в том, что в сечении оно напоминает букву Н.
Основная сфера применения двутавровых стальных балок — это строительная отрасль, возведение мостовых конструкций и пр. В строительстве жилых и промышленных зданий их используют для сооружения потолочных перекрытий.
Применяемость двутавровых балок
Бурное развитие строительной отрасли и машиностроения привело к необходимости роста объемов производства двутавра стального. В наши дни, двутавр применяют и в малоэтажном строительстве, в масштабных проектах по сооружению промышленных и коммерческих зданий. В результате многочисленных исследований было доказано, что балки с Н-образным сечением эффективно использовать для:
- балок перекрытий;
- в конструкциях железнодорожных вагонов;
- автомобилей, в частности грузовиков;
- специальной техники — экскаваторов.
Кроме того, с их помощью воздвигают арочные и модульные конструкции, которые используют торговых и промышленных корпусов. Кстати, использование таких профилей существенно снижают сроки строительных работ.
Еще больше информации о двутаврах, вы сможете найти по указанной ссылке.
Во всех наших сортаментах используется следующие обозначения:

h — высота двутаврового профиля;
b — ширина двутаврового профиля;
s — толщина стенки двутавра;
t — толщина полки двутавра;
A — площадь двутаврового поперечного сечения;
m — масса 1 метра двутавровой балки;
Jx, Jy — моменты инерции двутаврового сечения;
Wx, Wy — моменты сопротивления двутаврового сечения;
ix, iy — радиусы инерции двутаврового сечения.
Двутавры стальные горячекатаные по ГОСТ 8239-89
Сортамент двутавров изготовленных с помощью горячего проката определяет ГОСТ 8239-89. в нем определены общие параметры проката, его размеры, обозначения, моменты инерции, а также предельные допуска на готовую продукцию.

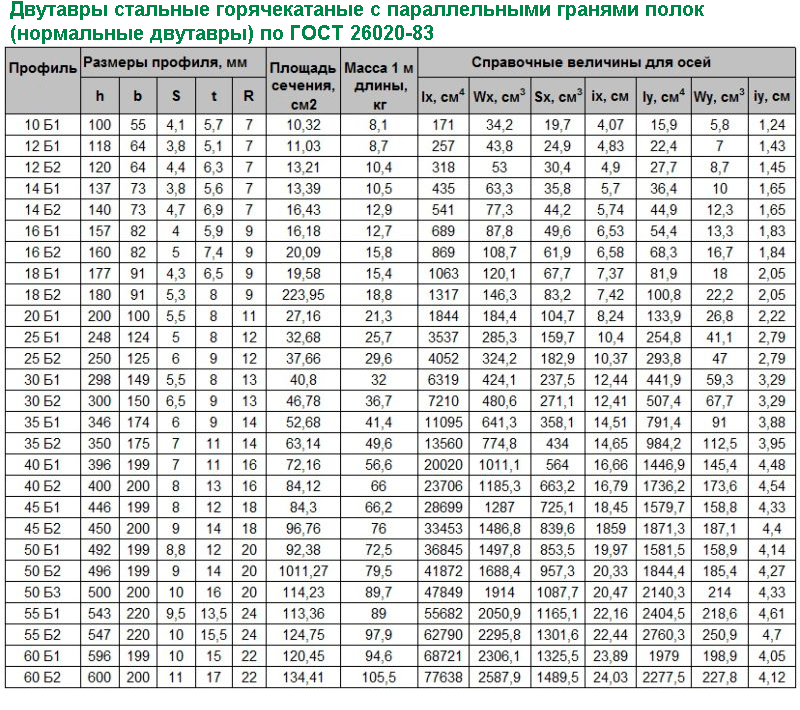
Двутавры стальные горячекатаные с параллельными гранями полок (нормальные двутавры) по ГОСТ 26020-83

Двутавры стальные горячекатаные с параллельными гранями полок (широкополочные двутавры) по ГОСТ 26020-83
Двутавры стальные горячекатаные с параллельными гранями полок (колонные двутавры) по ГОСТ 26020-83
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ДВУТАВРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ Сортамент Hot-rolled steel flange beams. |
ГОСТ |
Дата введения 01.07.90
Настоящий стандарт устанавливает сортамент горячекатаных стальных двутавров с уклоном внутренних граней полок.
1. Поперечное сечение двутавров должно соответствовать указанному на черт. 1.
h — высота
двутавра; b — ширина полки; s — толщина стенки;
t — средняя толщина полки;
R — радиус внутреннего закругления; r — радиус закругления полки
Черт. 1
Примечание. Уклон внутренних граней полок должен быть 6 — 12 %.
Таблица 1
|
Номер двутавра |
Размеры |
Площадь поперечного сечения, см2 |
Масса 1 м, кг |
Справочные значения для осей |
|||||||||||
|
h |
b |
s |
t |
R |
r |
X — X |
Y — Y |
||||||||
|
не более |
Ix, см4 |
Wx, см3 |
ix, см |
Sx, см3 |
Iy, см4 |
Wy, см3 |
iy, см |
||||||||
Стандартные размеры двутавровых балок Метрические стандартные наборы уплотнительных колец 419 шт.
US $ 0.10–1 доллар США / Кусок | 10 шт / шт (минимальный заказ)
- Стиль:
- Уплотнительное кольцо
- Материал:
- РЕЗИНКА
- Время выполнения:
Количество (шт.) 1–9999 > 9999 Est.Срок (дни) 5 Торг
В чем разница между двутавровой и двутавровой балками?
Вопрос дня! Вы знаете, как по-разному используются двутавровые и двутавровые балки? Продолжайте читать, и мы поможем вам ответить на этот важный вопрос. В строительной отрасли многие люди до сих пор не могут должным образом объяснить эту информацию. Стальные балки чрезвычайно важно понимать, потому что они выдерживают большие нагрузки.
Двутавровая балка и двутавровая балка
Что такое двутавровая балка?
H-образные балки имеют форму H.Двутавровая балка — это конструкционная балка из проката. Это невероятно сильно. Он получил свое название, потому что в поперечном сечении он выглядит как заглавная буква H.
Что такое двутавровая балка?
L-образная балка имеет форму буквы I. Двутавровая балка состоит из двух горизонтальных плоскостей, известных как фланцы, соединенных одним вертикальным компонентом или стенкой. Двутавровая балка имеет заостренные края и получила свое название от того факта, что она выглядит как заглавная буква I , если смотреть на ее поперечное сечение.У двутавровой балки высота поперечного сечения больше ширины ее полки.
Что тяжелее?
Двутавровая балка
Двутавровая балка часто намного тяжелее двутавровой балки, что означает, что она может выдерживать большее усилие.
Двутавровая балка
В некоторых зданиях, где вес и сила, действующие на стену, могут представлять собой структурную проблему, двутавровая балка может быть лучше, поскольку она часто легче.
Центр Интернета
Двутавровая балка
Двутавровая балка имеет более толстую центральную стенку, что означает, что она часто бывает прочнее.
Двутавровая балка
Двутавровая балка часто имеет более тонкую центральную стенку, что означает, что она часто не может воспринимать такую большую силу, как двутавровая балка.
Застроенный
Двутавровая балка
Двутавровая балка может быть построена, что означает, что ее можно наращивать до любого размера и высоты.
Двутавровая балка
Двутавровая балка может быть изготовлена только в той степени, в какой позволяет фрезерное оборудование производителя.
пролеты
Двутавровая балка
Двутавровая балка может использоваться для пролетов до 330 футов.
Двутавровая балка
Двутавровая балка может использоваться для пролетов от 33 до 100 футов.
Фланцы
Двутавровая балка
Двутавровая балка имеет верхние и нижние полки, которые выступают из стенки дальше, чем полки двутавровых балок.
Двутавровая балка
Двутавровые балки имеют верхнюю и нижнюю полки, они короче и не такие широкие, как двутавровые.
Количество штук
Двутавровая балка
Двутавровая балка выглядит как цельный кусок металла, но имеет скос, на котором соединяются три металлических куска.
Двутавровая балка
Двутавровая балка не изготавливается путем сварки или склепки металлических листов вместе, а представляет собой всего лишь один кусок металла.
Для чего используются двутавровые балки?
Двутавровые балкинаходят большое применение в производстве металлоконструкций. Они часто используются в качестве ответственных опорных ферм или основного каркаса в зданиях. Стальные двутавровые балки обеспечивают целостность конструкции, неутомимую прочность и поддержку. Огромная мощность двутавровых балок снижает необходимость использования многочисленных опорных конструкций, экономя время и деньги, а также делая конструкцию более устойчивой.Универсальность и надежность двутавровых балок делают их желанным ресурсом для каждого строителя.
Обычно называемая двутавровой балкой из-за своей формы, балки обеспечивают большую несущую способность при использовании в горизонтальном положении или в качестве колонн. Двутавровые балки являются предпочтительной формой для конструкционных стальных конструкций, поскольку двутавровые балки делают их уникальными, способными выдерживать различные нагрузки. Форма двутавровых балок делает их идеальными для однонаправленного изгиба параллельно стенке. Горизонтальные полки сопротивляются изгибающему движению, а полотно выдерживает напряжение сдвига.
Понимание двутавровой балки является основной необходимостью для современного инженера-строителя или строителя. Инженеры широко используют двутавровые балки в строительстве, формируя колонны и балки различной длины, размеров и спецификаций.
Двутавровая балка изготавливается путем прокатки или фрезерования стали, что означает, что двутавровая балка часто ограничивается мощностью или размером фрезерного оборудования.
Двутавровые балкибывают разного веса, глубины сечения, ширины полки, толщины стенки и других характеристик для различных целей.Заказывая двутавры, покупатели классифицируют их по материалу и размерам. Например, двутавровая балка 11 × 20 будет иметь глубину 11 дюймов и вес 20 фунтов на фут. Строители выбирают конкретные размеры двутавров в соответствии с потребностями конкретного здания. Строитель должен учитывать множество факторов, например:
- Строитель выбирает двутавровую балку с толщиной стенки, которая не выходит из строя, не деформируется и не деформируется при растяжении.
- Фланцы выбраны для предотвращения локального, бокового или крутильного изгиба.
- Строитель выберет толщину, чтобы минимизировать деформацию балки.
- Определенная масса и жесткость подобраны для предотвращения вибраций в здании.
- Прочность поперечного сечения двутавровой балки должна соответствовать пределу текучести.
ПРИМЕЧАНИЕ: Заказчик должен полностью оценить каждый процесс и приложение во всех аспектах, включая пригодность, соответствие действующему законодательству и ненарушение прав других лиц. Tampa Steel & Supply не несет ответственности за это.Заказчик несет единоличную ответственность за определение пригодности и применения продуктов, предлагаемых Tampa Steel & Supply. Возможно, что определенная информация в этом блоге может быть неполной или неверной.
Посетите Tampa Steel & Supply для качественной стали и алюминия
Вам нужны запасы стали? Не ищите ничего, кроме профессионалов Tampa Steel and Supply. У нас есть обширный перечень стальной продукции для любого проекта, который вам нужен.Мы гордимся тем, что обслуживаем наших клиентов почти четыре десятилетия, и готовы помочь вам с вашими потребностями в стали. Есть вопросы? Позвоните нам сегодня, чтобы узнать больше, или загляните в наш красивый выставочный зал Тампа.
Сделайте запрос онлайн
или позвоните в Tampa Steel & Supply по телефону (813) 241-2801
Руководство по качеству лазерного луча и измерению M2
Теория лазера учит нас, что по своей конструкции большинство лазерных лучей должны иметь форму гауссова луча. Основная мода гауссова луча (TEM 00 ) — это идеал, которого большинство разработчиков лазерных систем хотят достичь по трем основным причинам:
- Его интенсивность максимальна на оптической оси, что позволяет хорошо сконцентрировать оптическую мощность и интенсивность;
- У него самая низкая расходимость, поэтому его часто рассматривают как тонкий нерасширяющийся луч света;
- Он ограничен дифракцией, что означает, что при фокусировке перетяжка луча является наименьшей из возможных для данной длины волны.
Но в реальной жизни нет ничего идеального, и чистый гауссов пучок с профилем TEM 00 и колоколообразной кривой, которая распространяется бесконечно, к сожалению, никогда не достигается.
Вы можете задаться вопросом (и многие люди так думают), насколько ваш реальный лазер близок к совершенству? В этом руководстве мы познакомим вас с концепцией измерения качества лазерного луча с помощью параметра M2, который количественно определяет качество лазерного луча, и того, как измерить M2 для реального лазера.
Как мы определяем качество лазерного луча?
Первые лазеры были созданы в 60-х годах, но только в начале 90-х Энтони Э. Сигман предложил стандартное измерение того, насколько близок лазерный луч к этому идеальному гауссовскому лучу, или, другими словами, измерение лазерного излучения. качество луча.
По сути, это сводится к проверке того, как ваша реальная перетяжка и расходимость луча сравниваются с идеальным гауссовым лучом на той же длине волны.
Продукт параметра луча (BPP) — это индикатор качества лазерного луча, который используют некоторые люди, и он определяется как произведение наименьшего радиуса луча (радиус перетяжки луча, w 0 ) с половинным углом расходимости луча ( θ), измеренное в дальней зоне.Единицы измерения БПП мм-мрад:
BPP = θ w 0
Идеальные гауссовы лучи имеют наименьшее значение BPP для данной длины волны. Поскольку мы знаем, что θ , идеальный = λ / (π w 0, идеальный ), BPP для идеального луча упрощается до BPP ideal = λ / π. Хотя это просто вычислить, BPP — не лучший инструмент для сравнения одного лазера с другим, потому что его идеальное значение изменяется в зависимости от длины волны.
Зигман предложил использовать безразмерное значение качества лазерного луча, разделив BPP реального лазера на BPP идеального лазера.Таким образом, мы получаем соотношение, которое показывает, насколько близок ваш лазерный луч к идеальному гауссовскому лучу, и Сигман назвал это значение M 2 (произносится как м-квадрат ).
M 2 = π θ w 0 / λ
Одна из приятных особенностей M 2 заключается в том, что он безразмерный (т.е. без единиц измерения), что упрощает сравнение различных лазеров. С другой стороны, это немного противоречит интуиции, но более низкие значения M 2 указывают на лучшее качество, чем более высокие значения.Фактически, наилучший возможный результат — M 2 = 1, и по мере увеличения значения M 2 качество лазера снижается.
Почему важно знать качество луча вашего лазера?
После определения фактора M 2 его можно снова ввести в уравнения для обобщенного распространения гауссова луча. Когда вы знаете коэффициент M 2 вашего лазера, эти уравнения описывают, как ваш НАСТОЯЩИЙ лазерный луч распространяется, насколько сильно он может быть сфокусирован и как быстро расходится.
Знание значения M 2 для вашего лазера позволит вам узнать, насколько точно ваш лазерный луч может быть сфокусирован. Плотная фокусировка лазерных лучей особенно важна, когда вы используете лазер для производства или визуализации, потому что меньшие перемычки луча означают, что могут быть достигнуты более высокие плотности мощности, а также лучшее разрешение.
Также обычной практикой в системах с волоконной оптикой является поиск лазеров с M 2 , близким к 1, чтобы обеспечить хорошее взаимодействие с одномодовыми волокнами.Перетяжка реальной балки определяется как:
Как видно из приведенного выше уравнения, лазерные лучи с меньшим значением M 2 могут быть сфокусированы более плотно, чем лазеры с высоким значением M 2 .
Измерение качества луча также позволит вам узнать, как ваш лазерный луч будет расходиться. Зная расходимость луча, вы можете предсказать размер лазерного луча практически в любой точке пространства. Радиус луча для реального луча определяется как:
А расходимость в дальней зоне для реального лазера определяется как:
В приведенном выше уравнении вы можете видеть, что лазеры с высоким M 2 расходятся быстрее, чем лазеры с низким M 2 .Производители лазеров любят указывать коэффициент M 2 в своих спецификациях, потому что он дает пользователям представление о том, насколько легко будет работать с их лазером.
Как рассчитывается M 2 ?
ПредложениеЗигмана стало популярным из-за своей простоты, но экспериментально оно не так однозначно, и из этих принципов вытекает некоторая неопределенность. Например, если вы хотите измерить радиус талии в лаборатории, как вы можете быть уверены, что ваше измерительное устройство расположено точно в фокусе?
А как далеко нужно заходить, чтобы быть в дальнем поле, чтобы измерить расходимость? Достаточно ли этих двух точек данных? Сотрудники Международной организации по стандартизации (ISO) решили положить конец этой неразберихе и написали норму, объясняющую, как правильно измерять и вычислять M 2 : ISO 11146.
Норма ISO объясняет метод вычисления M 2 из набора измерений диаметра луча таким образом, чтобы минимизировать источники ошибок. Вот основные шаги:
- Старт с коллимированным пучком
- Сфокусируйте его объективом без аберраций
- Измерьте диаметр луча в различных положениях вокруг фокальной точки: возьмите не менее 10 точек данных, примерно половину в пределах первого расстояния Рэлея от фокальной точки, а вторую половину — за пределами 2-х рэлеевских длин.
- Используйте уравнения регрессии, подробно описанные в норме, чтобы подогнать гиперболу к вашим точкам данных для осей X и Y. Это повышает точность расчета за счет минимизации ошибки измерения.
- Из этой подгонки извлеките значения для θ, w 0 , z R и M 2 для каждой оси.
Норма ISO также устанавливает несколько дополнительных правил об измерении диаметров (особенно при использовании матричных датчиков, таких как датчики CCD или CMOS):
- Убедитесь, что у вас есть не менее 10 пикселей в диаметре.
- Используйте интересующую область в 3 раза больше диаметра.
- Рассчитайте диаметр, используя определение D4σ (ширина второго момента).
- Всегда удаляйте фоновый шум перед измерением.
Какое оборудование необходимо для измерения качества лазерного луча?
На самом базовом уровне все, что вам нужно, это линза, профилировщик луча и линейка. Вы можете прочитать нашу инструкцию по применению, в которой пошагово объясняется, как измерить качество профиля луча с помощью этих основных инструментов и рассчитать результат качества лазерного луча с помощью нашего бесплатного программного обеспечения.
Несмотря на то, что это недорогой, этот метод требует много времени, поэтому вы должны пожелать, чтобы ваш лазер был достаточно стабильным, чтобы его значение M 2 не колебалось во время измерения различных диаметров! Простой способ увеличить скорость сбора данных — установить профилировщик пучка на моторизованной платформе трансляции и автоматизировать сбор данных.
В случае с движущейся сценой настройка вашей системы и рутины автоматизации может занять некоторое время, поэтому вы можете сэкономить много времени и усилий, потому что мы уже сделали все это за вас! Наша автоматизированная система измерения качества лазерного луча Beamage-M2 идет на несколько шагов дальше, чем описано выше, и ее настолько легко настроить, что вы можете начать измерение значений M 2 за несколько минут в первый раз и менее чем за минуту, как только вы начнете.
Подходит ли вам измерение M 2 ?
Теперь, когда вы знаете больше об измерении качества лазерного луча, вы лучше понимаете, действительно ли это то, что вам нужно измерять. Имейте в виду, что M 2 — это индикатор того, насколько близок ваш лазерный луч к идеальному гауссову лучу TEM 00 .
Если, например, вы пытаетесь разработать лазер с недифракционными пучками, такими как пучки Бесселя, или гауссовы пучки более высокого порядка с кольцевыми профилями, то M 2 , вероятно, не будет для вас хорошим индикатором.
Вот и все! Теперь вы понимаете основы измерения M 2 … Есть вопросы? Не стесняйтесь комментировать ниже или свяжитесь с нами, мы будем рады ответить!
,Процессы и услуги по облучению электронным пучком
В процессе облучения электронным пучком (E-beam) электроны высокой энергии используются для различных целей, таких как стерилизация одноразовых медицинских устройств, контроль загрязнения потребительских товаров и модификация материалов, таких как термоусадочные трубки, провода и кабели и литые детали.
Что такое облучение электронным пучком?
 В процессе электронно-лучевого процесса продукт бомбардируется электронами высокой энергии, в результате чего каскад этих электронов проходит через материал мишени.
В процессе электронно-лучевого процесса продукт бомбардируется электронами высокой энергии, в результате чего каскад этих электронов проходит через материал мишени.
В процессе электронного пучка в качестве источника излучения используются электроны высокой энергии. Электроны, которые производятся нормальным электрическим током, ускоряются до скорости, близкой к скорости света, с помощью ускорителя. Электроны фокусируются на рожке сканирования определенного размера и сканируются широким движением, создавая завесу из электронов. Затем продукт перемещается через шторку сканирования с строго контролируемой и измеряемой скоростью.
Сам процесс происходит за радиационной защитой, обычно большой бетонной конструкцией, которая предотвращает выход излучения из ячейки.В процессе сканирования ускоренные электроны инактивируют любые жизнеспособные микроорганизмы.
Для чего используется облучение электронным пучком?
Облучение электронным пучком — это гибкий и высокоскоростной процесс, который можно использовать для множества приложений, в том числе:
- Стерилизация одноразовых медицинских изделий и фармацевтических препаратов
- Контроль загрязнения упаковки, косметики и туалетных принадлежностей
- Упрочнение полимеров за счет сшивки и / или разрушения полимеров
Каковы преимущества электронного луча?
Облучение электронным пучком может проникать в широкий спектр материалов и доставить требуемую дозу облучения всего за несколько секунд, а это означает, что весь процесс может занять несколько минут.В результате этого короткого периода воздействия были обнаружены следующие преимущества:
- Оптимизация времени обработки
- Повышение эффективности цепочки поставок
- Значительно меньше окислительного повреждения продукта
- Уменьшает изменение цвета любых присутствующих полимеров
- На обработанных продуктах не остается химических остатков или наведенной радиоактивности
Стандарты:
Стерилизация электронным пучком поддерживается международно признанным стандартом ISO 11137, который описывает подход к валидации процесса для достижения определенного уровня обеспечения стерильности (SAL).
Услуги по поддержке электронно-лучевого облучения:
Помимо стерилизации облучением, STERIS AST предоставляет нашим клиентам решения для лабораторных испытаний и технической поддержки на всех этапах процесса проектирования стерилизации, от разработки продукта до рутинной обработки.
Наша команда Radiation TechTeam® направляет заказчиков через процесс проверки облучения, предоставляет решения для уникальных потребностей проекта и поддерживает повседневную обработку посредством ежеквартальных аудитов доз.
Центр радиационных технологий (RTC) поддерживает наших клиентов в проведении радиационных испытаний, таких как испытания продукции, установление дозы и проверка дозы. RTC обеспечивает высокоточную доставку дозы для проверки, картирования дозы, проверки дозы и исследовательских целей.
Наши услуги по тестированию предоставляют заказчикам поддержку при валидации и микробиологическом тестировании их продуктов, обработанных с помощью облучения. В рамках нашей полной программы радиационной валидации мы разработаем протокол, соберем все данные испытаний и валидации, обобщим результаты и сделаем рекомендации на основе вашего продукта, а также предоставим текущую поддержку через специального менеджера проекта Radiation TechTeam.Перейдите сюда, чтобы узнать больше о наших доступных услугах по тестированию.
Посетите наши ресурсы TechTeam, чтобы узнать больше о процессе электронного луча.
,